电池串组件自动贴胶带设备的制作方法
1.本实用新型涉及太阳能电池组件胶带粘贴设备技术领域,尤其涉及一种电池串组件自动贴胶带设备。
背景技术:
2.在太阳能电池组件生产过程中,在光伏用玻璃上铺上eva膜后,通过自动排版机将六串一组或十串一组的各电池串组件通过首尾相接的方式排列成可串联连接的组件,各电池串组件排布到eva膜上后,需要在电池串组件上粘贴胶带,从而对电池串组件进行固定。目前,主要采用人工粘贴或者机械设备粘贴的方式,人工粘贴的效率较慢,而目前使用的胶带粘贴设备在使用的时候,存在以下问题:在拉动胶带时容易脱带;裁切出来的胶带长度参差不齐,影响粘贴效果;在进行胶带粘贴的时候,粘贴速度慢,容易出现褶皱,导致胶带不平整,而且在胶带与电池串组件之间容易形成空气泡,导致粘贴不牢固;在胶带使用完之后,需要人工手动对胶带进行更换,降低了胶带粘贴速度。
技术实现要素:
3.为解决上述技术中存在的技术问题,鉴于此,有必要提供一种电池串组件自动贴胶带设备。
4.一种电池串组件自动贴胶带设备,包括机架,所述机架上固定设置有运载装置,所述运载装置上设置有电池串组件贴胶带装置,运载装置能够带动电池串组件贴胶带装置沿机架的长边方向及短边方向移动,且电池串组件贴胶带装置能够自身周向旋转,所述机架上固定设置有胶带备料装置,胶带备料装置与电池串组件贴胶带装置相邻,且胶带备料装置能够自动为电池串组件贴胶带装置更换胶带。
5.优选的,所述电池串组件贴胶带装置包括胶带换料供料装置、胶带夹持拉带装置、胶带裁切装置、旋转式胶带粘贴装置及移动旋转驱动装置,胶带换料供料装置、胶带裁切装置、胶带夹持拉带装置依次固定设置,所述移动旋转驱动装置安装在运载装置上,移动旋转驱动装置的下端与胶带夹持拉带装置的上方固定连接,移动旋转驱动装置用于带动胶带换料供料装置、胶带夹持拉带装置、胶带裁切装置、旋转式胶带粘贴装置整体移动、旋转;
6.所述胶带换料供料装置包括胶带供料装置、料盘固定装置、胶带压带装置,所述胶带供料装置包括胶带安装座、供胶带机构、锥形柄,所述供胶带机构固定设置在胶带安装座上,所述锥形柄固定设置在胶带安装座的上端,所述料盘固定装置用于抱紧和释放锥形柄,实现胶带供料装置在胶带备料装置及料盘固定装置之间自动更换胶带,所述胶带压带装置固定设置在胶带安装座远离供胶带机构的一端;
7.所述胶带夹持拉带装置包括拉带底座、拉带手、拉带动力组件,所述拉带手固定设置在拉带底座上,并且与胶带压带装置正对,用于实现对胶带的夹持与释放,所述拉带动力组件设置在拉带底座上,且拉带动力组件位于拉带手的一侧,拉带动力组件与拉带手相连接,使拉带动力组件能够带动拉带手沿拉带底座滑动,实现对胶带长度的定量精确拉动;
8.所述胶带裁切装置包括裁切按压件、胶带裁切件,所述裁切按压件固定设置在胶带压带装置的正上方,用于裁切胶带时将胶带夹紧,所述胶带裁切件固定设置在胶带压带装置远离锥形柄一端的上方,用于对拉带手拉出的胶带进行裁切;
9.所述旋转式胶带粘贴装置设置在胶带夹持拉带装置的下方,旋转式胶带粘贴装置包括旋转式贴胶带部件、上下移动动力部件、安装连接架,所述旋转式贴胶带部件包括旋转动力部、胶带粘贴部、旋转连接部,所述旋转动力部及旋转连接部分别对向安装在安装连接架上,所述胶带粘贴部设置在旋转动力部及旋转连接部之间,且胶带粘贴部位于拉带手与胶带压带装置之间,旋转动力部能够带动胶带粘贴部周向转动,所述上下移动动力部件固定设置在安装连接架上,并且能动带动安装连接架上下移动。
10.优选的,所述胶带备料装置包括动力旋转机构、备料固定装置,所述动力旋转机构固定设置在机架上,所述备料固定装置固定在动力旋转机构的下方,所述备料固定装置包括导向安装板、抱紧机构,所述抱紧机构包括夹持气缸、固定座、抱紧锁扣,所述固定座固定设置在导向安装板的一侧,固定座的内部中空,且固定座靠近导向安装板一侧的开口呈喇叭状,所述抱紧锁扣安装在固定座内部,所述夹持气缸固定设置在固定座远离导向安装板的一端,夹持气缸的端部与抱紧锁扣固定连接,夹持气缸能够推动抱紧机构沿固定座滑动,控制抱紧机构的抱紧和松开,实现对锥形柄的抱紧和松开。
