吊具及吊装组件的制作方法
1.本实用新型涉及一种吊具及吊装组件。
背景技术:
2.由于船舶结构尺寸、重量庞大,在建造过程中会分为多个制造单元,在制造单元中又有大量非人力搬运的结构,一般采用夹具吊装法或临时焊接吊耳的方法实现对吊装件吊装。夹具吊装法操作繁琐,为避免吊装时吊装件掉落,需用螺栓或其他设备紧固,这会使得吊装件上的板材承受很大的挤压载荷,可能导致吊装件上的板材表面发生变形,此外夹具吊装法由于安装误差等问题,容易造成其中多个夹具之间受力大小不均,严重时可能会导致缆绳破损甚至断裂,造成严重的事故。临时焊接吊耳的方法通常需要在吊装件上焊接多个吊耳,在吊装完成后需要对吊耳进行拆除,并对焊接表面进行处理和油漆补涂,此方法虽然保证了安全,但增加作业工序,造成了人力、物力、时间以及场地资源的浪费。
技术实现要素:
3.本实用新型要解决的技术问题是为了克服现有技术中的船舶结构吊装时吊具使用复杂的缺陷,提供一种吊具及吊装组件。
4.本实用新型是通过下述技术方案来解决上述技术问题:
5.一种吊具,所述吊具用于船舶结构的吊装,所述船舶结构上分布有孔洞,所述吊具与所述孔洞的上部板材进行连接,其特点在于,所述吊具包括:吊装槽,所述吊装槽插入所述孔洞,并且与所述上部板材连接;吊装孔,所述吊装孔为位于所述吊装槽两侧的通孔,所述吊装孔的轴线与所述上部板材平行。
6.在本方案中,采用上述结构形式,吊装过程中通过吊装槽的底部对上部板材施力来完成对船舶结构的吊运,这样的吊装方式相对于传统夹具吊装,有效避免了吊运过程中船舶结构上的钢板因挤压而发生变形,利于提升吊运时的安全性。相对于焊接吊耳的吊装方式,能够快速实现吊装,省去焊接吊耳所耗费的时间和占用的场地以及人力资源,利于提高吊装效率,吊具有效解决了船舶结构吊装时吊具使用过于复杂的问题,为船舶的建造提供了便利。
7.较佳地,所述吊具包括吊装体和吊装环,所述吊装环与所述吊装体固定连接;所述吊装体上开有所述吊装槽,所述吊装环上设有所述吊装孔。
8.在本方案中,采用上述结构形式,吊装过程中将吊装体与船舶结构上的孔洞进行连接,吊装体将孔洞的上部板材卡接于吊装槽内,对于不同的船舶结构可以对吊装槽的尺寸及形状进行调整,以适用于不同的吊装场景。
9.较佳地,所述吊装体关于所述上部板材对称,所述吊装孔关于所述吊装槽的轴线对称。
10.在本方案中,采用上述结构形式,吊装时对孔洞两侧同时施力,吊具的对称结构利于在吊装过程中保持船舶结构的稳定性,防止吊具在吊装过程中发生扭转,避免孔洞的上
部板材发生破坏和变形。
11.较佳地,所述吊装体为u形结构,所述吊装环与所述u形结构的顶部伸出端固定连接。
12.在本方案中,采用上述结构形式,使整个吊装体结构拥有更好的流线型,在吊装作业时使外力在吊装体上分散更加均匀,利于减少吊装体上的应力集中,同时u形结构在满足吊装体有良好结构强度的前提下,可以使吊装体制造的更加轻量化,利于降低制造成本。
13.较佳地,所述吊装环与所述吊装体的连接处有倒角;和/或,所述吊装槽与所述上部板材的接触位置有倒角。
14.在本方案中,采用上述结构形式,有效避免了在吊装作业过程中在这些连接点位发生应力集中,利于改善吊具的结构强度并提升吊具的载荷能力。
15.较佳地,所述吊具沿其厚度方向上延伸出加强凸台,所述加强凸台在所述吊具上的投影与所述吊装槽的边缘重合。
16.在本方案中,采用上述结构形式,加强凸台可以加大吊装槽与上部板材的接触面积,利于提升吊装作业过程中船舶结构的稳定性,同时也可以使上部板材施加在吊装槽上的外力分散更均匀,利于提升吊具的结构强度。
17.较佳地,所述吊具相对的两个侧壁上均延伸有所述加强凸台。
18.在本方案中,采用上述结构形式,加强凸台有利于提升吊具的结构强度,同时吊具两侧均设有加强凸台使吊具保持为对称结构,利于吊具在满足结构强度的需求下,防止吊具在吊装过程中发生扭转,避免孔洞的上部板材发生破坏和变形。
