全自动香肠包装线的制作方法
1.本发明涉及香肠生产技术领域,尤其涉及全自动香肠包装线。
背景技术:
2.香肠是一种利用了非常古老的食物生产和肉食保存技术的食物,将动物的肉绞碎成条状,再灌入肠衣制成的长圆柱体管状食品。香肠以猪或羊的小肠衣(也有用大肠衣的)灌入调好味的肉料干制而成。
3.随着现代加工技艺的不断进步,香肠的生产也随之更为广泛地采用机械设备来加速生产。香肠在生产完毕之后通常需要对其进行包装处理,但是由于香肠在灌装的过程中存在一定的长度差异,使得包装时的香肠存在一定的偏差,容易使得产品的质量受到影响,且现有的生产线在使用的过程中容易存在包装的香肠整齐程度不够,影响美观,且人工参与较多,卫生情况缺乏较好的保证的缺点,为此我们提出全自动香肠包装线。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的全自动香肠包装线。
5.为了实现上述目的,本发明采用了如下技术方案:
6.全自动香肠包装线,包括转运机构、暂存机构、推料机构和袋装组件,所述转运机构包括送料输送带,送料输送带的一侧设有第一驱动电机,送料输送带的上方设有切分组件,送料输送带的一端连接有出料导板,出料导板的出料口处呈收拢状,且其端口指向水平方向,送料输送带的一侧设有与出料导板出料口正对的暂存机构,暂存机构包括暂存组件,暂存组件包括底板,底板的顶端固定安装有驱动箱体,驱动箱体的内部设有输出轴竖直向上的第二驱动电机,第二驱动电机的输出轴同轴连接有转动板,且转动板的外侧通过连接杆连接有若干组推料机构,底板的顶端固定安装有与第二驱动电机同轴心的环形滑轨,且环形滑轨的顶端滑动连接有若干组与转动板底端固定连接的支撑杆;
7.切分组件包括固定设置在送料输送带框架顶端的分切壳体,分切壳体的内部呈对称式地竖直转动连接有若干组导送辊,分切壳体的顶端固定安装有电机防护罩,电机防护罩的内部设有输出轴竖直向下且贯穿伸入分切壳体内部的推杆电机,且推杆电机的输出轴端部连接有切割刀片,分切壳体的一侧内壁沿竖直方向固定安装有两组红外发射器,且其另一侧内壁固定安装有两组与红外发射器对应的信号接收器,且信号接收器的输出端电性连接有与推杆电机电性连接的单片机和处理器;
8.送料输送带的框架上靠近暂存机构的一侧对称式地转动连接有若干组导向板,且导向板与送料输送带的框架之间均粘接有缓冲弹簧;
9.推料机构包括l形推料平台,l形推料平台的水平支臂顶端设有凹槽,且其在凹槽的一侧内壁处固定安装有第一电机,第一电机的输出轴转动连接有调节螺杆,且l形推料平台顶端凹槽内设有两组与调节螺杆平行的导向杆,调节螺杆与导向杆的顶端设有与之适配的放置组件,放置组件包括u形放置板,u形放置板的两组竖直支臂之间滑动连接有推动装
置,推动装置包括推料板,推料板的一侧固定安装有若干组与第一电机电性连接的触发器,且其另一侧沿其长度方向开设有截面为t形的导向槽,并在导向槽滑动连接有与导向槽适配的推动杆;l形推料平台的竖直支臂为空腔结构,且其在空腔处固定安装有第二电机,第二电机的输出轴同轴固定连接有双向螺杆,双向螺杆的外侧呈对称式地螺纹套设有两组螺纹套环,螺纹套环的一侧均转动连接有偏转杆,l形推料平台竖直支臂靠近放置组件的一侧开设有用于偏转杆贯穿伸出的条形通孔,且偏转杆贯穿伸出的一端转动连接有同一组推动板,推动杆固定安装在推动板的一侧;