11.优选的,所述抱紧锁扣包括抱紧连杆、锁扣组件,所述抱紧连杆安装在固定座的内部,抱紧连杆的一端与夹持气缸的端部固定连接,所述锁扣组件套装在抱紧连杆的另一端,用于对锥形柄的抱紧和松开。
12.优选的,所述锁扣组件包括锁扣瓣、环形弹性件、均布分隔杆,所述锁扣瓣沿抱紧连杆远离夹持气缸的一端周向等距分布,所述均布分隔杆安装在抱紧连杆的端部,并且位于相邻的两个锁扣瓣之间,所述环形弹性件套装在锁扣瓣的外部,从而将锁扣瓣固定在抱紧连杆的端部。
13.优选的,所述胶带压带装置包括支撑座、导向压板、旋转压带机构,所述支撑座固定设置在胶带安装座远离供胶带机构的一端,所述导向压板固定设置在支撑座的上部,用于引导胶带行走方向;所述旋转压带机构固定设置在支撑座的上部,并且位于导向压板的正上方;所述旋转压带机构包括旋转压板、弹性调节件,所述旋转压板倾斜设置在导向压板的正上方,旋转压板的中间部分与支撑座销轴连接,所述弹性调节件设置在支撑座上,并位于导向压板的一侧,弹性调节件的一端与旋转压板向下倾斜的一端固定连接,弹性调节件的另一端与支撑座固定连接。
14.优选的,所述拉带底座上固定设置有引导滑行部件,所述引导滑行部件包括引导轨、滑行连接块,所述引导轨沿拉带底座的长边方向设置,所述滑行连接块安装在引导轨上,并且能够沿引导轨相对滑动;所述拉带手包括气缸座、推拉气缸、夹钳连杆、夹钳底板,所述气缸座固定设置在滑行连接块上,气缸座的一侧与拉带动力组件固定连接,气缸座的底部与拉带底座滑动连接,所述推拉气缸固定设置在气缸座的上部,所述夹钳底板固定设置在气缸座的一端,所述夹钳连杆设置在夹钳底板的上方,且夹钳连杆的下部与气缸座的端部销轴连接,夹钳连杆的上部与推拉气缸的端部销轴连接,推拉气缸能够带动夹钳连杆转动,使夹钳连杆与夹钳底板相互配合,实现对胶带的夹持与释放。
15.优选的,所述气缸座上设置有辅助脱离部件,所述辅助脱离部件包括压板、顶针,
所述压板固定设置在气缸座上方,并位于气缸座设置夹钳底板的一端,所述顶针的上部与压板固定连接,顶针的下部向下延伸,并贯穿夹钳连杆。
16.优选的,所述胶带粘贴部包括旋转头、吸附粘贴组件,所述旋转头位于旋转动力部及旋转连接部之间,且旋转头的两个端部分别与旋转动力部及旋转连接部相连接,并且能够在旋转动力部的带动下周向转动,所述吸附粘贴组件固定安装在旋转头上,用于实现对裁剪后的胶带进行抓取及粘贴;所述吸附粘贴组件包括吸盘座、吸附盘、缓冲件,所述吸盘座固定设置在旋转头上,所述吸附盘固定设置在吸附座的一端,用于吸附裁剪后的胶带;所述缓冲件包括吸附垫板、缓冲垫,所述吸附垫板固定设置在吸附座远离吸附盘的一端,所述缓冲垫固定设置在吸附垫板上,且缓冲垫高于吸附盘。
17.优选的,所述吸附座的上部表面上固定设置有连接凸起,吸附座的下部表面上开设有连接凹槽,连接凹槽的底部开设有通气孔,通气孔与连接凸起的的上部表面连通;所述吸附盘的下部固定设置有连接套,连接套套装在连接凸起上,吸附盘的上部开设有吸附孔,吸附孔与连接套的内部连通。