19.一种吊装组件,其特点在于,所述吊装组件包括如上述的所述吊具。
20.在本方案中,采用上述结构形式,相对于传统夹具吊装和焊接吊耳的方式,有效避免了吊运过程中船舶结构上的钢板因挤压而发生变形,利于提升吊运时的安全性,同时这样的吊装组件能够快速实现吊装,省去焊接吊耳所耗费的时间和占用的场地以及人力资源,利于提高吊装效率,有效解决了船舶结构吊装时吊具使用过于复杂的问题。
21.较佳地,所述吊装组件还包括卸扣,所述卸扣与所述吊装孔连接。
22.在本方案中,采用上述结构形式,在对船舶构件吊装完成后,从卸扣与吊具的连接处将吊具与船舶构件分离,利于吊装作业完成后快速取下吊具,有效提升了吊具组件使用时的便利性,提升了操作人员的工作效率。
23.较佳地,所述卸扣包括扣体和横销,所述扣体与所述横销的两端对应连接,所述横销穿过所述吊装孔。
24.在本方案中,采用上述结构形式,在将吊具与卸扣进行连接时,使扣体上的圆孔保持与吊装孔同轴,然后横销沿吊装孔轴线插入扣体上的圆孔,将扣体与横销的两端对应连接,这样的结构为吊装作业完成后卸扣与吊具的分离提供了便利。
25.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本实用新型各较佳实例。
26.本实用新型的积极进步效果在于:
27.吊装组件所采用的吊具具有优良的力学性能,同时吊具的结构简单、使用便捷,相较于传统吊装方式避免了对船舶结构产生挤压变形,利于提升吊运时的安全性,同时吊装组件通过使用该吊具省去了繁琐的操作步骤,提升了工作效率,有效解决了船舶结构吊装
时吊具使用过于复杂的问题,为船舶的建造提供了便利。
附图说明
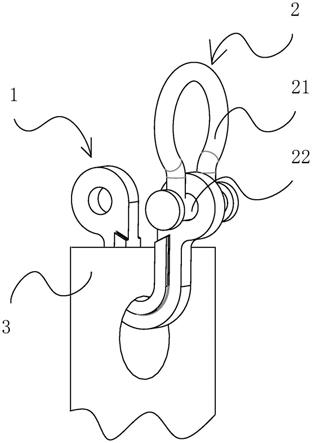
28.图1为本实用新型实施例的吊具组件的结构示意图。
29.图2为本实用新型实施例的吊具的结构示意图。
30.附图标记说明:
31.吊具1
32.吊装体12
33.吊装槽121
34.吊装环13
35.吊装孔131
36.加强凸台14
37.卸扣2
38.扣体21
39.横销22
40.上部板材3
具体实施方式
41.下面通过实施例的方式并结合附图来更清楚完整地说明本实用新型,但并不因此将本实用新型限制在的实施例范围之中。
42.本实用新型实施例提供一种吊具1,如图1所示,吊具1用于船舶结构的吊装,船舶结构上分布有孔洞,吊具1与孔洞的上部板材3进行连接,吊具1包括:吊装槽121,吊装槽121插入孔洞,并且与上部板材3连接;吊装孔131,吊装孔131为位于吊装槽121两侧的通孔,吊装孔131的轴线与上部板材3平行。
43.采用上述结构形式,吊具1采用钢制材料,吊具1上设有吊装槽121和吊装孔131,吊装孔131设于吊装槽121的两侧,吊装孔131的轴线与孔洞的上部板材3平行,当吊具1对船舶结构进行吊装时,吊具1与船舶结构上的孔洞进行连接,将吊装槽121插入孔洞的上部板材3,在上部板材3两侧的吊装孔131内安装卸扣2和钢丝绳。吊装过程中通过吊装槽121的底部对上部板材3施力来完成对船舶结构的吊运,这样的吊装方式相对于传统夹具吊装,有效避免了吊运过程中船舶结构上的钢板因挤压而发生变形,利于提升吊运时的安全性。相对于焊接吊耳的吊装方式,能够快速实现吊装,省去焊接吊耳所耗费的时间和占用的场地以及人力资源,利于提高吊装效率,吊具1有效解决了船舶结构吊装时吊具1使用过于复杂的问题,为船舶的建造提供了便利。
44.作为一种较佳的实施方式,如图2所示,吊具1包括吊装体12和吊装环13,吊装环13与吊装体12固定连接;吊装体12上开有吊装槽121,吊装环13上设有吊装孔131。吊装体12与吊装环13可以为一体成型式构件,也可以为分体式,通过焊接的工艺将吊装体12与吊装环13进行固定连接,吊装过程中将吊装体12与船舶结构上的孔洞进行连接,吊装体12将孔洞的上部板材3卡接于吊装槽121内,对于吊装体12与吊装环13的连接处可以通过焊接板材进行加固,对于不同的船舶结构可以对吊装槽121的尺寸及形状进行调整,以适用于不同的吊