10.袋装组件设置在推料机构的一侧,包括装袋输送支架,装袋输送支架的一侧设有电动机,装袋输送支架的安装框架顶端一侧卡设有存袋组件,装袋输送支架的内侧设有装袋传送带,装袋传送带的顶端通过垫座设有输出轴与装袋传送带行进方向垂直的汽缸,汽缸的输出轴固定连接有张袋组件;张袋组件包括水平设置的伸缩板,伸缩板的底端中部固定安装有输出轴竖直向下的第一伸缩电机,第一伸缩电机的输出轴底端固定连接有升降板,升降板的底端中部固定连接有张袋机构,且升降板的底端两侧设有输出轴竖直向下且与张袋机构适配的第二伸缩电机,张袋机构包括与升降板底端固定连接的主动杆,且主动杆的底端固定连接有水平设置的连接轴,连接轴的两端转动连接有两组铰接支架,两组所述铰接支架呈交叉设置,且二者顶端均设有限位滑槽,并在限位滑槽处滑动连接有调节杆,且调节杆的顶端与对应的第二伸缩电机同轴固定连接,一组所述铰接支架的两端均固定连接有张袋杆,另一组铰接支架的两端分别固定连接有张袋杆和吸气头,且吸气头的长度大于张袋杆。
11.优选的,所述送料输送带上在切分组件的一侧分设有两组输出轴竖直向下设置的摆动电机,两组摆动电机均与处理器电性连接,且摆动电机的输出轴均连接有与送料输送带输送面贴合的收拢板,送料输送带的两侧在与摆动电机连接处均设有通孔,且其在通孔处均连接有导料管,导料管的端部均连接有收集组件,收集组件包括盛放壳体,盛放壳体的底端内壁嵌设有压力传感器,且其一侧设有与压力传感器电性连接的警报装置,盛放壳体内部还设有收集桶。
12.优选的,所述处理器内还包括计时模块和处理模块,且通过计时模块和处理模块控制摆动电机工作。
13.优选的,所述l形推料平台的水平支臂底端设有负压泵,且负压泵的吸气端通过导气管与l形推料平台水平支臂上凹槽内连通,l形推料平台水平支臂上凹槽处贯穿设有与导气管连通的弹簧管,弹簧管的一端连接有设于u形放置板下方的输气管,输气管的顶端均匀设有若干组通孔,且其在通孔处连接有竖直设置的连接管,连接管的顶端均连接有呈u形的负压管,u形放置板的水平支臂上开设有若干组与负压管适配的负压孔,且负压管的竖直支臂顶端在负压孔处与u形放置板连接,连接管的数量与触发器相等,且连接管上均设有与触发器对应电性连接的电磁阀。
14.优选的,所述u形放置板的中部设有与调节螺杆螺纹适配的螺纹连接耳件,且其底端在螺纹连接耳件的两侧均设有与导向杆适配的导向耳件。
15.优选的,所述推料板的两侧均固定安装有限位耳件,限位耳件呈圆板状,且u形放置板的两侧竖直支臂上沿长度方向开设有与限位耳件适配的限位槽。
16.优选的,所述l形推料平台的竖直支臂上空腔在一侧内壁处开设有与双向螺杆适
配的条形滑槽,并在条形滑槽处滑动连接有两组与对应螺纹套环固定连接的导向块。
17.优选的,所述伸缩板的一侧固定安装有气泵,气泵上连通有与吸气头连接的连接管。
18.优选的,所述存袋组件包括放置板,放置板的底端一侧设有两组卡设在装袋输送支架上的卡接耳件,且其中一组卡接耳件上设有螺纹通孔,并在螺纹通孔处螺纹连接有锁紧螺钉,放置板的顶端固定连接有存袋桶,存袋桶的竖截面呈l形,且其底端呈开口设置,并在顶端内壁处粘接有压紧弹簧,压紧弹簧的底端粘接有挤压板。
19.优选的,所述装袋输送支架的一侧设有收料桶,且装袋输送支架的顶端靠近收料桶的一侧设有热压缝合机。
20.本发明的有益效果为:
21.1、通过本装置中转运机构中切分组件的设置,能够有效地将导送进来的香肠进行分节,为后续的整齐转运提供保证;通过导向板、缓冲弹簧以及出料导板的设置,使得导送至暂存组件上的香肠均以同一角度传输而出,进一步为后续的整齐包装提供便利;通过切分组件上处理器的设置,使得对应的摆动电机随之进行工作,从而将符合标准的香肠进行导送出去,不符合标准的香肠进行收集处理;