18.本实用新型采用上述技术方案,与现有技术相比,其有益效果在于:本实用新型胶带供料装置及胶带压带装置采用模块化一体设计,通过料盘固定装置对锥形柄进行固定,实现对胶带供料装置的抱紧和松开,从而可以胶带备料装置自动备料,在胶带供料装置上的胶带使用完之后,可以对胶带供料装置及胶带压带装置进行整体更换,实现胶带备料装置及料盘固定装置相互之间自动更换胶带,在使用的时候,大大节省了更换时间,提高了生产效率;在对胶带进行裁切的时候,通过控制拉带手,使拉带手移动至胶带压带装置处,并将胶带夹持住,使拉带手牢固的将胶带夹住,利用拉带动力组件带动拉带手沿拉带底座滑动,拉动胶带向拉带手一侧移动,从而实现对胶带长度的定量精确控制,通过胶带裁切件向下移动,将拉出的胶带裁断,可以能够保证在裁切时候胶带长度保持一致,从而可以提高粘贴效果;利用胶带粘贴部将裁剪后的胶带吸附,在旋转动力部的带动下,胶带粘贴部转动,使吸附的胶带正对电池串组件,通过上下移动动力部件向下移动,将吸附在胶带粘贴部上的胶带粘贴在电池串组件上,在上下移动动力部件向下移动时,实现贴胶带功能,在上下移动动力部件向上移动时,同时实现对裁剪后的胶带的吸附抓取及胶带粘贴部的转动,从而可以实现连续的胶带粘贴功能,而且在粘贴胶带的过程中,通过胶带粘贴部的吸附、按压粘贴,可以保证胶带与电池串组件在粘贴时平整、牢固,降低褶皱及空气泡出现的现象。
附图说明
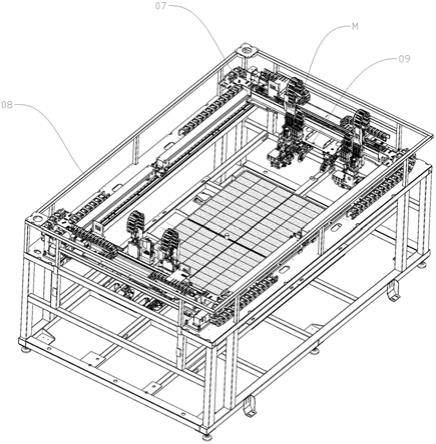
19.图1为本实用新型的结构示意图。
20.图2为本实用新型电池串组件贴胶带装置的结构示意图。
21.图3为本实用新型胶带换料供料装置、胶带夹持拉带装置、胶带裁切装置、旋转式胶带粘贴装置连接的结构示意图。
22.图4为本实用新型胶带换料供料装置、胶带夹持拉带装置、胶带裁切装置连接的结构示意图。
23.图5为本实用新型胶带换料供料装置的结构示意图。
24.图6为本实用新型胶带备料装置的结构示意图。
25.图7为本实用新型备料固定装置的剖视结构示意图。
26.图8为本实用新型抱紧机构的结构示意图。
27.图9为本实用新型胶带压带装置的结构示意图。
28.图10为本实用新型胶带夹持拉带装置的结构示意图。
29.图11为图10另一角度的结构示意图。
30.图12为图10中a处的局部放大图。
31.图13为本实用新型胶带夹持拉带装置另一状态的结构示意图。
32.图14为本实用新型旋转式胶带粘贴装置的结构示意图。
33.图15为图13另一角度的结构示意图。
34.图16为本实用新型吸盘座的结构示意图。
35.图17为图15另一角度的结构示意图。
36.图18为本实用新型吸附盘的结构示意图。
37.图中:胶带换料供料装置01、胶带供料装置11、胶带安装座111、供胶带机构112、锥形柄113、料盘固定装置12、胶带压带装置13、支撑座131、导向压板132、旋转压带机构133、旋转压板1331、弹性调节件1332、转动套1333、胶带夹持拉带装置02、拉带底座21、拉带手22、气缸座221、推拉气缸222、夹钳连杆223、夹钳底板224、拉带动力组件23、引导滑行部件24、引导轨241、滑行连接块242、辅助脱离部件25、压板251、顶针252、传动连接件26、传动固定座261、传动直齿条262、限位柱27、胶带裁切装置03、裁切按压件31、胶带裁切件32、胶带位置检测器04a、胶带位置检测器04b、旋转式胶带粘贴装置05、旋转式贴胶带部件51、旋转动力部511、胶带粘贴部512、旋转连接部513、旋转头514、吸附粘贴组件515、吸盘座516、连接凸起5161、连接凹槽5162、通气孔5163、密封凹槽5164、吸附盘517、连接套5171、吸附孔5172、缓冲件518、吸附垫板5181、缓冲垫5182、上下移动动力部件52、上下驱动头521、导轨安装座522、上下导向件523、直线导轨524、导向块525、安装连接架53、移动旋转驱动装置06、运载装置07、机架08、胶带备料装置09、动力旋转机构91、备料固定装置92、导向安装板93、导向锥套931、抱紧机构94、夹持气缸941、固定座942、抱紧锁扣943、抱紧连杆9431、锁扣组件9432、锁扣瓣94321、环形弹性件94322、均布分隔杆94323、电池串组件贴胶带装置m。
具体实施方式
