一种湿法锂电池隔膜自动收换卷系统的制作方法
1.本发明涉及一种湿法锂电池隔膜收换卷系统,属于锂电池隔膜生产设备技术领域。
背景技术:
2.锂电池隔膜的主要作用是隔绝锂电池正负极防止短路,锂电池隔膜的微孔结构可以允许电解质中的离子通过。锂电池隔膜性能决定了电池的界面结构、内阻等直接影响了电池的使用寿命。湿法锂电池隔膜生产工艺主要包括上料、挤出、铸片、双拉、萃取、横拉、收卷。在现有的技术的隔膜收卷设备中,存在收卷过程张力难以控制,收卷后会膜面出现褶皱或松弛等问题,导致隔膜成为废品,造成浪费。而且,现有技术的隔膜收卷后,需要人工辅助换卷,换卷效率低,从而也影响收卷效率。
技术实现要素:
3.为克服上述现有技术中的不足,本发明的目的在于提供一种湿法锂电池隔膜收换卷系统,用以解决现有技术的隔膜收卷设备收卷后膜面容易出现褶皱或松弛以及不能自动换卷的技术问题。
4.本发明采用如下技术方案:一种湿法锂电池隔膜收换卷系统,包括上下间隔设置的导辊和张力辊,张力辊的端部安装有张力轴承,隔膜先从导辊上方经过、再从导辊和张力辊之间通过、再从张力辊下方通过,隔膜呈s形经过导辊和张力辊,沿隔膜前进方向,导辊和张力辊之后设有一对上下间隔设置的剪辊,隔膜上下两侧分别与两个剪辊贴合,剪辊之后设有移动辊,移动辊之后设有收卷换卷机构,收卷换卷机构包括相驱动轮和在驱动轮驱动下转动的从动轮,从动轮上轴线的两侧分别设有高度位置相同的两个收卷辊,靠近从动轮的收卷辊下方设有划膜机构,划膜机构包括支架和驱动支架上下移动的驱动机构,支架上沿隔膜前进方向依次安装有静电发生器、旋转毛刷、切刀、压辊;导辊、张力辊、移动辊、收卷辊及压辊的轴线均平行,收卷时,靠近移动辊的收卷辊进行收卷工作,隔膜从移动辊上方绕过、再从靠近移动辊的收卷辊的下方绕过进行收卷,所述移动辊沿膜面前后移动用于调整隔膜与收卷辊之间的包角,换卷时,从动轮在驱动轮驱动下转动,两个收卷辊互换位置,隔膜依次从两个收卷辊下方绕过;划膜时,驱动机构带动支架向上移动,压辊将隔膜压紧同时静电发生器对隔膜放电,切刀将隔膜切断旋转毛刷旋转,毛刷将切断后的隔膜通过静电吸附在靠近移动辊的收卷辊上。
5.所述驱动机构包括铰接座、连杆和气缸,连杆的中部铰接在铰接座上,连杆的两端分别与气缸的活塞杆和支架固定连接,气缸的活塞杆上下移动时带动支架移动。
6.所述从动轮和驱动轮为啮合在一起的两个齿轮盘。
7.两个收卷辊对称设置在从动轮上,两个收卷辊圆心的连线经过从动轮的圆心。
8.用于收卷的收卷辊和膜面之间的包角小于90
°
。
9.所述剪辊、移动辊的辊面材质均为橡胶,表面粗糙度均小于1.6μm。
10.所述剪辊在水平面上具有0~45
°
的旋转角度。
11.所述收卷辊的基体材质为碳纤维表面涂覆导电金属层。
12.所述旋转毛刷的旋转方向与收卷辊相同。
13.所述静电发生器与膜面距离小于30mm,静电量小于50kv;所述切刀的刀刃垂直于隔膜膜面。
14.本发明的有益效果是:本发明在收卷辊前设置张力辊,通过张力辊端部张力轴承检测张力值,并将张力值反馈至收卷辊从而控制收卷速度,剪辊可通过调整旋转角度以及移动辊通过移动位置调整隔膜与收卷辊的包角,实现隔膜收卷过程中隔膜膜面平整度较好张力均匀稳定,从而对隔膜横向和纵向膜面展平;换卷过程中齿轮盘转动两个收卷辊进行切换,驱动机构驱动支架向上移动,压辊将隔膜张紧,静电发生器开始放电,切刀垂直膜面向上移动完成裁剪,隔膜裁剪后静电发生器通过对膜面放电,隔膜通过静电吸附到卷芯上,旋转毛刷旋转能迅速将膜面展平,保证下一卷隔膜收卷平整,从而实现自动换卷。
15.本发明实现了收卷过程中膜卷张力均一性较好,膜面无折痕,实线自动换卷,提高生产效率,节省换卷时间。总的来说,本发明使得隔膜在收卷过程中对张力进行控制,通过剪辊、移动辊对膜面展平收卷后膜面平整度比较均匀,通过划膜装置实现自动收换卷,提高了生产效率。
16.优选的,连杆和铰接座实际上是杠杆结构,采用这种杠杆结构以及采用气缸驱动机构,使得支架的移动更加方便。
17.优选的,两个收卷辊对称设置在从动轮上,使得换卷时,收卷辊的位置保持不变,便于控制。
18.优选的,剪辊在水平面上具有0~45
°
的旋转角度,通过调整剪辊的旋转角度,两个剪辊对隔膜两边进行挤压的同时隔膜迅速移动,在摩擦力的作用下带动剪辊旋转,同时在一定角度下将膜面展平。
附图说明
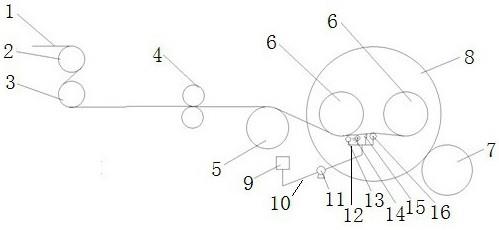
19.图1是本发明一种实施例的湿法锂电池隔膜自动收换卷系统示意图。