22.2、通过推料机构上放置组件配合弹簧管、导气管以及负压泵的设置,使得转运上的香肠在放置到u形放置板之后,即能够得到稳定的吸附,保证推料以及转运过程中的稳定,为包装的整齐提供便利;通过第二电机以及双向螺杆和螺纹套环配合偏转杆以及推动板等的设置,使得推动杆能够有效地带动推动装置稳定的运移,使得整齐码放的香肠能够整齐有序地导送至后续的包装袋内,为蒸汽包装提供便利;
23.3、通过本装置中袋装机构中张袋机构和存袋组件的设置,使得香肠在进行包装的过程中有效地降低了人工参与,从而保证了卫生情况,给包装后的香肠品质提供了保证;通过气泵以及吸气头配合热压缝合机的设置,使得包装后的香肠能够得到有效的真空包装,并进行热压缝合,保证了实际产品的品质,为经济效益提供保障。
24.综上,本香肠生产线在实际使用的过程能够有效地对香肠转运过程中进行分切以及分选,且保证香肠的整齐导出,配合后续的推料机构以及袋装机构的设置,实现对批次香肠的整齐卫生包装,从一定程度为经济效益的提升提供保证。
附图说明
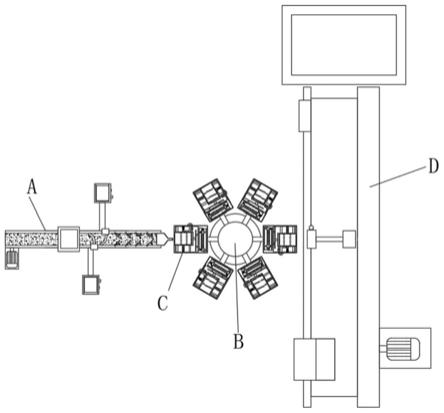
25.图1为本发明提出的全自动香肠包装线的俯视结构示意图;
26.图2为本发明提出的全自动香肠包装线的转运机构的俯视结构示意图;
27.图3为本发明提出的全自动香肠包装线的转运机构中切分组件的侧面结构示意图;
28.图4为本发明提出的全自动香肠包装线的切分组件的处理器的系统框图;
29.图5为本发明提出的全自动香肠包装线的收集组件的剖视示意图;
30.图6为本发明提出的全自动香肠包装线的暂存组件的主视结构示意图;
31.图7为本发明提出的全自动香肠包装线的推料机构的俯面剖视结构示意图;
32.图8为本发明提出的全自动香肠包装线的推料机构的主视结构示意图;
33.图9为本发明提出的全自动香肠包装线的推料机构的部分侧面结构示意图;
34.图10为本发明提出的全自动香肠包装线的推动装置的俯面结构示意图;
35.图11为本发明提出的全自动香肠包装线的推动装置的正面剖视结构示意图;
36.图12为本发明提出的全自动香肠包装线的袋装机构的俯视结构示意图;
37.图13为本发明提出的全自动香肠包装线的张袋组件的侧面结构示意图;
38.图14为本发明提出的全自动香肠包装线的张袋机构的结构示意图;
39.图15为本发明提出的全自动香肠包装线的存袋组件的正面剖视结构示意图。
40.图中:转运机构a、送料输送带a-1、第一驱动电机a-2、切分组件a-3、分切壳体a-31、红外发射器a-32、推杆电机a-33、电机防护罩a-34、单片机a-35、切割刀片a-36、信号接收器a-37、处理器a-38、收拢板a-4、导向板a-5、缓冲弹簧a-6、出料导板a-7、摆动电机a-8、导料管a-9、收集组件a-10、盛放壳体a-101、警报装置a-102、收集桶a-103、压力传感器a-104、暂存机构b、暂存组件b-1、底板b-11、驱动箱体b-12、第二驱动电机b-13、环形滑轨b-14、支撑杆b-15、转动板b-16、连接杆b-17、承载组件b-2、推料机构c、l形推料平台c-1、负压泵c-2、导气管c-3、放置组件c-4、u形放置板c-41、导向耳件c-42、负压管c-43、电磁阀c-44、连接管c-45、输气管c-46、螺纹连接耳件c-47、导向杆c-5、推动装置c-6、推料板c-61、限位耳件c-62、触发器c-63、推动杆c-7、推动板c-8、偏转杆c-9、螺纹套环c-10、双向螺杆