一种焊锡膏的输出机构的制作方法
1.本实用新型涉及焊锡膏领域,具体涉及一种能够很好的保障焊锡膏品质的输出机构。
背景技术:
2.焊锡膏也叫锡膏,英文名solder paste,灰色膏体。焊锡膏是伴随着smt(表面贴装技术)应运而生的一种新型焊接材料,是由焊锡粉、助焊剂以及其它的表面活性剂、触变剂等加以混合,形成的膏状混合物。主要用于smt行业中电子元器件的焊接。
3.生产焊锡膏的产商完成焊锡膏的制备进行出料包装时,通常在装盛焊锡膏的料罐上设置出口,出口处采用球阀等开关阀控制。结构虽然简单,但是具有如下缺陷:1.开关阀只是起到开关作用,焊锡膏的挤出完全是靠料罐上的压盖所施加的压力来实现的,焊锡膏是经过乳化的膏状产品,本身流动性较差,压盖需要施加的压力较大;2.球阀等开关阀进行开关切换过程中,焊锡膏也会渗透至阀体的缝隙内,因配合缝隙不规则,有大有小,阀芯在转动时,难免会对焊锡膏进行挤压,小缝隙挤压过程中,容易对焊锡膏内的固体颗粒进行挤压变形,从而影响焊锡膏的品质。
技术实现要素:
4.为此,本实用新型提供一种能够很好的保障焊锡膏品质的输出机构,以解决上述问题。
5.为实现上述目的,本实用新型提供的技术方案如下:
6.一种焊锡膏的输出机构,包括输出管道和螺旋推送装置,所述输出管道具有一输入口和输出口,所述输出管道的输入口用于连接焊锡膏料罐的出口,所述螺旋推送装置包括具有螺旋叶片的螺旋输送轴和驱动连接螺旋输送轴的驱动电机,所述螺旋输送轴设置于输出管道内,以将由输入口的焊锡膏输送至输出口,且螺旋输送轴上的螺旋叶片与输出管道的内壁呈间隙设置,间隙至少为80微米。
7.进一步的,所述螺旋输送轴上的螺旋叶片与输出管道的内壁之间的间隙为80
‑
120微米。
8.进一步的,所述螺旋输送轴上的螺旋叶片是由多个呈间断分布的叶片组成。
9.进一步的,所述螺旋推送装置为双螺推送装置,具有并排设置有二组螺旋输送轴。
10.进一步的,所述输出管道设有加热保温装置。
11.进一步的,所述输出管道的输出口设有气刀装置。
12.通过本实用新型提供的技术方案,具有如下有益效果:
13.本方案采用螺旋推送装置以螺旋推送的方式进行出料,可以极大程度的减轻压盖所施加的压力,且能够实现定量出料,出料精准度高。同时,螺旋输送轴上的螺旋叶片与输出管道的内壁呈间隙设置,间隙至少为80微米,能够很好的避免螺旋叶片与输出管道的内壁之间将焊锡膏内的固体颗粒挤压变形,保证焊锡膏的质量。
附图说明
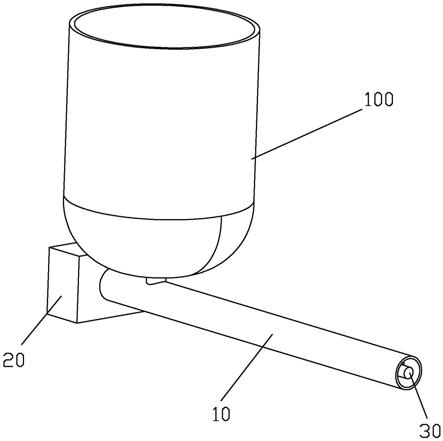
14.图1所示为实施例一中焊锡膏的输出机构的运用状态示意图;
15.图2所示为实施例一中焊锡膏的输出机构的结构分解示意图;
16.图3所示为实施例一中焊锡膏的输出机构的前视图;
17.图4所示为实施例一中输出管道和螺旋输送轴在装配状态下的剖视图;
18.图5所示为实施例二中螺旋输送轴的结构示意图;
19.图6所示为实施例三中焊锡膏的输出机构的外观示意图;
20.图7所示为实施例三中输出管道和螺旋输送轴在装配状态下的剖视图。
具体实施方式
21.为进一步说明各实施例,本实用新型提供有附图。这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
22.现结合附图和具体实施方式对本实用新型进一步说明。
23.实施例一
