一种纸提把的制作方法
1.本技术涉及把手的领域,尤其是涉及一种纸提把。
背景技术:
2.随着环保意识的逐渐增强,人们对塑料的使用逐渐减少,很多原先常见的塑料结构都在改用可降解材料进行生产。
3.目前,一种常用于礼盒、包装盒上的纸提把,其两端反复折叠形成连接部,并用金属箍套对连接部进行定型加固,将纸提把的两端插入包装盒上预先开设的孔内,连接部在回弹作用力的带动下展开,实现纸提把的防松。
4.针对上述中的相关技术,发明人认为纸提把在生产加工过程中,由于需要反复折叠纸提把的连接部,并在叠置的纸提把上设置金属箍套,生产工序较为繁琐,生产效率不高。
技术实现要素:
5.为了方便纸提把进行生产,提升纸提把生产效率,本技术提供一种纸提把。
6.本技术提供的一种纸提把,采用如下的技术方案:
7.一种纸提把,包括持握条和多块支撑板,所述持握条包括持握部和连接部,所述连接部间隔排布在持握部长度方向两端,所述支撑板包括限位部和安装部,所述安装部顶面与持握条的连接部底面连接。
8.通过采用上述技术方案,通过将持握条的连接部固定在支撑板的安装部,即可完成纸提把的生产加工。省去反复弯折持握条的过程,简化生产步骤,提升纸提把的生产效率。
9.可选的,每块所述支撑板的安装部的侧壁上均设有若干块翼板。
10.通过采用上述技术方案,弯折翼板使翼板将持握条的连接部夹紧在支撑板上,支撑板与持握条的连接更加紧固更加稳定,提升支撑板与持握条的连接稳定性。
11.可选的,所述翼板的顶面上设有若干个防松齿。
12.通过采用上述技术方案,防松齿穿刺持握条表面并咬入持握条内,阻挡持握条从翼板与安装部之间的间隙内松脱的趋势,进一步提升持握条与支撑板连接的稳定性。
13.可选的,所述安装部上开设有用于容纳防松齿的让位孔。
14.通过采用上述技术方案,防松齿贯穿持握条延伸至让位孔内,拉动持握条时,防松齿侧壁与让位孔的内壁贴合,阻挡持握条在拉力作用下从防松齿上脱落的趋势,进一步提升持握条在支撑板上的稳定性。
15.可选的,所述防松齿的顶端呈锥形。
16.通过采用上述技术方案,锥形的顶端方便防松齿快速刺破持握条,提升防松齿与支撑板的连接效率。
17.可选的,所述防松齿的顶端开设有膨胀孔,所述防松齿的侧壁上开设有与膨胀孔
连通的变形槽,所述变形槽沿防松齿顶面轮廓间隔排布有多条。
18.通过采用上述技术方案,防松齿贯穿持握条后,将硬物顶入膨胀孔内,使防松齿的侧壁沿变形槽的长度方向下外翻折,采用膨胀结构实现持握条在支撑板上的锁定,进一步提升持握条与支撑板的连接稳定性。
19.可选的,所述防松齿的侧壁上设有若干个锁紧块。
20.通过采用上述技术方案,防松齿贯穿持握条后,锁紧块穿过让位孔,防松块的顶面与支撑板的底面贴合,实现翼板的自锁,进一步提升持握条与支撑板的连接稳定性。
21.可选的,所述防松齿上开设有让位槽,所述让位槽间隔排布有多条。
22.通过采用上述技术方案,防松块穿过让位孔时,防松块在让位孔内壁的挤压下相互靠近,方便防松块快速穿过让位孔,进一步提升纸提把的生产加工效率。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.直接将支撑板设置在持握条长度方向两端,省去反复弯折持握条的过程,简化生产加工过程,提升纸提把的加工效率;
25.2.翼板上设有防松齿,防松齿阻挡持握条从翼板与支撑板之间的缝内松脱,提升持握条与支撑板的连接稳定性。
附图说明
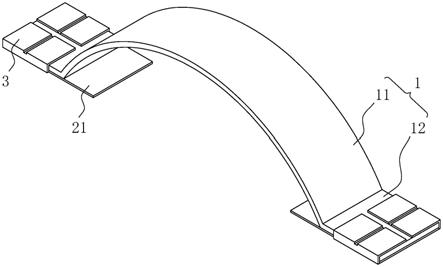
26.图1是本技术实施例1完成装配后的示意图。
27.图2是体现实施例1中支撑板结构的示意图。
28.图3是体现实施例2中支撑板结构的示意图。
29.图4是体现实施例3中支撑板结构的示意图。
30.图5是体现实施例4中防松块结构的示意图。
31.图6是图5中a处的局部放大示意图。
32.图7是体现实施例5中防松块结构的示意图。
33.图8是图7中b处的局部放大示意图。
34.附图标记说明:1、持握条;11、持握部;12、连接部;2、支撑板;21、限位部;22、安装部;3、翼板;4、让位孔;5、防松齿;6、锁紧块;7、让位槽;8、变形槽;9、膨胀孔。
具体实施方式
35.以下结合附图1
‑
7对本技术作进一步详细说明。
36.本技术实施例公开一种纸提把。