c-11、导向块c-12、第二电机c-13、弹簧管c-14、第一电机c-15、调节螺杆c-16袋装组件d、装袋输送支架d-1、存袋组件d-2、放置板d-21、卡接耳件d-22、挤压板d-23、存袋桶d-24、压紧弹簧d-25、锁紧螺钉d-26、电动机d-3、汽缸d-4、装袋传送带d-5、收料桶d-6、热压缝合机d-7、张袋组件d-8、伸缩板d-81、第一伸缩电机d-82、升降板d-83、第二伸缩电机d-84、张袋机构d-85、主动杆d-851、调节杆d-852、吸气头d-853、张袋杆d-854、连接轴d-855、铰接支架d-856、连接管d-86、气泵d-87。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
42.参照图1-15,全自动香肠包装线,包括转运机构a、暂存机构b、推料机构c和袋装组件d,转运机构a包括送料输送带a-1,送料输送带a-1的一侧设有第一驱动电机a-2,送料输送带a-1的上方设有切分组件a-3,送料输送带a-1的一端连接有出料导板a-7,出料导板a-7的出料口处呈收拢状,且其端口指向水平方向,保证输出的香肠角度一致,从一定程度上为后续的香肠包装提供保证,送料输送带a-1的一侧设有与出料导板a-7出料口正对的暂存机构b,暂存机构b包括暂存组件b-1,暂存组件b-1包括底板b-11,底板b-11的顶端固定安装有驱动箱体b-12,驱动箱体b-12的内部设有输出轴竖直向上的第二驱动电机b-13,第二驱动电机b-13的输出轴同轴连接有转动板b-16,且转动板b-16的外侧通过连接杆b-17连接有若干组推料机构c,底板b-11的顶端固定安装有与第二驱动电机b-13同轴心的环形滑轨b-14,且环形滑轨b-14的顶端滑动连接有若干组与转动板b-16底端固定连接的支撑杆b-15;
43.切分组件a-3包括固定设置在送料输送带a-1框架顶端的分切壳体a-31,分切壳体a-31的内部呈对称式地竖直转动连接有若干组导送辊,分切壳体a-31的顶端固定安装有电机防护罩a-34,电机防护罩a-34的内部设有输出轴竖直向下且贯穿伸入分切壳体a-31内部的推杆电机a-33,且推杆电机a-33的输出轴端部连接有切割刀片a-36,分切壳体a-31的一
侧内壁沿竖直方向固定安装有两组红外发射器a-32,且其另一侧内壁固定安装有两组与红外发射器a-32对应的信号接收器a-37,且信号接收器a-37的输出端电性连接有与推杆电机a-33电性连接的单片机a-35和处理器a-38,当两组红外发射器a-32与对应的信号接收器a-37能进行信号传输之时,则保证没有香肠经过或者香肠的香肠的结节处在正下方,此时通过电信号控制推杆电机a-33带动切割刀片a-36向下运动,从而实现对香肠的分节处理;
44.送料输送带a-1的框架上靠近暂存机构b的一侧对称式地转动连接有若干组导向板a-5,且导向板a-5与送料输送带a-1的框架之间均粘接有缓冲弹簧a-6,便于对传输的香肠进行角度矫正,保证其能够以水平状态送出,为后续的包装提供便利;
