一种光面真空包装袋的制作方法
1.本实用新型涉及使用于真空封口包装机的真空包装袋技术领域,尤其是涉及一种光面真空包装袋。
背景技术:
2.使用于真空封口包装机的真空包装袋在必须其袋面成型有密集分布的纹路或凹凸点,以实现在抽真空过程中当两个袋面相互压贴后在袋内形成抽气通道,这种真空包装袋俗称麻面袋或纹路袋。这种真空包装袋的生产过程是,先生产出袋面,在袋面表面热压成型出纹路或凹凸点,再将袋面分切成合格的宽度,最后在热熔压贴设备将两个袋面重叠在一起,通过热熔压贴设备将两个袋面的边缘热熔压贴成一体,对于片袋还需要将其底部热熔压贴成一体,才能得到一侧开口、三侧边缘具有熔接密封条的真空包装袋。
3.另外,基于生产工艺及使用要求所决定的,真空包装袋的袋面必须具有较大的厚度,袋面厚度过小难以成型纹路或凹凸点,难以顺利生产,袋面厚度过同时会导致抽气通道过小,另外,在抽真空过程中易容易出现因抽气通道变形而导致封闭抽气通道,无法保证在使用过程中顺利完成抽真空作业。
4.再者,生产相同大小的真空包装袋所需的材料用量较多,且生产真空包装袋需要多种生产设备配合,生产真空包装袋的一套生产设备都在1千万元以上,生产真空包装袋所需的设备投入成本非常高,设备运行生产高,设备投入成本和运行成本均须折算在真空包装袋的,这也导致真空包装袋的综合成本相对较高,因此有必要予以改进。
技术实现要素:
5.针对现有技术存在的不足,本实用新型的目的是提供一种光面真空包装袋,结构简单,抽气效果好,成本低。
6.为了实现上述目的,本实用新型所采用的技术方案是:一种光面真空包装袋,光面真空包装袋包括袋体,袋体具有上下两个袋面,至少其中一袋面设置有至少一折叠部,折叠部沿袋体的长度方向延伸,在折叠部与相应的袋面之间和/或在折叠部的内部自然形成有至少一通气通道,通气通道位于袋面的内侧。
7.进一步的,所述袋面成型有多个折叠部,相邻的两个折叠部上下重叠或左右相邻设置;袋体的其中一端部设置有袋口、另一端部密封。
8.进一步的,所述袋面成型有多个折叠部,沿袋体的宽度方向相邻的两个折叠部横向错开或者横向首尾相接。
9.进一步的,在所述袋面的中部区域成型有多个相邻设置的所述折叠部或者在所述袋面的的至少两个区域分别成型有多个相邻设置的所述折叠部。
10.进一步的,所述折叠部凸出设置在所述袋面的内侧或外侧,折叠部包括从袋面延伸而出的对折设置的折边。
11.进一步的,一个所述折叠部包括由所述袋面皱褶形成的上下两个皱褶片,属于同
一个折叠部上下两个皱褶片的外侧连结成一体、内侧分别连结于相应袋面或相邻的折叠部的皱褶片。
12.进一步的,属于同一个所述折叠部上下两个所述皱褶片局部重叠,属于同一个折叠部上下两个皱褶片之间具有所述通气通道或者皱褶片与相应的所述袋面之间具有直型的细长形状的所述通气通道。
13.进一步的,所述光面真空包装袋包括使用吹膜工艺生产得到的中空的圆筒状的塑料薄膜经压扁或对折后得到的所述袋体,袋体为上下两个所述袋面,所述通气通道沿所述所述折叠部的长度方向延伸。
14.进一步的,所述光面真空包装袋包括片袋,片袋包括一边开口、三边密封的所述袋体,袋体具有上下两个在相接侧连续并连结成一体的所述袋面,袋体的前端部设置有开口、后端部设置有热熔密封条,所述折叠部的端部与相应的热熔密封条热熔连结成一体,热熔密封条密封袋体的后端部。
15.进一步的,所述光面真空包装袋包括卷袋或通袋,卷袋或通袋包括在长度方向连续延伸的所述袋体,袋体具有上下两个在相接侧连续并连结成一体的所述袋面,袋体的内腔沿长度方向贯穿并连通整个袋体。
16.采用上述结构后,本实用新型和现有技术相比所具有的优点是:本实用新型结构简单,抽真空速度快,抽气效果好,大幅度降低生产成本。
附图说明
17.下面结合附图和实施例对本实用新型进一步说明。
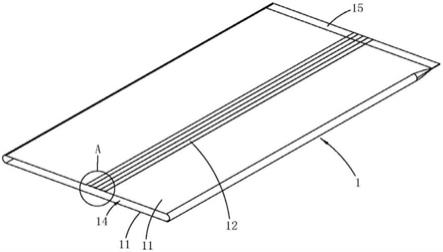
18.图1是本实用新型的光面真空包装袋的结构示意图。
19.图2是图中a处的局部入大图。
20.图3是成型在袋面的折叠部相邻设置的结构示意图。
21.图4是成型在袋面的相邻的折叠部上下重叠的结构示意图。
22.图5是在袋面的多个区域分别成型有多个折叠部的结构示意图。
23.图6是本实用新型的光面真空包装袋的制成卷袋或通袋的结构示意图。
24.图中标记:1袋体11袋面12折叠部13通气通道14袋口15热熔密封条。
具体实施方式
25.一种光面真空包装袋,图1
