一种自动停机及报警提示的熔丝绕线装置的制作方法
1.本实用新型涉及熔丝生产技术领域,特别是涉及一种自动停机及报警提示的熔丝绕线装置。
背景技术:
2.熔丝为保险丝熔体,是一种金属线材,当金属线材使用完后,绕线装置继续绕线,设备空转,造成资源浪费,无法自动提示报警,目前大都是人工识别关停的,成本高,需要实时监测,此外熔丝原始状态轴径有差异,直接绕线会导致后续加工产品质量受损,在绕线过程中由于绕线装置一直运行,容易拉伤熔丝,绕线过程中熔丝的张力以及绕线的平稳性难以控制,基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种自动停机及报警提示的熔丝绕线装置。
技术实现要素:
3.本实用新型主要解决的技术问题是提供一种自动停机及报警提示的熔丝绕线装置,能够自动识别空料,通过电气控制自动停机,减少设备空转及节省原材料的浪费,对熔丝进行径向整形,整形后熔丝平稳输出,便于后续绕线,卷线筒弹性设置,避免拉伤熔丝。
4.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种自动停机及报警提示的熔丝绕线装置,该种自动停机及报警提示的熔丝绕线装置包括机架、设置于机架下部的玻纤轴、设置于机架上部的过渡轮、从左到右依次设置于机架工作台上的整形机构、旋转过渡机构、第一绕线组件和第二绕线组件,玻纤轴上套有熔丝料盘,熔丝料盘上熔丝经过过渡轮后穿过整形机构,经整形机构的出料嘴熔丝输送至旋转过渡机构绕圈平稳过渡,旋转过渡机构侧端对接设置有金属侦测感应机构,平稳过渡后熔丝经过第二绕线组件后缠绕到第一绕线组件上,第一绕线组件和第二绕线组件由拉线马达同步驱动转动,机架上还安装有用于控制的操作屏。
5.优选的是,所述整形机构包括整形架、整形马达、整形轴、皮带轮和皮带,所述整形架和整形马达固定于工作台上,整形架上横向插装有整形轴,整形轴上轴向设有整形孔,熔丝穿过整形孔,整形孔末端出料口为出料嘴,整形马达的输出轴和整形轴上均安装有皮带轮,两皮带轮通过皮带连接。
6.优选的是,所述旋转过渡机构包括第一旋转电机、第一旋转盘、第二旋转电机和第二旋转盘,所述第一旋转电机和第二旋转电机竖直设置于工作台上,第一旋转电机驱动第一旋转盘转动,第二旋转电机驱动第二旋转盘转动,出料嘴输出熔丝经过第一旋转盘和第二旋转盘缠绕两圈后平稳输出。
7.优选的是,所述金属侦测感应机构包括设置工作台上的感应器支架和安装于感应器支架上的接近感应器,接近感应器指向第一旋转盘和第二旋转盘之间的熔丝。
8.优选的是,所述第一绕线组件包括绕线支架、绕线轴、卷线筒、固定块和缓冲弹簧,所述绕线支架固定于工作台上,绕线支架上插装有水平设置的绕线轴,绕线轴上套有卷线
筒,绕线轴前端安装有固定块,绕线轴上还套有缓冲弹簧,缓冲弹簧两端分别与卷线筒和固定块相抵,绕线轴由拉线马达驱动转动。
9.优选的是,所述第二绕线组件包括绕线架、连接轴和过线轮,所述绕线架固定于工作台上,绕线架上插装有连接轴,连接轴和绕线轴通过皮带同步连接,连接轴上安装有过线轮,熔丝经过过线轮后从卷线筒下方缠绕。
10.与现有技术相比,本实用新型的有益效果是:
11.金属侦测感应机构的设置能够自动识别空料,通过电气控制自动停机,减少设备空转及节省原材料的浪费;
12.整形马达驱动整形轴转动,整形轴转动对整形孔内熔丝进行径向整形;
