罐装奶粉智能包装生产线的制作方法
1.本技术涉及罐装产品包装技术领域,尤其是涉及一种罐装奶粉智能包装生产线。
背景技术:
2.罐装奶粉包装生产的过程,一般包括激光打码和对奶粉罐内部进行检测,防止奶粉罐内部残留金属或玻璃等杂物,常规的检测方式为x光检测,为了避免x光对奶粉罐长时间辐射,奶粉罐不能长时间置于检测装置中,因此对奶粉罐检测完成后需将奶粉罐运送至下一道工序中。
3.在罐装奶粉的包装生产线上,由于奶粉罐在各个工序之间存在周转和停滞的时间,奶粉罐在前端的传送带上容易出现滞留堆积的情况,使得生产线上的奶粉罐堆积在传送带上无法行进,导致奶粉罐长时间处于检测装置内并受到x光的辐射。
技术实现要素:
4.为了能够在生产线上出现堵罐时将检测装置中的奶粉罐排出,本技术提供一种罐装奶粉智能包装生产线。
5.本技术提供一种罐装奶粉智能包装生产线,采用如下技术方案:一种罐装奶粉智能包装生产线,包括送料组件,所述送料组件包括传送带,所述送料组件的一端设有产品通道,所述送料组件上靠近打码装置处设有检测装置,所述送料组件上靠近产品通道处设有缓存装置,所述缓存装置与送料组件连通。
6.通过采用上述技术方案,在送料组件上靠近产品通道处设置缓存装置,便于在生产线上出现堵罐情况时,将检测装置中堆积的奶粉罐运送至缓存装置中,从而不影响检测装置的检测精度,将缓存装置与送料组件连通,方便排出缓存装置中的奶粉罐。
7.在一个具体的可实施方案中,所述缓存装置包括缓存组件,所述缓存组件包括缓存平台,所述缓存平台上设有缓存料板和缓存电机,所述缓存电机驱动缓存料板在缓存平台上往复移动。
8.通过采用上述技术方案,设置缓存组件,方便通过缓存组件存储检测装置中的奶粉罐,设置缓存平台,便于暂时存储奶粉罐,设置缓存料板,方便通过缓存料板运送缓存平台上的奶粉罐,设置缓存电机,方便通过缓存电机驱动缓存料板在缓存平台上移动,从而将缓存料板上的奶粉罐运送至送料组件上。
9.在一个具体的可实施方案中,所述缓存平台上设有传感器三,所述传感器三固定安装在缓存平台的长度方向上。
10.通过采用上述技术方案,设置传感器三,便于通过传感器三检测缓存平台中是否还残留奶粉罐,设置传感器三,方便更精确的判断缓存平台上奶粉罐的残留情况。
11.在一个具体的可实施方案中,所述缓存组件包括缓存杆和缓存气缸,所述缓存杆设置在送料组件上靠近缓存平台处,所述缓存杆和缓存气缸的活塞杆转动连接,所述缓存气缸的缸体与送料组件转动连接,所述缓存杆的转动平面为水平面。
12.通过采用上述技术方案,设置缓存杆,方便通过缓存杆将传送带上的奶粉罐引导至缓存平台上,设置缓存气缸,方便通过缓存气缸驱动缓存杆转动,从而引导奶粉罐运送至缓存平台上,将缓存杆与缓存气缸的活塞杆转动连接,方便缓存气缸驱动缓存杆转动上,将缓存气缸的缸体与送料组件固定连接,方便缓存气缸的安装定位。
13.在一个具体的可实施方案中,所述缓存组件包括至少一组传感器一,所述传感器一设置在送料组件上靠近产品通道处。
14.通过采用上述技术方案,设置传感器一,方便通过传感器一判断送料组件是否存在堵罐的情况,设置至少一组传感器一,方便更精确的判断送料组件的堵罐情况。
15.在一个具体的可实施方案中,所述缓存装置包括堆积组件,所述堆积组件包括堆积平台,所述堆积平台包括至少一层上升通道和至少一层下降通道,所述上升通道的一端与送料组件连通,另一端与下降通道连通,所述下降通道远离上升通道的一端与产品通道连通。