‑
6所示,光面真空包装袋包括袋体1,袋体1具有上下两个袋面11,至少其中一袋面11设置有至少一折叠部12,折叠部12沿袋体1的长度方向延伸,折叠部12凸出设置在袋面11的外侧,折叠部12也可以凸出设置在袋面11的内侧,折叠部12包括从袋面11延伸而出的对折设置的折边,在折叠部12与相应的袋面11之间形成通气通道13,或者,在每一折叠部12的内部自然形成有一通气通道13,即存在于折叠部12的折边之间的间隙自然形成通气通道13,通气通道13位于袋面11的内侧,用于将袋体1内的空气通过袋口14导出,且由一个折叠部12形成的通气通道13的通气截面相对更大,因此气流通行阻力更小,因此抽气速度更快,抽气效果更好。
26.相邻的两个折叠部12上下重叠或左右相邻设置;袋体1的其中一端部设置有袋口14、另一端部密封,光面真空包装袋制成一片状的、一侧开口、三侧密封的片袋。
27.较佳的,在袋面11的中部区域成型有多个相邻设置的折叠部12,在袋面11的中部区域自然形成多个平行于折叠部12的通气通道13。
28.较佳的,在袋面11成型有多个折叠部12,任意相邻的两个折叠部12上下重叠,以形成通气截面更大的通气通道13,并保证通气通道13的结构稳定性,避免在袋体1内的压力过小时通气通道13受压而封闭通气通道13。
29.较佳的,袋面11成型有多个折叠部12,沿袋体1的宽度方向相邻的两个折叠部12横向错开或者横向首尾相接,使相邻的两个折叠部12相对独立,通过隔离设计以减少相互干扰,以保证抽真空顺利进行。
30.较佳的,在袋面11的的多个区域分别成型有多个相邻设置的折叠部12,以在袋面11提供更多数量的通气通道13,提升抽真空速度。
31.具体的,光面真空包装袋包括使用吹膜工艺生产得到的中空的圆筒状的塑料薄膜经压扁或对折后得到的袋体1,袋体1为上下两个袋面11,通气通道13沿折叠部12的长度方向延伸。吹膜工艺是非常成熟的薄膜成型技术,使用吹膜工艺生产生产袋体1所需的吹膜设备非常简单,吹膜设备的采购成本高端的仅需数十万元及运行成本都非常低,使用吹膜工艺生产光面真空包装袋同时也使光面真空包装袋的生产工艺变得更加简单,大幅度降低其综合生产成本。
32.其中,一个折叠部12包括由袋面11皱褶形成的上下两个皱褶片,属于同一个折叠部12上下两个皱褶片的外侧连结成一体、内侧分别连结于相应袋面11或相邻的折叠部12的皱褶片,两个皱褶片的内侧的非重叠区与袋面11之间形成通气通道13,还可以在两个皱褶片之间形成通气通道13。属于同一个折叠部12上下两个皱褶片局部重叠,属于同一个折叠部12上下两个皱褶片之间具有通气通道13或者皱褶片与相应的袋面11之间具有直型的细长形状的通气通道13。
33.在使用时,将物品塞入至袋体1内,再将袋口14插入至真空封口包装机的抽真空槽处再轻压袋口14,启动真空封口包装机对袋体1抽真空,通过各折叠部12形成的通气通道13将袋体1内的空气抽走,以实现抽真空作业,在完成抽真空后再通过真空封口包装机的发热片热熔密封袋口14,以实现密封袋口14。
34.优选的技术方案中,在折边的内侧或外侧成型有定型筋条,通过定型筋条定型折边以及由折边形成的折叠部12,在使用过程中特别是在抽真空过程中使折叠部12及形成的通气通道13保持形状不变。
35.另外,向袋体1内置入适量物品后,袋面11及折叠部12会被轻度撑开变形,即折叠部12稍微展开变形且仍在袋面11的内侧保持有由上下两个皱褶片形成的通气通道13,在抽真空过程中,折叠部12随着袋体1内的真空度的下降逐步收缩,在抽真空过程中折叠部12保持基本形状不变,这在抽真空的后期阶段使袋内具有截面相对较大的通气通道13,提升抽真空速度。
36.较佳的,光面真空包装袋包括片袋,图1
‑
5所示,片袋包括一边开口、三边密封的袋体1,袋体1具有上下两个在相接侧连续并连结成一体的袋面11,袋体1的前端部设置有开口、后端部设置有热熔密封条15,折叠部12的端部与相应的热熔密封条15热熔连结成一体,热熔密封条15密封袋体1的后端部。
37.较佳的,光面真空包装袋包括卷袋或通袋,图5
‑
6所示,卷袋或通袋包括在长度方
向连续延伸的袋体1,袋体1具有上下两个在相接侧连续并连结成一体的袋面11,袋体1的内腔沿长度方向贯穿并连通整个袋体1。
38.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1