24.参照图1至图4所示,本实施例提供的一种焊锡膏的输出机构,包括输出管道10和螺旋推送装置,本具体实施例中,所述输出管道10为一圆形管道,具有第一端开口101、第二端开口102和开设于管道外周上的外周开口103,所述第一端开口101作为安装开口,外周开口103作为用于连接焊锡膏料罐100的出口的输入口,第二端开口102作为用于输出的输出口。所述螺旋推送装置包括具有螺旋叶片31的螺旋输送轴30和驱动连接螺旋输送轴30的驱动电机20,驱动电机20安装至输出管道10的第一端开口101,所述螺旋输送轴30设置于输出管道10内,以将由输入口的焊锡膏输送至输出口,且螺旋输送轴30上的螺旋叶片31与输出管道10的内壁呈间隙设置,如图3所示,间隙a为80微米
‑
120微米。
25.本方案采用螺旋推送装置以螺旋推送的方式进行出料,可以极大程度的减轻焊锡膏料罐100的压盖所施加的压力,且能够实现定量出料,出料精准度高。同时,螺旋输送轴30上的螺旋叶片31与输出管道10的内壁呈间隙设置,间隙a80微米
‑
120微米,间隙a不小于80微米能够很好的避免螺旋叶片31与输出管道10的内壁将焊锡膏内的固体颗粒挤压变形,保证焊锡膏的质量。而不大于120微米的间隙能够很好减少残留至输出管道10的内壁上的锡膏量。当然的,在其它实施例中,螺旋输送轴30上的螺旋叶片31与输出管道10的内壁的间隙也可以大于120微米。
26.进一步的,本实施例中,所述输出管道10设有加热保温装置(未示出),如在输出管道10外套有加热保温套等,能够对输出管道10内的焊锡膏进行加热保温,能够很好的保持焊锡膏的流动性,螺旋推送装置的输出更为顺畅,螺旋推送装置的功率可以更小。当然的,在其它实施例中,若能够将焊锡膏料罐100内的焊锡膏及时的输出封装,或者是螺旋推送装置具有足够的功率进行输出,也可以无需采用加热保温装置的结构。
27.进一步的,本实施例中,所述输出管道10的输出口设有气刀装置(未示出),通过气刀装置输出的气流切断焊锡膏,气流无实体,不会像有实体的刀具那样粘附焊锡膏,切换效果更好。当然的,在其它实施例中,也可以采用有实体的刀具等。
28.实施例二
29.本实施例提供的一种焊锡膏的输出机构,与实施例一所提供的结构大致相同,不同之处在于:参照图5所示,本实施例中,所述螺旋输送轴30上的螺旋叶片31是由多个呈间断分布的叶片组成,如图中所示的间断311,增加间断的空间,螺旋叶片31在转动过程中,能够起到一定的搅拌作用,能够将粘附至输出管道的内壁上的那层焊锡膏及时带走。
30.实施例三
31.本实施例提供的一种焊锡膏的输出机构,与实施例一或实施例二所提供的结构大致相同,不同之处在于:参照图6、图7所示,本实施例中,所述螺旋推送装置为双螺推送装置,即具有并排设置有二组螺旋输送轴30;采用双螺推送装置,在推送的过程中,还能够起到搅拌的作用,增加焊锡膏的流动性,也能够很好的将粘附至输出管道10的内壁上的那层焊锡膏及时带走。若在实施例二的基础上增加本实施例的方案,则搅拌效果更好。
32.具体的,采用双螺推送装置时,输出管道10采用中间连通的8字形管道(如图6所示)或者是椭圆形管道等,以分别容纳二组螺旋输送轴30。
33.当然的,在其它实施例中,螺旋推送装置的螺旋输送轴30还可以增加至三组或四组等。
34.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上可以对本实用新型做出各种变化,均为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1