一种异型烟自动合包定位装置的制作方法
1.本实用新型涉及异型卷烟包装合包领域,尤其涉及一种异型烟自动合包定位装置。
背景技术:
2.随着消费者的卷烟消费观念发展,异型卷烟成为主流趋势产品。然而,在烟草公司物流中心异型卷烟的日常分拣工作中发现,异型卷烟在包装合包时会出现因烟垛超出预定区域而造成无法进入合包仓的情况,同时,因烟垛位置超出了预定区域,还经常会出现卷烟被包装机内部机构推向机械部件,造成烟垛碰撞散垛,严重时造成卷烟被挤压而破损的情况。每次出现该情况,物流中心都需要全线停机,进行人工取出破损卷烟,并更换已重新打码的同品规卷烟。这不但会造成直接的经济效益损失,还费时费力,影响分拣效率。
3.因此,目前亟需提供一种解决方案来解决上述问题。
技术实现要素:
4.本实用新型所要解决的技术问题在于提供一种异型烟自动合包定位装置,其可在烟垛超出预定区域时进行报警,并在烟垛进行合包时进行定位和限位,从而保证合包的准确性,提高分拣效率,避免经济效益损失。
5.本实用新型采用以下技术方案解决上述技术问题:
6.一种异型烟自动合包定位装置,与异型烟包装机相配合,所述自动合包定位装置包括对射检测开关、接近检测开关、通道限制定位单元与控制系统;所述对射检测开关设置在所述异型烟包装机的叠垛工位与待合包工位的外侧面,所述接近检测开关设置在所述异型烟包装机的待合包工位与合包仓之间位置的外侧面,所述通道限制定位单元设置在所述叠垛工位上靠近待合包工位的位置;其中,所述对射检测开关与接近检测开关分别同控制系统相连,用于相应位置的超限检测与警报;所述通道限制定位单元与控制系统相连,用于向上伸出或缩回限制板。
7.作为本实用新型的优选方式之一,所述通道限制定位单元包括所述限制板以及固定件、直线轴承、伸缩导杆、直线驱动器;所述固定件安装在所述异型烟包装机的叠垛工位下方,所述固定件上通过直线轴承安装有所述直线驱动器与伸缩导杆,所述直线驱动器与伸缩导杆的顶端同时固定有所述限制板;所述直线驱动器驱动所述限制板向上伸出或缩回,用于分隔或连通所述所述叠垛工位与待合包工位;所述通道限制定位单元还包括电磁阀;所述直线驱动器与所述电磁阀的输出端相连,所述电磁阀的输入端与高压气源相连;同时,所述电磁阀的开关端还与所述控制系统相连。
8.作为本实用新型的优选方式之一,所述直线驱动器通过驱动杆连接限位板来进行限位板的伸出和缩回动作;并且,当所述驱动杆向上伸出时,带动所述伸缩导杆同步伸出,驱动所述限制板伸出;当所述驱动杆缩回时,带动所述伸缩导杆同步缩回,驱动所述限制板缩回。
9.作为本实用新型的优选方式之一,所述直线驱动器具体为气缸,所述气缸的活塞杆为所述驱动杆;在所述气缸活塞杆的驱动下,所述限制板向上伸出或缩回。
10.作为本实用新型的优选方式之一,所述控制系统为plc控制系统。
11.作为本实用新型的优选方式之一,当所述叠垛工位与待合包工位上的异型烟靠近或超出所述对射检测开关设定位置时,所述对射检测开关向所述plc控制系统输出信号,所述plc控制系统控制所述异型烟包装机报警,并停机。
12.作为本实用新型的优选方式之一,当所述待合包工位上的异型烟向所述合包仓移动、且靠近所述接近检测开关时,所述接近检测开关向所述plc控制系统输出信号,所述plc控制系统控制所述异型烟包装机报警,并停机。
13.作为本实用新型的优选方式之一,当所述叠垛工位上的异型烟移动到所述待合包工位后,所述plc控制系统控制所述通道限制定位单元的限制板伸出,将所述叠垛工位与待合包工位分隔,同时对所述异型烟限位。
14.作为本实用新型的优选方式之一,当所述待合包工位上的异型烟移动到所述合包仓后,所述plc控制系统控制所述通道限制定位单元的定位限制板缩回。
15.本实用新型相比现有技术的优点在于:本实用新型在烟垛超出预定区域时,设备可以报警,并在烟垛进行合包时进行定位和限位,解决了异型卷烟在传统包装机内部移动时造成的挤压、破损问题,确保包装合包时烟垛定位准确,能顺利完成合包动作;具体如下:
16.(1)本实用新型在异型烟包装机的叠垛工位与待合包工位的外侧面安装对射检测开关,可用于相应位置的超限检测与警报;当异型烟完成组垛后从叠垛工位向待合包工位移动时,如有异型烟超出预定位置,阻挡对射检测开关时,对射检测开关向plc控制系统输出信号,plc控制系统控制设备报警,停机;
17.(2)本实用新型在在异型烟包装机的待合包工位与合包仓之间位置的外侧面安装接近检测开关,可用于相应位置的超限检测与警报;当待合包工位上的异型烟向合包仓移动时,过于靠近接近检测开关时,接近检测开关向plc控制系统输出信号,plc控制系统控制设备报警,停机;