20.图中:1-隔膜,2-导辊,3-张力辊,4-剪辊,5-移动辊,6-收卷辊,7-驱动轮,8-从动轮,9-气缸,10-连杆,11-铰接座,12-支架,13-静电发生器,14-旋转毛刷,15-切刀,16-压辊。
具体实施方式
21.下面结合附图和具体实施例对本发明进行详细说明。
22.本发明一种实施例的结构如图1所示,本实施例的湿法锂电池隔膜收换卷系统,包括上下间隔设置的导辊2和张力辊3,张力辊3的端部安装有张力轴承(附图中未显示),隔膜1先从导辊2上方经过、再从导辊2和张力辊3之间通过、再从张力辊3下方通过,隔膜1呈s形经过导辊2和张力辊3。
23.沿隔膜1前进方向,导辊2和张力辊3之后设有一对上下间隔设置的剪辊4,隔膜1上下两侧分别与两个剪辊4贴合。
24.剪辊4之后设有移动辊5,移动辊5之后设有收卷换卷机构,收卷换卷机构包括相驱
动轮7和在驱动轮驱动下转动的从动轮8,本实施例中,从动轮8和驱动轮7为啮合在一起的两个齿轮盘。从动轮8上轴线的两侧分别设有高度位置相同的两个收卷辊6,两个收卷辊6对称设置在从动轮8上,两个收卷辊6圆心的连线经过从动轮8的圆心。所述剪辊4在水平面上具有0~45
°
的旋转角度。所述剪辊4、移动辊5的辊面材质均为橡胶,表面粗糙度均小于1.6μm。所述收卷辊6的基体材质为碳纤维表面涂覆导电金属层。
25.靠近从动轮的收卷辊6下方设有划膜机构,划膜机构包括支架12和驱动支架12上下移动的驱动机构。支架12上沿隔膜前进方向依次安装有静电发生器13、旋转毛刷14、切刀15、压辊16,旋转毛刷13的旋转方向与收卷辊6相同。所述静电发生器14与膜面距离小于30mm,静电量小于50kv;所述切刀15的刀刃垂直于隔膜1膜面。
26.本实施例中,驱动机构包括铰接座11、连杆10和气缸9,连杆的中部铰接在铰接座11上,连杆10的两端分别与气缸9的活塞杆和支架12固定连接,气缸9的活塞杆上下移动时带动支架移动。如图1所示,本实施例的气缸9的活塞杆朝下设置,活塞杆带动连杆10的一端下移,连杆另一端的支架上移,支架12上移带动切刀上移,将隔膜1膜面切断。
27.导辊2、张力辊3、移动辊5、收卷辊6及压辊16的轴线均平行,收卷时,靠近移动辊5的收卷辊6进行收卷工作,隔膜从移动辊5上方绕过、再从靠近移动辊5的收卷辊6的下方绕过进行收卷,所述移动辊5沿膜面前后移动用于调整隔膜1与收卷辊6之间的包角,使得用于收卷的收卷辊6和膜面之间的包角小于90
°
。换卷时,从动轮8在驱动轮驱动下转动,两个收卷辊6互换位置,隔膜1依次从两个收卷辊6下方绕过;划膜时,驱动机构带动支架12向上移动,切刀15将隔膜1切断,压辊16将隔膜1压紧在靠近移动辊5的收卷辊6上,静电发生器13对隔膜放电,从而隔膜自动吸附在靠近移动辊5的收卷辊6上。
28.本实施例运行时,首先隔膜在张力辊表面形成包角,当张力辊的张力轴承检测到张力值变化时,通过反馈调节收卷辊的转速,保证收卷过程中隔膜张力均匀;剪辊布置在隔膜的两侧,剪辊长度较短长度约250mm,通过调整剪辊固定轴实现剪辊沿着膜面0~45
°
旋转,两个剪辊对隔膜两边进行挤压的同时隔膜迅速移动,在摩擦力的作用下带动剪辊旋转,同时在一定角度下将膜面展平;移动辊在收卷过程中向收卷辊移动,当移动辊与收卷辊接触时,隔膜与收卷辊形成90
°
包角,通过控制移动辊与收卷辊的距离可实现将隔膜展平迅速转移到收卷辊以保证平整度,换卷过程中移动辊远离收卷辊;换卷过程中气缸驱动支架使压辊将隔膜张紧,静电发生器开始放电,切刀垂直膜面向上移动完成裁剪,隔膜裁断后旋转毛刷旋转将膜面展平。
29.本发明在收卷过程中通过张力辊检测到隔膜张力值变化时,控制收卷辊转速,保证在收卷过程有稳定的张力,利用张力轴承检测张力变化属于现有技术,通过张力值调节收卷辊的转速也是利用现有技术的控制系统能够实现,因此本实施例不再详述;通过调整剪辊的角度及移动辊的位置,随着收卷辊的直径增大,移动辊向后移动,移动量为收卷辊的半径的增加量,保证隔膜与收卷辊一定的包角,实现隔膜横向和纵向的展平,收卷后平整度较好,无折痕。
30.本发明在换卷过程中移动辊向后移动远离收卷辊,驱动轮转动带动从动轮转动实现两个收卷辊的切换,气缸驱动划膜装置向上移动,压辊将隔膜压紧,静电发生器开始放电,切刀向上移动将隔膜切断,旋转毛刷迅速将膜面展平,隔膜吸附于收卷辊表面,完成换卷到收卷的循环。
31.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1