38.为了更清楚的说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单的介绍,显而易见的,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
39.请参看图1,本实用新型实施例提供了一种电池串组件自动贴胶带设备,包括机架08,机架08上固定设置有运载装置07,运载装置07上设置有电池串组件贴胶带装置m,运载装置07能够带动电池串组件贴胶带装置m沿机架08的长边方向及短边方向移动,从而可以实现对电池串组件进行全覆盖胶带粘贴,并且电池串组件贴胶带装置m能够自身周向旋转,从而可以适应电池串组件在横向位置及纵向位置上的胶带粘贴,机架08上固定设置有胶带备料装置09,胶带备料装置09与电池串组件贴胶带装置m相邻,且胶带备料装置09能够自动为电池串组件贴胶带装置m更换胶带。
40.请参看图2,电池串组件贴胶带装置m包括胶带换料供料装01、胶带夹持拉带装置
02、胶带裁切装置03、旋转式胶带粘贴装置05、移动旋转驱动装置06,胶带换料供料装置01、胶带裁切装置03、胶带夹持拉带装置02依次固定设置,所述移动旋转驱动装置06安装在运载装置07上,移动旋转驱动装置06通过控制装置进行自动控制,移动旋转驱动装置06的下端与胶带夹持拉带装置02的上方固定连接,移动旋转驱动装置06固定设置在胶带夹持拉带装置02的上方,移动旋转驱动装置06通过控制装置进行自动控制,从而可利用移动旋转驱动装置06能够带动胶带换料供料装01、胶带夹持拉带装置02、胶带裁切装置03、旋转式胶带粘贴装置05实现整体的移动、及旋转,从而可以对电池串组件进行全覆盖胶带粘贴;
41.请参看图5,胶带换料供料装置01包括胶带供料装置11、料盘固定装置12、胶带压带装置13,料盘固定装置12通过控制装置进行自动控制,实现对料盘固定装置12的自动松开与抱紧。胶带供料装置11包括胶带安装座111、供胶带机构112、锥形柄113,供胶带机构112固定设置在胶带安装座111上,锥形柄113固定设置在胶带安装座111的上端,胶带压带装置13固定设置在胶带安装座111远离供胶带机构112的一端;胶带供料装置11及胶带压带装置13采用模块化一体设计,通过料盘固定装置12对锥形柄113进行固定,实现对锥形柄113的抱紧和松开,在使用的时候,当胶带供料装置11上的胶带使用完之后,移动旋转驱动装置06会带动胶带供料装置11移动至胶带备料装置09处,料盘固定装置12将使用完胶带的胶带供料装置11转移至胶带备料装置09上,而完成此动作后,胶带备料装置09自动旋转,将另一个装有胶带的胶带供料装置11转移至料盘固定装置12上,从而完成了胶带的自动供料、换料,大大节省了更换时间,提高了生产效率。
42.请参看图10,胶带夹持拉带装置02包括拉带底座21、拉带手22、拉带动力组件23,拉带底座21的一端固定设置有用于检测胶带位置的胶带位置检测器04b。拉带手22固定设置在拉带底座21上,并且与胶带压带装置13正对,用于实现对胶带的夹持与释放,拉带动力组件23设置在拉带底座21上,且拉带动力组件23位于拉带手22的一侧,拉带动力组件23与拉带手22相连接,使拉带动力组件23能够带动拉带手22沿拉带底座21滑动,实现对胶带长度的拉动。其中,拉带动力组件23为圆弧齿同步带。通过控制拉带手22将胶带夹持住,使拉带手22牢固的将胶带夹住,可以避免在裁剪胶带时出现胶带脱带现象,利用拉带动力组件23带动拉带手22沿拉带底座21滑动,拉动胶带向拉带手22一侧移动,从而实现对胶带长度的定量精确控制,能够保证在裁切时候胶带长度保持一致,从而可以提高粘贴效果。