37.实施例1
38.参照图1和图2,一种纸提把包括持握条1和两块支撑板2,持握条1包括持握部11和连接部12,连接部12间隔排布在持握部11长度方向两端,两块支撑板2分别设置在持握条1长度方向两端。支撑板2包括限位部21和安装部22,图中采用虚线分隔,安装部22的顶面与连接部12的底面贴合。
39.参照图1和图2,每块支撑板2的安装部22长度方向两侧的侧壁上一体成型有翼板3,通过向上弯折翼板3,再将安装部22两端的翼板3向相互靠近方向弯折,通过翼板3将持握条1的连接部12夹紧在支撑板2上。支撑板2的安装部22上贯穿有长条形的让位孔4。
40.参照图1和图2,对弯折后的翼板3进行冲压,翼板3发生形变,在翼板3上冲压成型防松齿5,防松齿5挤压持握条1的连接部12,将连接部12压入让位孔4内。
41.本技术实施例1的实施原理为:将持握条1的连接部12放置在支撑板2的安装部22上,弯折翼板3将持握条1夹紧在支撑板2上。对翼板3进行冲压,冲压成型防松齿5,并通过防松齿5将持握条1的连接部12压入让位孔4内。
42.使防松块贯穿持握条1并插入让位孔4内,即完成纸提把的生产加工。
43.实施例2
44.参照图3,实施例2与实施例1区别在于:翼板3的顶面上一体成型有多个防松齿5,防松齿5呈圆锥型,让位孔4间隔排布有两个。弯折翼板3的过程中,防松齿5逐渐有尖端朝上转变为尖端朝下,防松齿5穿刺持握条1的连接部12并延伸至让位孔4内。防松齿5阻挡持握条1从翼板3与支撑板2之间间隙中松脱的趋势,提升持握条1与支撑板2连接的稳定性。防松齿5插入让位孔4,阻挡持握部11从防松齿5上松脱的趋势,进一步提升持握条1与防松齿5的连接稳定性。
45.本技术实施例2的实施原理为:将持握条1的连接部12放置在支撑板2的安装部22上,弯折翼板3使防松块贯穿持握条1并插入让位孔4内,即完成纸提把的生产加工。
46.实施例3
47.参照图4,实施例3与实施例1区别在于:翼板3设置在支撑板2长度方向一端,且每块支撑板2上仅一体成型有一块翼板3。翼板3的顶面上一体成型有多个防松齿5,防松齿5呈圆锥型,让位孔4间隔排布有两个。
48.本技术实施例3的实施原理为:将持握条1的连接部12放置在支撑板2的安装部22上,弯折持握条1长度方向两端的两块翼板3,使防松块贯穿持握条1并插入让位孔4内,即完成纸提把的生产加工。
49.实施例4
50.参照图5和图6,实施例4与实施例1区别在于:翼板3的顶面上一体成型有多个防松齿5,防松齿5呈圆柱状,让位孔4间隔排布有两个。防松齿5的顶端一体成型有锁紧块6,锁紧块6排布在防松齿5的侧壁上。锁紧块6的外径沿竖直向下方向逐渐增大。防松齿5的侧壁上开设有让位槽7,让位槽7的长度方向沿竖直方向延伸,让位槽7沿防松齿5的圆周方向均匀间隔排布有多条,多条让位槽7相互连通。让位槽7将防松齿5等分成多份,防松齿5穿过让位孔4时,多块锁紧块6带动防松块相互靠近。防松齿5穿过让位孔4后,在自身材料的回弹作用下,锁紧块6相互远离,使防松齿5与让位孔4内壁贴合,锁紧块6阻挡防松齿5从让位孔4中松脱的趋势,提升翼板3弯折后的稳定性。
51.本技术实施例4的实施原理为:将持握条1的连接部12放置在支撑板2的安装部22上,弯折翼板3使防松块贯穿持握条1并插入让位孔4内,使锁紧块6完全贯穿让位孔4,即完成纸提把的生产加工。
52.实施例5
53.参照图7和图8,实施例5与实施例1区别在于:翼板3的顶面上一体成型有多个防松齿5,防松齿5呈圆柱状,让位孔4间隔排布有两个。防松齿5的顶面上开设有膨胀孔9,防松齿5的侧壁上开设有与膨胀孔9连通的变形槽8,变形槽8的长度方向与防松齿5的高度方向平行,变形槽8沿防松齿5的圆周方向间隔排布有多条。向膨胀孔9内插入硬物,使膨胀孔9向外
膨胀,使防松齿5的侧壁向远离防松齿5轴线方向翻折,实现防松齿5在支撑板2上的锁定。
54.本技术实施例5的实施原理为:将持握条1的连接部12放置在支撑板2的安装部22上,弯折翼板3使防松块贯穿持握条1并插入让位孔4内,取用硬物插入膨胀孔9内将膨胀孔9撑开,防松齿5的侧壁向外翻折与支撑板2底面贴合,即完成纸提把的生产加工。
55.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1