装场景,同时也可以在吊装槽121与上部板材3之间垫缓冲物,在吊装过程中对船舶吊装结构形成一定的保护。
45.作为一种较佳的实施方式,如图2所示,吊装体12关于上部板材3对称,吊装孔131关于吊装槽121的轴线对称。吊具1成对称构型,吊装过程中在孔洞两侧的吊装孔131内依次连接有卸扣2和钢丝绳,吊装时对孔洞两侧同时施力,吊具1的对称结构利于在吊装过程中保持船舶结构的稳定性,防止吊具1在吊装过程中发生扭转,避免孔洞的上部板材3发生破坏和变形。
46.作为一种较佳的实施方式,如图2所示,吊装体12为u形结构,吊装环13与u形结构的顶部伸出端固定连接。吊装体12为u形结构,使整个吊装体12结构拥有更好的流线型,在吊装作业时使外力在吊装体12上分散更加均匀,利于减少吊装体12上的应力集中,同时u形结构在满足吊装体12有良好结构强度的前提下,可以使吊装体12制造的更加轻量化,利于降低制造成本。
47.作为一种较佳的实施方式,如图2所示,吊装环13与吊装体12的连接处有倒角;和/或,吊装槽121与上部板材3的接触位置有倒角。在吊装体12和吊装环13的连接处加工倒角,以及在吊装槽121与上部板材3的接触位置加工倒角,有效避免了在吊装作业过程中在这些连接点位发生应力集中,利于改善吊具1的结构强度并提升吊具1的载荷能力。
48.作为一种较佳的实施方式,如图2所示,吊具1沿其厚度方向上延伸出加强凸台14,加强凸台14在吊具1上的投影与吊装槽121的边缘重合。在吊具1上设计有加强凸台14,加强凸台14在吊具1上的投影与吊装槽121的边缘重合,加强凸台14可以加大吊装槽121与上部板材3的接触面积,有效减小了吊装时上部板材3与吊装槽121之间的间隙,防止吊装时船舶结构与吊具1之间相对运动,利于提升吊装作业过程中船舶结构的稳定性,同时也可以使上部板材3施加在吊装槽121上的外力分散更均匀,利于提升吊具1的结构强度。
49.作为一种较佳的实施方式,如图2所示,吊具1相对的两个侧壁上均延伸有加强凸台14。加强凸台14设于吊具1的两个侧壁,加强凸台14有利于提升吊具1的结构强度,同时吊具1两侧均设有加强凸台14使吊具1保持为对称结构,利于吊具1在满足结构强度的需求下,防止吊具1在吊装过程中发生扭转,避免孔洞的上部板材3发生破坏和变形。
50.本实用新型实施例提供一种吊装组件,如图1所示,吊装组件包括如上述的吊具1。
51.采用上述结构形式,吊装组件通过上述吊具1与船舶结构进行连接,相对于传统夹具吊装和焊接吊耳的方式,有效避免了吊运过程中船舶结构上的钢板因挤压而发生变形,利于提升吊运时的安全性,同时这样的吊装组件能够快速实现吊装,省去焊接吊耳所耗费的时间和占用的场地以及人力资源,利于提高吊装效率,有效解决了船舶结构吊装时吊具1使用过于复杂的问题。
52.作为一种较佳的实施方式,如图1所示,吊装组件还包括卸扣2,卸扣2与吊装孔131连接。吊装组件包括吊具1和卸扣2,卸扣2与吊具1上的吊装孔131相连接,在卸扣2上绑定钢丝绳,在对船舶构件吊装完成后,从卸扣2与吊具1的连接处将吊具1与船舶构件分离,利于吊装作业完成后快速取下吊具1,有效提升了吊具1组件使用时的便利性,提升了操作人员的工作效率,同时在吊装过程中一般保持钢丝绳夹角在60度以内,以保证吊装作业的安全性。
53.作为一种较佳的实施方式,如图1所示,卸扣2包括扣体21和横销22,扣体21与横销
22的两端对应连接,横销22穿过吊装孔131。在将吊具1与卸扣2进行连接时,使扣体21上的圆孔保持与吊装孔131同轴,然后横销22沿吊装孔131轴线插入扣体21上的圆孔,将扣体21与横销22的两端对应连接,这样的结构为吊装作业完成后卸扣2与吊具1的分离提供了便利。
54.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1