13.出料嘴输出熔丝经过第一旋转盘和第二旋转盘缠绕两圈后平稳输出,便于后续绕线;
14.卷线筒弹性套装于绕线轴上,根据熔丝的张力进行绕线,避免拉伤熔丝。
附图说明
15.图1为一种自动停机及报警提示的熔丝绕线装置的主视图。
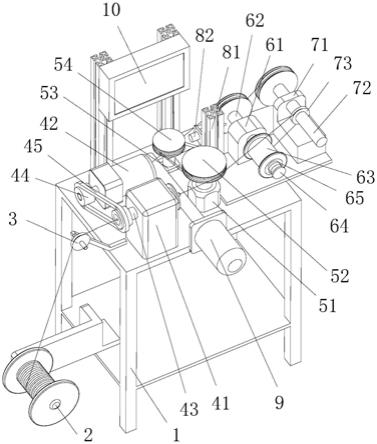
16.图2为一种自动停机及报警提示的熔丝绕线装置的结构示意图。
具体实施方式
17.下面结合附图对本实用新型较佳实施例进行详细阐述,以使实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
18.请参阅图1和图2,本实用新型实施例包括:
19.一种自动停机及报警提示的熔丝绕线装置,该种自动停机及报警提示的熔丝绕线装置包括机架1、设置于机架1下部的玻纤轴2、设置于机架1上部的过渡轮3、从左到右依次设置于机架1工作台上的整形机构4、旋转过渡机构5、第一绕线组件6和第二绕线组件7,玻纤轴2上套有熔丝料盘,熔丝料盘上熔丝经过过渡轮3后穿过整形机构4,经整形机构4的出料嘴熔丝输送至旋转过渡机构5绕圈平稳过渡,旋转过渡机构5侧端对接设置有金属侦测感应机构8,平稳过渡后熔丝经过第二绕线组件7后缠绕到第一绕线组件6上,第一绕线组件6和第二绕线组件7由拉线马达9同步驱动转动,机架1上还安装有用于控制的操作屏10。
20.所述整形机构4包括整形架41、整形马达42、整形轴43、皮带轮44和皮带45,所述整形架41和整形马达42固定于工作台上,整形架41上横向插装有整形轴43,整形轴43上轴向设有整形孔,熔丝穿过整形孔,整形孔末端出料口为出料嘴,整形马达42的输出轴和整形轴43上均安装有皮带轮44,两皮带轮44通过皮带45连接,整形马达42驱动整形轴43转动,整形轴43转动对整形孔内熔丝进行径向整形。
21.所述旋转过渡机构5包括第一旋转电机51、第一旋转盘52、第二旋转电机53和第二旋转盘54,所述第一旋转电机51和第二旋转电机53竖直设置于工作台上,第一旋转电机51驱动第一旋转盘52转动,第二旋转电机5驱动第二旋转盘54转动,出料嘴输出熔丝经过第一旋转盘52和第二旋转盘54缠绕两圈后平稳输出,便于后续绕线。
22.所述金属侦测感应机构8包括设置工作台上的感应器支架81和安装于感应器支架
81上的接近感应器82,接近感应器82指向第一旋转盘52和第二旋转盘54之间的熔丝。
23.所述第一绕线组件6包括绕线支架61、绕线轴62、卷线筒63、固定块64和缓冲弹簧65,所述绕线支架61固定于工作台上,绕线支架61上插装有水平设置的绕线轴62,绕线轴72上套有卷线筒63,绕线轴62前端安装有固定块64,绕线轴62上还套有缓冲弹簧65,缓冲弹簧65两端分别与卷线筒63和固定块64相抵,绕线轴62由拉线马达9驱动转动,卷线筒63弹性套装于绕线轴62上,根据熔丝的张力进行绕线,避免拉伤熔丝。
24.所述第二绕线组件7包括绕线架71、连接轴72和过线轮73,所述绕线架71固定于工作台上,绕线架71上插装有连接轴72,连接轴72和绕线轴62通过皮带同步连接,连接轴72上安装有过线轮73,熔丝经过过线轮73后从卷线筒63下方缠绕。
25.本实用新型一种自动停机及报警提示的熔丝绕线装置,能够自动识别空料,通过电气控制自动停机,减少设备空转及节省原材料的浪费,对熔丝进行径向整形,整形后熔丝平稳输出,便于后续绕线,卷线筒弹性设置,避免拉伤熔丝。
