一种三通类产品自动上料装置的制作方法
1.本实用新型涉及一种上料装置,特别是一种三通类产品自动上料装置。
背景技术:
2.三通又称管件三通或者三通管件,三通接头等。主要用于改变流体方向的,用在主管道要分支管处。在对三通的支路进行加工、处理时,需要利用三通专用夹头将其固定,然后利用刀具实施操作。但由于三通的形状特殊(整体呈t字型),因此如何实现自动上料一直是一个难以解决的问题,传统上仍然采用人工上料的方式进行操作,这种方式的工作效率低,工人劳动量大,严重的制约了生产效率。因此现在需要一种能够解决上述问题的方法或装置。
技术实现要素:
3.本实用新型是为了解决现有技术所存在的上述不足,提出一种结构简单,设计巧妙,布局合理,且可对三通产品实现高效率、自动化上料的上料装置。
4.本实用新型的技术解决方案是:一种三通类产品自动上料装置,其特征在于:所述的上料装置包括倾斜分布的第一接料板1,所述第一接料板1的底端设置有挡块2和与挡块2位置相配的感应器3,所述上料装置还包括与第一接料板1相互垂直的直线气缸4,所述直线气缸4的工作轴能够穿过开设在第一接料板1侧壁上的过孔,而所述过孔位于感应器3的下方,在第一接料板1远离直线气缸4的侧壁上还设置有送料通道5,所述送料通道5的底部设置有姿态调整斜面6,同时所述上料装置还包括三通专用夹头7,在三通专用夹头7的下方还设置有倾斜分布的第二接料板8,所述第二接料板8出口端的下方则设置有接料容器。
5.本实用新型同现有技术相比,具有如下优点:
6.本种结构形式的三通类产品自动上料装置,其结构简单,设计巧妙,布局合理,它针对三通类产品的结构特点,设计出一套特殊的上料结构,它能够让三通产品按照特定的姿态停留在特定的位置,并利用直线气缸将其推送到三通专用夹头中,并在推送过程中利用一个斜面来调整三通产品的姿态,以保证产品能够顺畅地自动进入专用夹头中,以实现产品的装夹和加工。并且这种自动上料装置的制作工艺简单,制造成本低廉,因此可以说它具备了多种优点,特别适合于在本领域中推广应用,其市场前景十分广阔。
附图说明
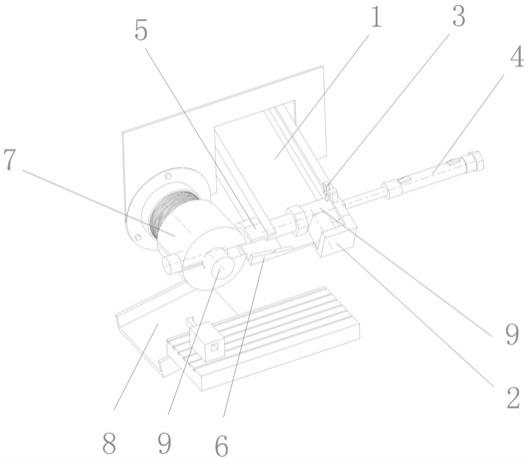
7.图1是本实用新型实施例的工作状态示意图(方向一)。
8.图2是本实用新型实施例的工作状态示意图(方向二)。
具体实施方式
9.下面将结合附图说明本实用新型的具体实施方式。如图1、图2所示:一种三通类产品自动上料装置,它包括倾斜分布的第一接料板1,所述第一接料板1的底端设置有挡块2和
与挡块2位置相配的感应器3,所述上料装置还包括与第一接料板1相互垂直的直线气缸4,所述直线气缸4的工作轴能够穿过开设在第一接料板1侧壁上的过孔,而所述过孔位于感应器3的下方,在第一接料板1远离直线气缸4的侧壁上还设置有送料通道5,所述送料通道5的底部设置有姿态调整斜面6,同时所述上料装置还包括三通专用夹头7,在三通专用夹头7的下方还设置有倾斜分布的第二接料板8,所述第二接料板8出口端的下方则设置有接料容器。
10.本实用新型实施例的三通类产品自动上料装置的工作过程如下:需要进行加工的三通工件9从料库中逐个地运送到本装置的第一接料板1上,由于三通工件9整体呈t型,其需要进行加工的支路端有一定的重量,因此当三通工件9沿着倾斜分布的第一接料板1向下滑动时,其需要加工的支路端方向是向下的(如图1、图2所示),当支路端与挡块2接触后停止,此时三通工件9位于上料位处,
11.感应器3检测到上料位存在工件,则向控制系统发出信号,控制系统控制直线气缸4工作,直线气缸4的工作轴穿过第一接料板1侧壁上的过孔后,将三通工件9向三通专用夹头7的方向推动,三通工件9运动的过程中,其支路端会沿着姿态调整斜面6运动,并在姿态调整斜面6的作用下发生转动,当三通工件9最终通过送料通道5排出时,支路端切好调整至与三通专用夹头7上的夹持口相匹配的位置,此时三通工件9便可顺畅地进入三通专用夹头7中,当直线气缸4行进至最大行程时,说明三通工件9已经到位,控制系统便会控制三通专用夹头7夹紧,然后刀具便会对三通工件9的支路端(突出于三通专用夹头7的部分)进行加工处理,加工结束后三通专用夹头7松开并旋转90度,三通工件9下落至第二接料板8上,并沿着倾斜的第二接料板8向下滑落到接料容器中,至此完成一个三通工件9的自动化上料与加工操作。
技术特征:
1.一种三通类产品自动上料装置,其特征在于:所述的上料装置包括倾斜分布的第一接料板(1),所述第一接料板(1)的底端设置有挡块(2)和与挡块(2)位置相配的感应器(3),所述上料装置还包括与第一接料板(1)相互垂直的直线气缸(4),所述直线气缸(4)的工作轴能够穿过开设在第一接料板(1)侧壁上的过孔,而所述过孔位于感应器(3)的下方,在第一接料板(1)远离直线气缸(4)的侧壁上还设置有送料通道(5),所述送料通道(5)的底部设置有姿态调整斜面(6),同时所述上料装置还包括三通专用夹头(7),在三通专用夹头(7)的下方还设置有倾斜分布的第二接料板(8),所述第二接料板(8)出口端的下方则设置有接料容器。
技术总结
本实用新型公开一种三通类产品自动上料装置,包括倾斜分布的第一接料板(1),所述第一接料板(1)的底端设置有挡块(2)和与挡块(2)位置相配的感应器(3),所述上料装置还包括与第一接料板(1)相互垂直的直线气缸(4),所述直线气缸(4)的工作轴能够穿过开设在第一接料板(1)侧壁上的过孔,而所述过孔位于感应器(3)的下方,在第一接料板(1)远离直线气缸(4)的侧壁上还设置有送料通道(5),所述送料通道(5)的底部设置有姿态调整斜面(6),同时所述上料装置还包括三通专用夹头(7),在三通专用夹头(7)的下方还设置有倾斜分布的第二接料板(8),所述第二接料板(8)出口端的下方则设置有接料容器。器。器。
技术研发人员:许炳渊
受保护的技术使用者:国泰精密机件(大连)有限公司
技术研发日:2021.04.29
技术公布日:2021/12/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1