16.通过采用上述技术方案,设置堆积组件,方便通过堆积组件暂时存储从检测装置中排出的奶粉罐,设置堆积平台,方便将送料组件上的奶粉罐暂时存储在堆积平台上,设置上升通道,方便通过上升通道暂存奶粉罐,设置下降通道,方便通过下降通道将堆积平台中的奶粉罐运送至产品通道中,将上升通道的一端与送料组件连通,方便将送料组件中的奶粉罐运送至上升通道中,将上升通道的另一端与下降通道连通,方便将上升通道中的奶粉罐运送至下降通道中,将下降通道的另一端与产品通道连通,方便将下降通道中的奶粉罐运送至产品通道中。
17.在一个具体的可实施方案中,所述下降通道与产品通道连接处设有阻隔机构,所述阻隔机构包括阻隔板和阻隔柱,所述阻隔柱的一端与阻隔板固定连接,另一端与产品通道转动连接。
18.通过采用上述技术方案,设置阻隔机构,方便通过阻隔机构控制堆积平台与产品通道的通和断,便于在产品通道上存在拥堵时,阻止堆积平台中的奶粉罐进入到产品通道中加重拥堵情况,设置阻隔板,方便通过阻隔板控制奶粉罐从下降通道中进入到产品通道中,设置阻隔柱,方便通过阻隔柱控制阻隔板的转动,将阻隔柱的一端与阻隔板固定连接,方便奶粉罐从下降通道进入到产品通道时,带动阻隔板转动,从而带动阻隔柱转动,将阻隔柱的另一端与产品通道转动连接,方便阻隔柱的转动。
19.在一个具体的可实施方案中,所述阻隔机构包括阻隔气缸,所述阻隔气缸的缸体与产品通道的外侧固定连接,所述阻隔柱的圆周方向上排布有若干阻隔槽,所述阻隔气缸的活塞杆与阻隔槽卡接。
20.通过采用上述技术方案,设置阻隔气缸,方便通过阻隔气缸控制阻隔柱停止转动,从而阻止下降通道中的奶粉罐进入产品通道中,设置阻隔槽,方便阻隔气缸的活塞杆通过阻隔槽控制阻隔柱停止转动。
21.在一个具体的可实施方案中,所述堆积组件包括换道杆和换道气缸,所述换道杆设置在送料组件上靠近产品通道处,所述换道气缸设置在送料组件上靠近换道杆处,所述换道杆的一端与换道气缸的活塞杆转动连接,所述换道气缸驱动换道杆在水平方向上转动。
22.通过采用上述技术方案,设置换道杆,方便通过换道杆控制奶粉罐运送的路线,设
置换道气缸,方便通过换道气缸控制换道杆转动,从而控制奶粉罐换道,将换道杆的一端与换道气缸的活塞杆转动连接,方便换道气缸带动换道杆转动。
23.在一个具体的可实施方案中,所述堆积组件包括设置在产品通道上的至少一组传感器二,所述传感器二沿产品通道的长度方向排布。
24.通过采用上述技术方案,设置传感器二,方便通过传感器二检测产品通道中是否出现堵罐的情况,设置至少一组传感器二,方便通过多组传感器二,更精确的判断产品通道的堵罐情况。
25.综上所述,本技术包括以下至少一种有益效果:本技术通过设置缓存装置,方便对从检测装置中排出的奶粉罐进行暂存,从而改善了因堵罐导致的检测装置检测精度不佳的情况。
26.本技术通过设置缓存组件,方便通过缓存组件对检测装置中的奶粉罐进行存储。
27.本技术通过设置堆积组件,方便通过堆积组件对检测装置中的奶粉罐进行存储。
附图说明
28.图1是实施例一的结构示意图。
29.图2是送料组件的结构示意图。
30.图3是图1中a处放大图。
31.图4是缓存平台的剖视图。
32.图5是缓存平台的爆炸图。