43.请参看图4,胶带裁切装置03包括裁切按压件31、胶带裁切件32,其中,裁切按压件31及胶带裁切件32均通过气缸控制,使裁切按压件31及胶带裁切件32向下移动。裁切按压件31固定设置在胶带压带装置13的正上方,胶带裁切件32固定设置在胶带压带装置13远离锥形柄113一端的上方。在对胶带进行裁切的时候,控制拉带手22移动至胶带压带装置13处,拉带手22张开,并将胶带夹持住,通过控制拉带动力组件23带动拉带手22沿拉带底座21滑动,使拉动胶带向拉带手22一侧移动,在此过程中,胶带拉出的长度是一定的,此时,控制裁切按压件31及胶带裁切件32向下移动,裁切按压件31会压住胶带压带装置13上的胶带,同时,下移的胶带裁切件32将拉伸展开一定长度的胶带裁断,如此反复操作,即可实现对胶带长度的定量裁切。
44.请参看图14,旋转式胶带粘贴装置05设置在胶带夹持拉带装置02的下方,旋转式胶带粘贴装置05包括旋转式贴胶带部件51、上下移动动力部件52、安装连接架53,旋转式贴胶带部件51包括旋转动力部511、胶带粘贴部512、旋转连接部513,旋转动力部511及旋转连
接部513分别对向安装在安装连接架53上,胶带粘贴部512设置在旋转动力部511及旋转连接部513之间,且胶带粘贴部13位于拉带手22与胶带压带装置13之间,用于对裁剪后的胶带进行吸附抓取及粘贴,其中,在对胶带进行抓取时,采用真空吸附的方式,旋转动力部511能够带动胶带粘贴部512周向转动,上下移动动力部件52固定设置在安装连接架53上,并且能动带动安装连接架53上下移动。利用胶带粘贴部512将裁剪后的胶带吸附,在旋转动力部511的带动下,胶带粘贴部512转动,使吸附的胶带正对电池串组件,通过上下移动动力部件52向下移动,将吸附在胶带粘贴部512上的胶带粘贴在电池串组件上,在上下移动动力部件52向下移动时,实现贴胶带功能,在上下移动动力部件52向上移动时,同时实现对裁剪后的胶带的吸附抓取及胶带粘贴部512的转动,从而可以实现连续的胶带粘贴功能,而且在粘贴胶带的过程中,通过胶带粘贴部512的吸附、按压粘贴,可以保证胶带与电池串组件在粘贴时平整、牢固,降低褶皱及空气泡出现的现象。
45.请参看图6,胶带备料装置09包括动力旋转机构91、备料固定装置92,动力旋转机构91固定设置在机架08上,备料固定装置92固定在动力旋转机构91的下方,其中,备料固定装置92的数量可以选用2个,并且两个备料固定装置92对向设置,备料固定装置92包括导向安装板93、抱紧机构94,抱紧机构94包括夹持气缸941、固定座942、抱紧锁扣943,固定座942固定设置在导向安装板93的一侧,固定座942的内部中空,且固定座942靠近导向安装板93一侧的开口呈喇叭状,抱紧锁扣943安装在固定座942内部,夹持气缸941固定设置在固定座942远离导向安装板93的一端,夹持气缸941的端部与抱紧锁扣943固定连接,夹持气缸941能够推动抱紧机构94沿固定座942滑动,控制抱紧机构94的抱紧和松开,实现对锥形柄113的抱紧和松开。
46.导向安装板93的中间位置固定设置有导向锥套931,导向锥套931与固定座942呈喇叭状开口的一端正对,可以引导锥形柄113能够准确的插入到锁扣组件9432内部。导向安装板93的下部固定设置有用于检测胶带位置的胶带位置检测器04a,胶带位置检测器04a与控制装置电性连接,在胶带位置检测器04a检测到胶带料架靠近后,夹持气缸941会推动锁扣组件9432沿固定座942内部向靠近导向安装板93的一侧移动,在锁扣组件9432到达固定座942呈喇叭口的一端后,锁扣瓣94321之间的间距增大,锁扣瓣94321将锥形柄113松开,从而可以将锥形柄113取下,对胶带料架进行整齐更换;将新的胶带料架上的锥形柄113插入到锁扣瓣94321内后,夹持气缸941会拉动锁扣组件9432沿固定座942内部向远离导向安装板93的一侧移动,从而可以将锥形柄113抱紧。