45.推料机构c包括l形推料平台c-1,l形推料平台c-1的水平支臂顶端设有凹槽,且其在凹槽的一侧内壁处固定安装有第一电机c-15,第一电机c-15的输出轴转动连接有调节螺杆c-16,且l形推料平台c-1顶端凹槽内设有两组与调节螺杆c-16平行的导向杆c-5,调节螺杆c-16与导向杆c-5的顶端设有与之适配的放置组件c-4,放置组件c-4包括u形放置板c-41,u形放置板c-41的两组竖直支臂之间滑动连接有推动装置c-6,推动装置c-6包括推料板c-61,推料板c-61的一侧固定安装有若干组与第一电机c-15电性连接的触发器c-63,且其另一侧沿其长度方向开设有截面为t形的导向槽,并在导向槽滑动连接有与导向槽适配的推动杆c-7;l形推料平台c-1的竖直支臂为空腔结构,且其在空腔处固定安装有第二电机c-13,第二电机c-13的输出轴同轴固定连接有双向螺杆c-11,双向螺杆c-11的外侧呈对称式地螺纹套设有两组螺纹套环c-10,螺纹套环c-10的一侧均转动连接有偏转杆c-9,l形推料平台c-1竖直支臂靠近放置组件c-4的一侧开设有用于偏转杆c-9贯穿伸出的条形通孔,且偏转杆c-9贯穿伸出的一端转动连接有同一组推动板c-8,推动杆c-7固定安装在推动板c-8的一侧,从而方便实现推动装置c-6的稳定运移;
46.袋装组件d设置在推料机构c的一侧,包括装袋输送支架d-1,装袋输送支架d-1的一侧设有电动机d-3,装袋输送支架d-1的安装框架顶端一侧卡设有存袋组件d-2,装袋输送支架d-1的内侧设有装袋传送带d-5,装袋传送带d-5的顶端通过垫座设有输出轴与装袋传送带d-5行进方向垂直的汽缸d-4,汽缸d-4的输出轴固定连接有张袋组件d-8;张袋组件d-8包括水平设置的伸缩板d-81,伸缩板d-81的底端中部固定安装有输出轴竖直向下的第一伸缩电机d-82,第一伸缩电机d-82的输出轴底端固定连接有升降板d-83,升降板d-83的底端中部固定连接有张袋机构d-85,且升降板d-83的底端两侧设有输出轴竖直向下且与张袋机构d-85适配的第二伸缩电机d-84,张袋机构d-85包括与升降板d-83底端固定连接的主动杆d-851,且主动杆d-851的底端固定连接有水平设置的连接轴d-855,连接轴d-855的两端转动连接有两组铰接支架d-856,两组铰接支架d-856呈交叉设置,且二者顶端均设有限位滑槽,并在限位滑槽处滑动连接有调节杆d-852,且调节杆d-852的顶端与对应的第二伸缩电机d-84同轴固定连接,一组铰接支架d-856的两端均固定连接有张袋杆d-854,另一组铰接支架d-856的两端分别固定连接有张袋杆d-854和吸气头d-853,且吸气头d-853的长度大于张袋杆d-854。
47.进一步地,送料输送带a-1上在切分组件a-3的一侧分设有两组输出轴竖直向下设置的摆动电机a-8,两组摆动电机a-8均与处理器a-38电性连接,且摆动电机a-8的输出轴均连接有与送料输送带a-1输送面贴合的收拢板a-4,送料输送带a-1的两侧在与摆动电机a-8连接处均设有通孔,且其在通孔处均连接有导料管a-9,导料管a-9的端部均连接有收集组
件a-10,收集组件a-10包括盛放壳体a-101,盛放壳体a-101的底端内壁嵌设有压力传感器a-104,且其一侧设有与压力传感器a-104电性连接的警报装置a-102,盛放壳体a-101内部还设有收集桶a-103,方便对收集的残次品香肠重量进行监控,便于及时更换。
48.进一步地,处理器a-38内还包括计时模块和处理模块,且通过计时模块和处理模块控制摆动电机a-8工作,当香肠经过之时,红外发射器a-32与信号接收器a-37之间的信号传输受到遮挡,因此根据红外发射器a-32与信号接收器a-37之间的接收间隔时间来对香肠长度进行判断,当时间间隔过长之时,则会控制收卷短香肠的摆动电机a-8收起收拢板a-4,方便控制收卷长香肠的摆动电机a-8带动收拢板a-4将长香肠进行收卷,反之则使得控制收卷短香肠的摆动电机a-8带动收拢板a-4将短香肠进行收卷,当时间符合设定标准之时,则表示穿过的香肠符合标准,此时两组摆动电机a-8均进行收拢,从而使得符合标准的香肠穿过。
