一种包装纸张力控制装置的制作方法
1.本实用新型涉及一种包装纸张力控制装置,属于条烟包装装置领域。
背景技术:
2.条烟外部的包装纸需依靠包装机内的张力控制系统对透明纸进行切割。传统的张力控制系统在收料、放料过程中通过不断调整离合器或制动器的扭矩,从而获得所需的张力,保证透明纸在分切过程中不破损。张力控制的稳定与否直接关系到透明纸分切质量。在包装设备上,在条盒外部透明纸展开的过程中,由于离合器或制动器未很好的配合,致使透明纸张力不稳定,而不稳定的透明往往影响其切割与传送。若张力不足,透明纸在运行中产生漂移出现起皱现象;若张力过大,透明纸又易被拉断、倾斜或分切尺寸发生变化,影响条烟的外部包装质量。
技术实现要素:
3.本实用新型是提供一种包装纸张力控制装置,在纸张的开卷和输送过程中的张力恒定,从而避免纸张起皱,提高条烟包装质量。
4.为达到上述目的,本实用新型所采用的技术方案是:一种包装纸张力控制装置,包括开松电机、张力传感器、压纸辊、输送电机、张力杆平衡气缸、张力杆以及plc控制器;所述plc控制器与张力传感器、开松电机和输送电机通信连接;所述开松电机与输送电机之间设置有张力杆;所述压纸辊设置与输送电机上方;所述开松电机用于包装纸盘卷的放卷,所述输送电机用于将开卷后的包装纸的输送;所述张力杆一端设置有用于包装纸输送的转辊和用于保持预设张紧力的张力平衡气缸,另一端设置有张力检测块;所述转辊与张力检测块之间设置有张力杆支架,所述张力杆支架与张力杆可转动连接;所述张力传感器位于张力检测块的对应位置上,所述张力传感器用于包装纸张力的检测。
5.优选地,所述开松电机与输送电机之间还设置有导纸辊,所述导纸辊用于包装纸的导向。
6.优选地,所述张力检测块为凸轮状。
7.优选地,所述开松电机和输送电机为伺服电机,所述开松电机内设置有蜗轮蜗杆变速箱。
8.优选地,张力杆平衡气缸上设置有张力控制电磁阀;所述张力控制电磁阀与plc控制器通信连接,用于控制张力杆平衡气缸压缩空气的接入与切断。
9.优选地,所述plc控制器包括plc、触摸屏、数字量输入输出模块和模拟量输入输出模块;所述plc与触摸屏、数字量输入输出模块和模拟量输入输出模块双向通信连接;所述触摸屏用于张力值的设置,以及输出报警信号;所述数字量输入输出模块用于接收和发送plc的指令信号。
10.本实用新型通过在张力杆一端设置张力平衡气缸,另一端设置有张力检测块,张力检测块的对应位置张力传感器,从而可实时获取包装纸的张力,并通过plc控制器调整开
松电机的转速和力矩来实现调节张力的作用,使得纸张的开卷和输送过程中的张力恒定,从而避免纸张起皱,提高条烟包装质量。本实用新型通过在张力平衡气缸设置张力控制电磁阀,当张力过大时,可关闭张力控制电磁阀,从而防止张力过大造成包装纸断裂或输送偏移等异常发生。
附图说明
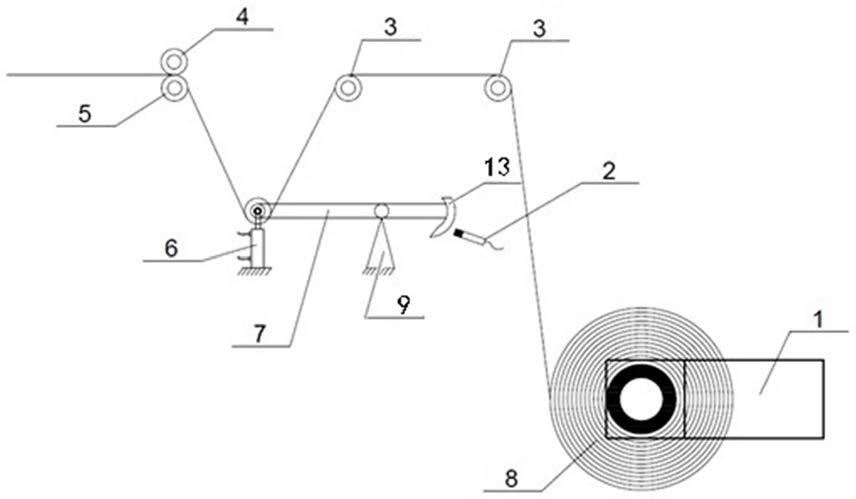
11.图1为本实用新型提供的一种包装纸张力控制装置的结构示意图;
12.图2为本实用新型中plc控制器的原理图。
13.其中:1
‑
开松电机,2
‑
张力传感器,3
‑
导纸辊,4
‑
压纸辊,5
‑
输送电机,6
‑
张力杆平衡气缸,7
‑
张力杆,8
‑
包装纸盘卷,9
‑
张力杆支架,10
‑
张力控制电磁阀,11
‑
触摸屏,12
‑
plc控制器,13
‑
张力检测块。
具体实施方式
14.为了更好的理解本实用新型的实质,下面结合具体实施例和附图对本实用新型作进一步的阐述。