47.请参看图8,抱紧锁扣943包括抱紧连杆9431、锁扣组件9432,抱紧连杆9431安装在固定座942的内部,抱紧连杆9431的一端与夹持气缸941的端部固定连接,锁扣组件9432套装在抱紧连杆9431的另一端,锁扣组件9432包括锁扣瓣94321、环形弹性件94322、均布分隔杆94323,锁扣瓣94321沿抱紧连杆9431远离夹持气缸941的一端周向等距分布,均布分隔杆94323安装在抱紧连杆9431的端部,并且位于相邻的两个锁扣瓣94321之间,环形弹性件94322套装在锁扣瓣94321的外部,从而将锁扣瓣94321固定在抱紧连杆9431的端部。
48.请参看图9,胶带压带装置13包括支撑座131、导向压板132、旋转压带机构133,支撑座131固定设置在胶带安装座111远离供胶带机构112的一端,导向压板132固定设置在支撑座131的上部,用于引导胶带行走方向,旋转压带机构133固定设置在支撑座131的上部,并且位于导向压板132的正上方。
49.旋转压带机构133包括旋转压板1331、弹性调节件1332,旋转压板1331倾斜设置在导向压板132的正上方,旋转压板1331的中间部分与固定座942销轴连接,弹性调节件1332设置在支撑座131上,并位于导向压板132的一侧,弹性调节件1332的一端与旋转压板1331向下倾斜的一端固定连接,弹性调节件1332的另一端与支撑座131固定连接。导向压板132上开设有用于引导胶带行走方向的导向凹槽。
50.旋转压板1331向下倾斜的一端固定设置有转动套1333,转动套1333与旋转压板1331销轴连接。
51.拉带底座21上固定设置有引导滑行部件24,引导滑行部件24包括引导轨241、滑行连接块242,引导轨241沿拉带底座21的长边方向设置,滑行连接块242安装在引导轨241上,并且能够沿引导轨241相对滑动。其中,引导轨241的两个端部分别固定设置有限位柱27。
52.请参看图12,拉带手22包括气缸座221、推拉气缸222、夹钳连杆223、夹钳底板224,气缸座221固定设置在滑行连接块242上,气缸座221的一侧与拉带动力组件23固定连接,气缸座221的底部与拉带底座21滑动连接,在气缸座221滑行的过程中,引导轨241两端设置的限位柱27可以起到限位作用,推拉气缸222固定设置在气缸座221的上部,夹钳底板224固定设置在气缸座221的一端,夹钳连杆223设置在夹钳底板224的上方,且夹钳连杆223的下部与气缸座221的端部销轴连接,夹钳连杆223的上部与推拉气缸222的端部销轴连接,推拉气缸222能够带动夹钳连杆223转动,使夹钳连杆223与夹钳底板224相互配合,实现对胶带的夹持与释放。在推拉气缸222收缩时,夹钳连杆223别拉起,在此同时,拉带动力组件23带动气缸座221移动,开始准备接受胶带,在气缸座221移动到位后,推拉气缸222伸出,夹钳连杆223将胶带夹持在夹钳连杆223与夹钳底板224之间,在此同时,拉带动力组件23带动气缸座221向后移动,将胶带拉出定量长度,实现对胶带拉出长度的精确控制。
53.气缸座221上设置有辅助脱离部件25,辅助脱离部件25包括压板251、顶针252,压板251固定设置在气缸座221上方,并位于气缸座221设置夹钳底板224的一端,顶针252的上部与压板251固定连接,顶针252的下部向下延伸,并贯穿夹钳连杆223。在夹钳连杆223抬起时,顶针252的下端向下突出夹钳连杆223,顶针252的下端可以将胶带顶住,能够将胶带从夹钳上脱离,防止裁剪后的胶带附着在夹钳连杆223上。
