一种自动包装机合片输送单元及设备的制作方法
1.本实用新型实施例涉及但不限于龙骨自动包装机设备领域,更具体地,涉及一种自动包装机合片输送单元及设备。
背景技术:
2.现有的自动包装机合片输送设备在龙骨自动包装机在翻扣合片过程当中,对龙骨合片过程提高稳定性,由于未改进之前龙骨在切断后经过输送皮带横向移动,移动到合片止挡位置,经过光电信号,给定合片动作,合片动作由气路系统连接的合片机械结构,完成合片动作,后输送到下一步动作,由于产品本身有涂油防锈功能,产品上附着一层油脂,造成在皮带上打滑以及反弹现象,从而导致合片动作不稳定,会产生翻扣合片不准确或无法合片。
技术实现要素:
3.本实用新型实施例提供了一种自动包装机合片输送单元及设备,能够有效提高合片的稳定性。
4.本实用新型实施例提供一种自动包装机合片输送单元包括:用于输送龙骨的输送机、设于所述输送机的龙骨合片止档位置的止档装置及合片机械结构,自动包装机合片输送单元还包括设于所述合片止档位置的磁性元件。
5.在一个示例性实施例中,磁性元件的长度大于或等于预合片的龙骨宽度之和。
6.在一个示例性实施例中,磁性元件下方还设有的可调磁性角铁,所述角铁设有上、下可调的长孔以调节磁性元件的磁力大小。
7.在一个示例性实施例中,磁性元件为磁性钢条。
8.在一个示例性实施例中,磁性元件设于所述输送机的侧面。
9.在一个示例性实施例中,输送机侧边设有安装架,所述磁性元件通过连接件安装于所述安装架。
10.在一个示例性实施例中,输送机包括机架、设于所述机架上的传送带、及带动所述传送带运动的电机。本实用新型实施例还提供一种自动包装机合片输送设备,包括多个所述的自动包装机合片输送单元,多个所述包装机合片输送单元并排设置。
11.在一个示例性实施例中,自动包装机合片输送设备还包括气路系统,所述气路系统包括气缸、与气缸连接的第一气路和第二气路;所述第一气路与止档装置连接,所述第二气路与合片机械结构连接。
12.在一个示例性实施例中,自动包装机合片输送设备还包括位置感应装置、与所述位置感应装置和气路系统连接的控制器,所述控制器设置成当接收到位置感应装置感应到龙骨到达预定位置时,依次控制气路系统带动自动包装机合片输送单元的止档装置和合片机械结构进行工作。在本实用新型实施例中,通过在输送机的龙骨合片止档位置设置磁性元件,从而能够在龙骨输送到止挡位置的时候,磁性元件产生对龙骨的吸附力,防止龙骨在
皮带上运行产生撞击。
13.本实用新型实施例的其它特征和优点将在随后的说明书中阐述。
附图说明
14.附图用来提供对本实用新型技术方案的进一步理解,并且构成说明书的一部分,与本技术的实施例一起用于解释本实用新型的技术方案,并不构成对本实用新型技术方案的限制。
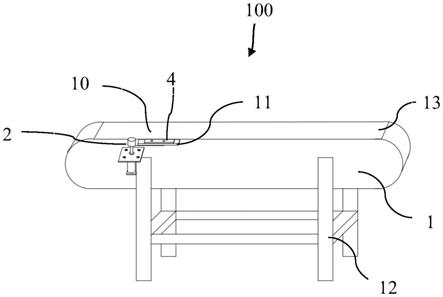
15.图1为本实用新型实施例自动包装机合片输送单元示意图;
16.图2为本实用新型实施例自动包装机合片输送设备示意图。
具体实施方式
17.文中将结合附图对本实用新型的实施例进行说明。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互任意组合。
18.如图1所示,本实用新型实施例提供了一种自动包装机合片输送单元100 包括用于输送龙骨的输送机1、设于输送机1的龙骨合片止档位置10的止档装置2及合片机械结构3(参图2所示)。自动包装机合片输送单元还包括设于合片止档位置10的磁性元件4。
19.本实用新型实施例通过在输送机1的龙骨合片止档位置10设置磁性元件 4,从而能够在龙骨5(参图2所示)输送到止挡位置10的时候,磁性元件4 产生对龙骨5的吸附力,防止龙骨5在皮带上运行产生撞击。