49.进一步地,l形推料平台c-1的水平支臂底端设有负压泵c-2,且负压泵c-2的吸气端通过导气管c-3与l形推料平台c-1水平支臂上凹槽内连通,l形推料平台c-1水平支臂上凹槽处贯穿设有与导气管c-3连通的弹簧管c-14,弹簧管c-14的一端连接有设于u形放置板c-41下方的输气管c-46,输气管c-46的顶端均匀设有若干组通孔,且其在通孔处连接有竖直设置的连接管c-45,连接管c-45的顶端均连接有呈u形的负压管c-43,u形放置板c-41的水平支臂上开设有若干组与负压管c-43适配的负压孔,且负压管c-43的竖直支臂顶端在负压孔处与u形放置板c-41连接,连接管c-45的数量与触发器c-63相等,且连接管c-45上均设有与触发器c-63对应电性连接的电磁阀c-44,当香肠被转运至l形推料平台c-1之时,此时触发器c-63接收信号,一方面使得对应的电磁阀c-44开启,使得对应香肠的位置得到吸附,保证香肠在推料暂存时的稳定性,另一方面使得第一电机c-15启动,带动u形放置板c-41水平移动,为后续的香肠存放吸附暂存提供位置。
50.进一步地,u形放置板c-41的中部设有与调节螺杆c-16螺纹适配的螺纹连接耳件c-47,且其底端在螺纹连接耳件c-47的两侧均设有与导向杆c-5适配的导向耳件c-42,实现u形放置板c-41的稳定水平移动。
51.进一步地,推料板c-61的两侧均固定安装有限位耳件c-62,限位耳件c-62呈圆板状,且u形放置板c-41的两侧竖直支臂上沿长度方向开设有与限位耳件c-62适配的限位槽。
52.进一步地,l形推料平台c-1的竖直支臂上空腔在一侧内壁处开设有与双向螺杆c-11适配的条形滑槽,并在条形滑槽处滑动连接有两组与对应螺纹套环c-10固定连接的导向块c-12。
53.进一步地,伸缩板d-81的一侧固定安装有气泵d-87,气泵d-87上连通有与吸气头d-853连接的连接管d-86,通过吸气头d-853配合气泵d-87能够有效地对包装后的香肠待进行吸气处理,从而使得达到真空包装的效果。
54.进一步地,存袋组件d-2包括放置板d-21,放置板d-21的底端一侧设有两组卡设在装袋输送支架d-1上的卡接耳件d-22,且其中一组卡接耳件d-22上设有螺纹通孔,并在螺纹通孔处螺纹连接有锁紧螺钉d-26,放置板d-21的顶端固定连接有存袋桶d-24,存袋桶d-24的竖截面呈l形,且其底端呈开口设置,并在顶端内壁处粘接有压紧弹簧d-25,压紧弹簧d-25的底端粘接有挤压板d-23,从而使得用于香肠包装的包装袋能够紧实的压设住,在使用时,张袋组件d-8将最低端的包装袋张开口,从存袋桶d-24与放置板d-21之间的间隙处移出
即可实现上袋。
55.进一步地,装袋输送支架d-1的一侧设有收料桶d-6,且装袋输送支架d-1的顶端靠近收料桶d-6的一侧设有热压缝合机d-7,便于对包装后的香肠包装袋进行热压缝合。
56.工作流程:在使用之时,首先将长串的香肠放置在送料输送带a-1进行传输,在切分组件a-3下时,此时当两组红外发射器a-32与对应的信号接收器a-37能进行信号传输之时,则保证没有香肠经过或者香肠的香肠的结节处在正下方,此时通过电信号控制推杆电机a-33带动切割刀片a-36向下运动,从而实现对香肠的分节处理,分节后的香肠在送料输送带a-1继续传输,在缓冲弹簧a-6和导向板a-5的作用下进行角度矫正,保证其能够以水平状态送出,为后续的包装提供便利,而后经由出料导板a-7传输至后续的暂存组件b-1上;