54.气缸座221的一侧固定设置有传动连接件26,传动连接件26包括传动固定座261、传动直齿条262,传动固定座261固定设置在气缸座221靠近拉带动力组件23的一侧,传动直齿条262固定设置在传动固定座261上,传动直齿条262与传动固定座261之间留有供拉带动力组件23传动带穿过的间距,其中传动直齿条262与拉带动力组件23相啮合,在拉带动力组件23的带动下,可以实现气缸座221沿引导轨241往复移动。
55.其中,导向压板132位于靠近拉带底座21一端端部的中间位置形成凸起,而在夹钳底板224位于靠近导向压板132一端端部的中间位置向内凹陷,形成卡槽,卡槽的形状和尺寸与拉带底座21上形成的凸起的形状及尺寸是相同的,在夹持胶带时,凸起是卡入到卡槽内的,从而起到限位及导向作用。
56.在一种实施方式中,上下移动动力部件52包括上下驱动头521、导轨安装座522、上下导向件523,上下导向件523包括直线导轨524、导向块525,直线导轨524安装在导轨安装座522上,导向块525安装在直线导轨524上,并与直线导轨524滑动连接,且导向块525与安装连接架53固定连接,上下驱动头521与安装连接架53固定连接,上下驱动头521能够带动
安装连接架53沿直线导轨524上下移动。
57.请参看图15至图18,胶带粘贴部512包括旋转头514、吸附粘贴组件515,旋转头514位于旋转动力部511及旋转连接部513之间,且旋转头514的两个端部分别与旋转动力部511及旋转连接部513相连接,并且能够在旋转动力部511的带动下周向转动,其中,旋转头514采用四工位旋转的方式,而吸附粘贴组件515是固定安装在旋转头514上的,在旋转头514,周向旋转时,可以实现接收胶带机粘贴胶带分开单独进行,在粘贴胶带时,实现一备一粘贴的模式,从而实现对裁剪后的胶带进行连续抓取接收及粘贴,大大节约时间,提高了粘贴高效。
58.吸附粘贴组件515包括吸盘座516、吸附盘517、缓冲件518,吸盘座516固定设置在旋转头514上,吸附盘517固定设置在吸附座的一端,用于吸附裁剪后的胶带,缓冲件518固定设置在吸附座的另一端,并且缓冲件518高于吸附盘517。
59.吸附座的上部表面上固定设置有连接凸起5161,吸附座的下部表面上开设有连接凹槽5162,连接凹槽5162的底部开设有通气孔5163,通气孔5163与连接凸起5161的的上部表面连通。
60.吸附盘517的下部固定设置有连接套5171,连接套5171套装在连接凸起5161上,吸附盘517的上部开设有吸附孔5172,吸附孔5172与连接套5171的内部连通,吸附孔5172周围设置有密封凹槽5164,在密封凹槽5164内设置有密封圈。其中,连接套5171在套装到连接凸起5161上时,吸附盘517的下部与连接凸起5161的顶部之间是留有间距的,使连接套5171、连接凸起5161之间会形成一个腔体,通过真空吸附的方式,可以使该腔体形成真空状态,从而可以利用吸附孔5172将裁剪后的胶带吸附,从而可以实现对胶带的抓取,在对胶带粘贴的时候,该腔体内又处于常压状态,可以使胶带脱离。
61.缓冲件518包括吸附垫板5181、缓冲垫5182,吸附垫板5181固定设置在吸附座远离吸附盘517的一端,缓冲垫5182固定设置在吸附垫板5181上,且缓冲垫5182高于吸附盘517,其中,缓冲垫5182采用海绵材质。在粘贴胶带的时候,在胶带与电池串组件接触后,需要对胶带进行按压,以提高胶带与电池串组件的附着力,并保持胶带平整、无空气泡,而在按压过程中,利用缓冲垫5182,可以降低吸附盘517对电池串组件的冲击,防止损坏电池串组件。
62.以上所揭露的仅为本实用新型较佳实施例而已,当然不能以此来限定本实用新型之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本实用新型权利要求所作的等同变化,仍属于实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1