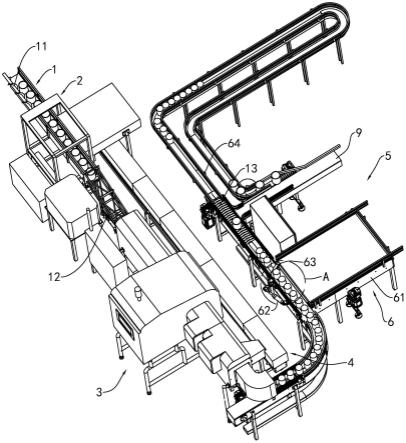
33.图6是实施例二的结构示意图。
34.图7是图5中b处放大图。
35.图8是堆积平台的结构示意图。
36.图9是阻隔机构的结构示意图。
37.图10是阻隔机构的爆炸图。
38.附图标记说明:1、送料组件;11、送料螺杆;12、翻罐架;13、传送带;2、打码装置;3、检测装置;4、废料通道;41、废料气缸;5、缓存装置;6、缓存组件;61、缓存平台;611、缓存料板;612、缓存电机;613、传感器三;614、驱动辊;62、缓存气缸;63、缓存杆;64、传感器一;7、堆积组件;71、堆积平台;711、上升通道;712、下降通道;72、换道杆;73、换道气缸;74、传感器二;8、阻隔机构;81、阻隔板;82、阻隔柱;821、阻隔槽;83、阻隔气缸;84、芯轴;85、轴承;9、产品通道。
具体实施方式
39.以下结合附图对本技术作进一步详细说明。
40.本技术实施例公开一种罐装奶粉智能包装生产线。
41.实施例一:参照图1,罐装奶粉智能包装生产线包括送料组件1,送料组件1包括传送带13,传送带13为链板传送带且贯穿整条生产线,送料组件1的一端作为输入端设有送料螺杆11,另一端作为输出端设有产品通道9,通过送料螺杆11将奶粉罐运送至传送带13上。
42.参照图2,罐装奶粉智能包装生产线包括打码装置2和检测装置3,打码装置2架置
在传送带13上靠近送料螺杆11处,检测装置3架置在传送带13上靠近打码装置2处,检测装置3与打码装置2之间架置有翻罐架12,通过翻罐架12将底部打码后的奶粉罐翻转180度,翻转后的奶粉罐进入到检测装置3中进行检测,检测装置3中设有x光检机,通过x光检机对奶粉罐中是否存有杂物进行检测。
43.参照图2,罐装奶粉智能包装生产线包括废料通道4,废料通道4架置在检测装置3远离打码装置2的一端,废料通道4与检测装置3通过管道连通,经过检测装置3检测后不合格的奶粉罐,通过检测装置3中设置的废料气缸41将其顶入废料通道4中,合格的奶粉罐经传送带13继续运送至下一道工序。
44.参照图1,罐装奶粉智能包装生产线包括缓存装置5,缓存装置5架置在送料组件1上位于检测装置3与产品通道9之间。缓存装置5包括缓存组件6,缓存组件6包括缓存平台61、缓存杆63和缓存气缸62,缓存平台61架置在靠近检测装置3的传送带13处,缓存气缸62的缸体转动安装在靠近缓存平台61处的传送带13的一侧,缓存杆63的一端转动安装在传送带13上靠近缓存气缸62处,另一端朝向缓存平台61。参照图3,缓存杆63靠近缓存气缸62的一端与缓存气缸的活塞杆转动连接,缓存气缸62带动缓存杆63在水平方向上转动。
45.参照图1,缓存组件包括传感器一64,传感器一64架置在位于缓存平台61与产品通道9之间的传送带13上,通过传感器一64判断靠近产品通道9处的传送带13上是否存在堵罐的情况,当奶粉罐在各个工序之间存在周转和停滞时,奶粉罐在前端的传送带上容易出现滞留堆积的情况,从而使得奶粉罐遮挡住传感器一64的接收端和发射端的传输通道,当传输通道被奶粉罐遮挡超过一秒时,传感器一64判断传送带13上存在堵罐的情况,传感器一64向上位机发送信号,上位机控制缓存气缸62带动缓存杆63向缓存平台61方向转动,此时传送带13继续输送奶粉罐,奶粉罐将由缓存杆63的导向进入缓存平台61,由此排空检测装置3中的奶粉罐。