15.本实用新型公开了一种包装纸张力控制装置,尤其适用于条烟包装纸的包装装置的张力控制,具体实施例结构如图1所示,包括开松电机1、张力传感器2、导纸辊3、压纸辊4、输送电机5、张力杆平衡气缸6、张力杆7以及plc控制器12。所述plc控制器12与张力传感器2和开松电机1通信连接。所述开松电机1与输送电机5之间依次设置有导纸辊3和张力杆7;所述压纸辊4设置与输送电机5上方,所述开松电机1用于包装纸盘卷8的放卷,所述输送电机5用于将开卷后的包装纸的输送。所述张力杆7一端设置有用于包装纸输送的转辊和用于保持预设张紧力的张力平衡气缸6,另一端设置有张力检测块13。所述转辊与张力检测块13之间设置有张力杆支架9,所述张力杆支架9与张力杆7可转动连接。所述张力检测块13的对应位置上设置有张力传感器2,所述张力传感器2用于包装纸张力的检测。
16.所述张力检测块13为凸轮状。开松电机1和输送电机5均采用伺服电机。开松电机1带有蜗轮蜗杆变速箱,速比1:20,最高转速150rpm。
17.优选地,张力平衡气缸6的气压恒定控制在1.5bar。张力杆平衡气缸6上设置有张力控制电磁阀10。张力控制电磁阀10与plc控制器12通信连接,用于控制张力杆平衡气缸压缩空气的接入与切断。张力平衡气缸6接入1.5bar压缩空气后将张力杆7转辊上的包装纸往下拉伸,在开松电机1和输送电机5的共同作用下,使包装纸张力保持恒定。
18.plc控制器12由西门子s7
‑
300plc、数字量输入/输出模块和模拟量输入/输出模块、触摸屏11等器件组成。通过触摸屏11,可以设置系统参数,对控制过程进行监控。
19.本实用新型的工作原理:
20.卷料的放卷方向为顺时针,由张力系统控制开松电机1的转速;输送电机5为逆时针转动,速度信号来自包装设备的生产速度,使包装纸输送线速度与包装机生产线速度保持一致。开松电机1在张力系统的控制下带动卷料进行放卷,输送电机5将开卷后的薄膜输出。当张力正常且设备运行时,电磁阀10打开,输出压缩空气至张力平衡气缸6,使张力杆7保持适当的张力。当包装纸张力过小时,张力检测块13在张力平衡气缸6的自身重力作用下上升;反之张力过大时张力检测块13被包装纸的张紧力带动上升。
21.张力传感器2将张力检测块13的位置转换为4
‑
20ma的模拟量信号后输入plc控制器12,实时计算透明纸张力。plc控制器12通过张力检测传感器2采集到的包装纸张力和主机运行脉冲,将张力的实际反馈值和预设值进行比较,得到的偏差值作为力矩补偿值, 由plc控制器12依据该力矩补偿值调整开松电机1的转速和力矩,从而实现张力的调节。
22.当张力为最小预设值或包装纸断裂时,由于张力平衡气缸6的自重,使得张力检测块13处于最高位,张力检测块13与张力传感器2的距离为0.5mm。当plc控制器12计算出的张力值为最小预设值时,在触摸屏11上显示报警信息。
23.当包装纸被牵引导致其张力逐渐增大,张力检测块13逐渐降低,当包装纸的张力为最大预设值时,张力检测块13处于最低端,张力检测块13与张力传感器2的距离为5mm。当plc控制器12计算出的张力值为最大预设值时,plc控制器12控制开松电机1和输送电机5停机,同时张力控制电磁阀10关闭,切断送入张力平衡气缸6的压缩空气,并在触摸屏11上显示报警信息,从而防止张力过大造成包装纸断裂或输送偏移等异常发生。
24.输送电机1和放卷电机5的转速信息通过plc控制器12计算后,可以计算卷筒当前的直径。触摸屏11上可以设置换卷直径,当卷筒直径小于设定的换卷直径后,可报警信息提示。当卷筒直径<65mm时,plc控制器12控制触摸屏11输出报警信号提示操作人员进行换卷操作。
25.应当指出,虽然通过上述实施方式对本实用新型进行了描述,然而本实用新型还可有其它多种实施方式。在不脱离本实用新型精神和范围的前提下,熟悉本领域的技术人员显然可以对本实用新型做出各种相应的改变和变形,但这些改变和变形都应当属于本实用新型所附权利要求及其等效物所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1