26.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种自动停机及报警提示的熔丝绕线装置,其特征在于:该种自动停机及报警提示的熔丝绕线装置包括机架、设置于机架下部的玻纤轴、设置于机架上部的过渡轮、从左到右依次设置于机架工作台上的整形机构、旋转过渡机构、第一绕线组件和第二绕线组件,玻纤轴上套有熔丝料盘,熔丝料盘上熔丝经过过渡轮后穿过整形机构,经整形机构的出料嘴熔丝输送至旋转过渡机构绕圈平稳过渡,旋转过渡机构侧端对接设置有金属侦测感应机构,平稳过渡后熔丝经过第二绕线组件后缠绕到第一绕线组件上,第一绕线组件和第二绕线组件由拉线马达同步驱动转动,机架上还安装有用于控制的操作屏。2.根据权利要求1所述的一种自动停机及报警提示的熔丝绕线装置,其特征在于:所述整形机构包括整形架、整形马达、整形轴、皮带轮和皮带,所述整形架和整形马达固定于工作台上,整形架上横向插装有整形轴,整形轴上轴向设有整形孔,熔丝穿过整形孔,整形孔末端出料口为出料嘴,整形马达的输出轴和整形轴上均安装有皮带轮,两皮带轮通过皮带连接。3.根据权利要求1所述的一种自动停机及报警提示的熔丝绕线装置,其特征在于:所述旋转过渡机构包括第一旋转电机、第一旋转盘、第二旋转电机和第二旋转盘,所述第一旋转电机和第二旋转电机竖直设置于工作台上,第一旋转电机驱动第一旋转盘转动,第二旋转电机驱动第二旋转盘转动,出料嘴输出熔丝经过第一旋转盘和第二旋转盘缠绕两圈后平稳输出。4.根据权利要求1所述的一种自动停机及报警提示的熔丝绕线装置,其特征在于:所述金属侦测感应机构包括设置工作台上的感应器支架和安装于感应器支架上的接近感应器,接近感应器指向第一旋转盘和第二旋转盘之间的熔丝。5.根据权利要求1所述的一种自动停机及报警提示的熔丝绕线装置,其特征在于:所述第一绕线组件包括绕线支架、绕线轴、卷线筒、固定块和缓冲弹簧,所述绕线支架固定于工作台上,绕线支架上插装有水平设置的绕线轴,绕线轴上套有卷线筒,绕线轴前端安装有固定块,绕线轴上还套有缓冲弹簧,缓冲弹簧两端分别与卷线筒和固定块相抵,绕线轴由拉线马达驱动转动。6.根据权利要求1所述的一种自动停机及报警提示的熔丝绕线装置,其特征在于:所述第二绕线组件包括绕线架、连接轴和过线轮,所述绕线架固定于工作台上,绕线架上插装有连接轴,连接轴和绕线轴通过皮带同步连接,连接轴上安装有过线轮,熔丝经过过线轮后从卷线筒下方缠绕。
技术总结
本实用新型公开了一种自动停机及报警提示的熔丝绕线装置,包括机架、设置于机架下部的玻纤轴、设置于机架上部的过渡轮、从左到右依次设置于机架工作台上的整形机构、旋转过渡机构、第一绕线组件和第二绕线组件,玻纤轴上熔丝经过过渡轮后穿过整形机构,经整形机构的出料嘴熔丝输送至旋转过渡机构绕圈平稳过渡,旋转过渡机构侧端对接设置有金属侦测感应机构,平稳过渡后熔丝经过第二绕线组件后缠绕到第一绕线组件上,第一绕线组件和第二绕线组件由拉线马达同步驱动转动。通过上述方式,本实用新型能够自动识别空料,自动停机,减少设备空转,对熔丝进行径向整形,整形后熔丝平稳输出,便于后续绕线,卷线筒弹性设置,避免拉伤熔丝。丝。丝。
技术研发人员:颜睿志
受保护的技术使用者:苏州华德电子有限公司
技术研发日:2021.02.23
技术公布日:2021/12/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1