46.参照图4和图5,缓存平台61上包括缓存料板611和缓存电机612,缓存电机612架置在缓存平台61的侧面,其驱动轴上固定连接有一个驱动辊614,驱动辊614架置在缓存平台61内部,缓存平台61内还架置有若干根导向杆,缓存料板611为塑料链板,缓存料板611通过驱动辊614和导向杆架置在缓存平台61上,缓存电机612带动驱动辊614转动,带动缓存料板611在缓存平台61上往复移动,从而带动奶粉罐在缓存平台61向传送带13方向移动。
47.参照图4和图5,缓存平台61的边缘架置有护栏,缓存平台61长度方向上的护栏上架置有三组传感器三613,其中两组传感器三613沿缓存平台61的长度方向,排布在缓存平台61的两端,另一组传感器三613架置在缓存平台61长度方向的对角上。缓存电机612通过缓存料板611带动奶粉罐在缓存平台61上往复移动,直至传感器三613判断缓存平台61上没有奶粉罐残留,当使奶粉罐在缓存平台61上往复移动时,不断经过传感器三613的信号传输通道,传感器63向上位机发送信号,判断缓存平台61上存有奶粉罐,当传感器三613的信号传输通道中没有奶粉罐经过时,传感器三613判断缓存平台61上没有奶粉罐。
48.本技术实施例的工作原理为:奶粉罐通过送料螺杆11运送至传送带13上,在打码装置2对奶粉罐底部打码之后,由传送带13运送至翻罐架12处,奶粉罐通过翻罐架12翻转180度,传送带13将翻转后的奶粉罐运送至检测装置3中,对奶粉罐中的杂物进行检测,若检测出杂物,则通过设置在检测装置3中的废料气缸41将含有杂物的奶粉罐推送至废料通道4中;若未检测出杂物,则由传送带13继续运送至下一道工序。
49.当传感器一64检测到靠近产品通道9处的传送带13上存在奶粉罐拥堵情况时,传感器一64向上位机输送信号,上位机控制送料螺杆11停止送料,同时缓存气缸62带动缓存杆63向缓存平台61转动,将从检测装置3中运送出来的奶粉罐通过缓存杆63引导至缓存平台61上。
50.当传感器一64判定靠近产品通道9处的传送带13上没有拥堵情况后,传感器一64向上位机发送信号,上位机控制缓存气缸62带动缓存杆63向远离缓存平台61方向转动,同时缓存电机612驱动缓存料板611向传送带13方向往复移动,将缓存平台61上的奶粉罐与送至传送带13上,通过传感器三613判断缓存平台61上奶粉罐的残留情况,当缓存平台61上的奶粉罐全部运送至传送带13上后,传感器三613向上位机发送信号,上位机控制送料螺杆11进行送料工作。
51.实施例二:参照图6和图7,本实施例与实施例一的区别之处在于,缓存装置5包括堆积组件7,堆积组件7包括换道杆72和换道气缸73,换道杆72转动安装在传送带13上靠近产品通道9处,换道气缸73转动安装在传送带13上靠近换道杆72处,换道杆72的一端与换道气缸73的活塞杆转动连接,另一端朝向产品通道9,换道气缸73通过带动换道杆72沿水平方向向产品通道9转动,将传送带13上的奶粉罐引导至产品通道9上。
52.参照图6,缓存组件包括两组传感器二74,两组传感器74沿产品通道9的长度方向排布,通过传感器二74判断产品通道9上奶粉罐的拥堵情况。当奶粉罐在各个工序之间存在周转和停滞时,奶粉罐在前端的传送带上容易出现滞留堆积的情况,从而使得奶粉罐遮挡住传感器二74的接收端和发射端的传输通道,当传输通道被奶粉罐遮挡超过一秒时,传感器二74判断传送带13上存在堵罐的情况。