20.如图1所示,磁性元件4为条状,长度大于或等于预合片的龙骨5的宽度之和。磁性元件4的下方还设有可调磁性的角铁(未图示)。角铁设有上、下可调的长孔以调节磁性元件的磁力大小。
21.本实施例中磁性元件4采用磁性钢条,在其他实施方式中也可采用磁铁等材质,在此不做限定。
22.本实施例中预合片的龙骨5包括两个,磁性元件4的长度设置为等于两个龙骨的宽度之和。
23.本实施例中磁性元件4设于输送机1的侧面。具体的,输送机1侧边设有安装架11,磁性元件4通过连接件安装于安装架11。其中,连接件可采用自攻螺钉。
24.输送机1包括机架12、设于机架12上的传送带13、及带动传送带13运动的电机(未图示)。
25.如图2所示,本实用新型还提供一种自动包装机合片输送设备200,包括多个上述自动包装机合片输送单元100,多个包装机合片输送单元100并排设置。多个包装机合片输送单元100通过传动轴20串联。传动轴20与电机连接。
26.本实施例中自动包装机合片输送设备200还包括气路系统(未图示),气路系统包括气缸、与气缸连接的第一气路和第二气路;第一气路与止档装置2连接,第二气路与合片机械结构3连接。
27.本实施例中,自动包装机合片输送设备还包括位置感应装置(未图示)、与位置感应装置和气路系统连接的控制器(未图示),控制器设置成当接收到位置感应装置感应到龙骨到达预定位置时,依次控制气路系统带动止档装置2和合片机械结构3进行工作。
28.本实用新型实施例通过在输送机1的龙骨合片止档位置10设置磁性元件 4,从而能够在龙骨5输送到止挡位置的时候,磁性元件4产生对龙骨5的吸力,防止龙骨5在皮带上运行产生撞击。
29.本实用新型实施例的自动包装机合片输送单元100在工作时,输送机1 的传送带将第一根龙骨5运送达止挡位置10的时候,磁性元件4的产生对龙骨5的吸附力,从而防止龙骨5在输送带上运行产生撞击,待第二根龙骨(未图示)到达止挡位置10后,磁性元件4的同样对第二根龙骨产生吸力,此时产生合片信号,气路系统带动合片机械结构3将第二根龙骨逆时针旋转180 度,达到两根龙骨合在一起,完成合片动作。
30.本实用新型实施例的自动包装机合片输送单元200在工作时,多台自动包装机合片输送单元100同时输送一根或者多个龙骨5进行龙骨合片,每台自动包装机合片输送单元100的操作与上述相同,不再赘述。
31.在本文的描述中,术语“多个”指两个或更多个。在本文的描述中,需要说明的是,术语“上”、“下”、“一侧”、“另一侧”、“一端”、“另一端”、“边”、“相对”、“四角”、“周边”、
““
口”字结构”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的结构具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
32.在本文的描述中,除非另有明确的规定和限定,术语“连接”、“直接连接”、“间接连接”、“固定连接”、“安装”、“装配”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;术语“安装”、“连接”、“固定连接”可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
33.虽然本实用新型所揭露的实施方式如上,但所述的内容仅为便于理解本实用新型而采用的实施方式,并非用以限定本实用新型。任何本实用新型所属领域内的技术人员,在不脱离本实用新型所揭露的精神和范围的前提下,可以在实施的形式及细节上进行任何的修改与变化,但本实用新型的专利保护范围,仍须以所附的权利要求书所界定为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1