57.当暂存组件b-1上对应的承载组件b-2放满之后,第二驱动电机b-13启动,从而进行承载组件b-2的更换,实现香肠的可持续转运暂存;
58.香肠经过切分组件a-3处理之时,红外发射器a-32与信号接收器a-37之间的信号传输受到遮挡,因此根据红外发射器a-32与信号接收器a-37之间的接收间隔时间来对香肠长度进行判断,当时间间隔过长之时,则会控制收卷短香肠的摆动电机a-8收起收拢板a-4,方便控制收卷长香肠的摆动电机a-8带动收拢板a-4将长香肠进行收卷,反之则使得控制收卷短香肠的摆动电机a-8带动收拢板a-4将短香肠进行收卷,当时间符合设定标准之时,则表示穿过的香肠符合标准,此时两组摆动电机a-8均进行收拢,从而使得符合标准的香肠穿过;
59.首先当转运的香肠以一根根的形式放置到l形推料平台c-1上时,首先香肠击触触发器c-63,使得触发器c-63接收信号,一方面使得对应的电磁阀c-44开启,使得对应香肠的位置得到吸附,保证香肠在推料暂存时的稳定性,另一方面使得第一电机c-15启动,带动u形放置板c-41水平移动,为后续的香肠存放吸附暂存提供位置;
60.当放置组件c-4上的香肠以前述方式吸附固定满载后,在进行装袋之时,首先关闭负压泵c-2,此时通过启动第二电机c-13,在双向螺杆c-11以及螺纹套环c-10和导向块c-12的作用下,使得偏转杆c-9偏转,进而带动推动杆c-7以及推动板c-8运动,从而使得其带动推动装置c-6移动,进而缓慢地将整组香肠推送入包装袋为,为后续的包装提供保证;
61.在使用的过程中,首先当装袋传送带d-5带动气缸d-4以及张袋组件d-8移动至存袋组件d-2处时,首先气缸d-4推伸张袋组件d-8,而后移动至与存袋组件d-2正对的位置时,进行收缩,从而使得张袋组件d-8上张袋机构d-85能够插设在最低端的包装袋内,此时通过启动张袋机构d-85上的两组第二伸缩电机d-84,从而使得调节杆d-852得到伸缩,进而使得铰接支架d-856得到角度调整,方便使得套设的包装袋得到撑开,且能够鞥碾碎张袋组件d-8从存袋桶d-24与放置板d-21之间的间隙处移出,进而实现上袋的过程,移动至需要进行上料的位置时,此时在推送装置的作用下,使得香肠推送至张开的包装袋内;
62.而后随着装置运动至热压缝合机d-7处时,当包装袋被热压缝合机d-7进行热压缝合之时,此时气缸d-4推伸张袋组件d-8,使得张袋杆d-854与包装袋脱离,但保证吸气头d-853位于包装袋内,此时启动气泵d-87,使得吸气头d-87对处于热压缝合的包装袋进行吸气处理,从而使得内部的空气得到抽出,配合热压缝合达到真空包装的效果,而后再度启动气缸d-4,使得吸气头d-87与包装袋脱离,并与热压缝合机d-7不接触即可,随后,经过真空吸附以及热压缝合的香肠随着装袋传送带d-5输送至收料桶d-6内实现收集处理。
63.最后应说明的是:在本发明的描述中,需要说明的是,术语“竖直”、“上”、“下”、“水平”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
64.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
65.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1