53.参照图6和图8,缓存组件包括堆积平台71,堆积平台71架置在靠近产品通道9处,堆积平台71包括三层上升通道711和三层下降通道712,上升通道711与下降通道712中均设有链板传送带,上升通道711和下降通道712呈螺旋状架置在靠近产品通道9处,上升通道711的最低端与传送带13连通,其最高端与下降通道712的最高端连通,下降通道712的最低端与产品通道9连通。通过传送带13向上升通道711上运送奶粉罐,通过链板传送带将奶粉罐运送至上升通道711中进行堆积,再通过下降通道712将堆积平台71中的奶粉罐运送至产品通道9中。
54.参照图6和图9,下降通道712与产品通道9连通处安装有阻隔机构8,阻隔机构8包括阻隔柱82和阻隔气缸83,阻隔柱82转动安装在产品通道9的一侧的安装座86上,安装座86与产品通道9靠近堆积平台71的一侧固定连接,阻隔柱82的外壁沿圆周方向开设有若干阻隔槽821,阻隔气缸83固定安装在安装座86上靠近阻隔柱82处,阻隔气缸83的活塞杆与阻隔槽821卡接。
55.参照图9和图10,阻隔机构8还包括阻隔板81、芯轴84和轴承85,阻隔板81为星轮结构,其通过芯轴84与阻隔柱82固定连接,阻隔柱82内套置有轴承85,阻隔柱82通过轴承85与安装座86转动连接。参照图6和图9,当阻隔气缸83启动时,其活塞杆与阻隔槽821分离,阻隔板81与奶粉罐抵触,奶粉罐在传送带13的带动下驱动阻隔板81转动,从而带动阻隔柱82转动,使得奶粉罐进入到产品通道9中。
56.本技术实施例的工作原理为:奶粉罐通过送料螺杆11运送至传送带13上,在打码
装置2对奶粉罐底部打码之后,由传送带13运送至翻罐架12处,奶粉罐通过翻罐架12翻转180度,传送带13将翻转后的奶粉罐运送至检测装置3中,对奶粉罐中的杂物进行检测,若检测出杂物,则通过设置在检测装置3中的废料气缸41将含有杂物的奶粉罐推送至废料通道4中;若未检测出杂物,则由传送带13继续运送至产品通道9中。
57.当传感器二74检测到产品通道9中存在奶粉罐拥堵情况时,传感器二74向上位机发送信号,上位机控制送料螺杆11停止送料,同时控制换道气缸73带动换道杆72向远离产品通道9的方向转动,使奶粉罐通过传送带13运送至堆积平台71处,奶粉罐通过链板传送带运送至上升通道711和下降通道712中,将位于检测装置3中的奶粉罐全部运送至堆积平台71中,此时阻隔气缸83的活塞杆与阻隔柱82上的阻隔槽821卡接,阻止堆积平台71中的奶粉罐进入产品通道9中。
58.当传感器二74检测到产品通道9中不存在拥堵情况时,传感器二74向上位机发出信号,上位机控制阻隔气缸83启动,使阻隔气缸83的活塞杆与阻隔柱82上的阻隔槽821分离,奶粉罐在链板传送带的带动下,与阻隔板81抵触,从而带动阻隔柱82转动,使得奶粉罐进入到产品通道9中之后,上位机控制送料螺杆11进行送料,同时上位机控制换道气缸73带动换道杆72向产品通道9方向转动,使传送带13上的奶粉罐直接进入产品通道9中。
59.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1