18.(3)当烟垛完成从叠垛工位到待合包工位移动时,推烟驱动器还原,plc控制系统控制电磁阀供气,驱动通道限制定位单元的直线驱动器的驱动杆伸出,带动伸缩导杆同时动作,驱动限制板伸出,使叠垛工位与待合包工位各自形成独立空间,同时对进入待合包工位的烟垛形成限位;
19.(4)当烟垛完成从待合包工位到合包仓移动时,plc控制系统控制电磁阀泄气,驱动通道限制定位单元的直线驱动器的驱动杆缩回,带动伸缩导杆同时动作,驱动限制板回收,使叠垛工位与待合包工位形成统一空间,便于下一次烟垛移位动作。
附图说明
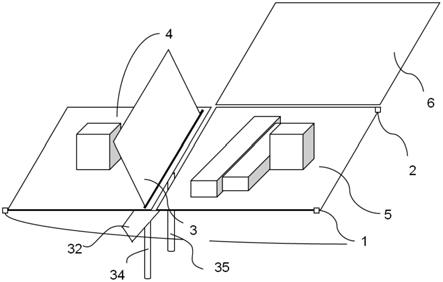
20.图1是实施例1中异型烟自动合包定位装置的结构示意图;
21.图2是实施例1中通道限制定位单元的结构示意图;
22.图3是实施例1中异型烟自动合包定位装置的内部电路原理图。
23.图中:1为对射检测开关,2为接近检测开关,3为通道限制定位单元,31为限制板,32为固定件,33为直线轴承,34为伸缩导杆,35为直线驱动器,351为驱动杆,36为电磁阀,4
为叠垛工位,5为待合包工位,6为合包仓。
具体实施方式
24.下面对本实用新型的实施例作详细说明,本实施例在以本实用新型技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
25.实施例1
26.如图1
‑
3所示,本实施例的一种异型烟自动合包定位装置,与异型烟包装机相配合。所述自动合包定位装置包括对射检测开关1、接近检测开关2、通道限制定位单元3与plc控制系统。对射检测开关1设置在异型烟包装机的叠垛工位4与待合包工位5的外侧面,接近检测开关2设置在异型烟包装机的待合包工位5与合包仓6之间位置的外侧面,通道限制定位单元3设置在叠垛工位4上靠近待合包工位5的位置。其中,对射检测开关1与接近检测开关2分别同plc控制系统相连,用于相应位置的超限检测与警报;通道限制定位单元3与plc控制系统相连,用于向上伸出或缩回限制板31。
27.进一步地,请参阅图2,在本实施例中,通道限制定位单元3包括上述限制板31以及固定件32、直线轴承33、伸缩导杆34、直线驱动器35。固定件32安装在异型烟包装机的叠垛工位4下方,固定件32上通过直线轴承33安装有直线驱动器35与伸缩导杆34,直线驱动器35与伸缩导杆34的顶端同时固定有限制板31;直线驱动器35驱动限制板31向上伸出或缩回,用于分隔或连通叠垛工位4与待合包工位5。通道限制定位单元3还包括电磁阀36。直线驱动器35与电磁阀36的输出端相连,电磁阀36的输入端与高压气源相连;同时,电磁阀36的开关端还与plc控制系统相连。
28.进一步地,请参阅图1和图2,在本实施例中,直线驱动器35具体通过驱动杆351连接限位板31来进行限位板31的伸出和缩回动作;并且,当驱动杆351向上伸出时,带动伸缩导杆34同步伸出,驱动限制板31伸出;当驱动杆351缩回时,带动伸缩导杆34同步缩回,驱动限制板31缩回。关于直线驱动器35的具体选择,优选为气缸,那么气缸的活塞杆便充当上述驱动杆351。使用时,在气缸活塞杆的驱动下,限制板31向上伸出或缩回。
29.进一步地,参阅图1、图2和图3,本实施例中相应功能的实现过程如下:
30.当异型烟完成组垛后从叠垛工位4向待合包工位5移动时,如有异型烟超出预定位置,阻挡对射检测开关1时,对射检测开关1向plc控制系统输出信号,plc控制系统控制设备报警,停机。
31.当待合包工位5上的异型烟向合包仓6移动时,过于靠近接近检测开关2时,接近检测开关2向plc控制系统输出信号,plc控制系统控制设备报警,停机。
32.当烟垛完成从叠垛工位4到待合包工位5移动时,推烟驱动器还原,plc控制系统控制电磁阀26供气,驱动通道限制定位单元3的直线驱动器35的驱动杆351伸出,带动伸缩导杆34同时动作,驱动限制板31伸出,使叠垛工位4与待合包工位5各自形成独立空间,同时对进入待合包工位5的烟垛形成限位。
33.当烟垛完成从待合包工位5到合包仓6移动时,plc控制系统控制电磁阀26泄气,驱动通道限制定位单元3的直线驱动器35的驱动杆351缩回,带动伸缩导杆34同时动作,驱动限制板31回收,使叠垛工位4与待合包工位5形成统一空间,便于下一次烟垛移位动作。
34.另外,需要说明的是,本实施例中,异型烟包装机为本领域常规设备,对射检测开关1与接近检测开关2也为本领域可以直接购买的常规器件,具体结构在此不再赘述;同时,plc控制系统也为本领域较为成熟的控制技术,除了上述描述并限定过的结构及相应连接关系外,其他未说明的部分均为本领域的常规技术手段,在此也便不过多赘述。
35.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1