一种生鲜包膜机的制作方法
1.本实用新型涉及包装设备技术领域,具体涉及一种生鲜包膜机。
背景技术:
2.蔬菜水果、肉类等鲜食产品的分装售卖过程中,基于对产品的保鲜考虑,会采用保鲜膜对产品进行包裹,以达到保鲜的目的。
3.随着人们生活的改变,人们对鲜食产品的分装购买的需求量越来越大;同时,电商的崛起,使人们的购物方式也逐渐由线下向线上转变,线上购买鲜食产品及送货上门的方式越来越普通,导致商家对鲜食产品的快速包膜的需求越来越急迫。然而,目前可实现快速鲜食产品包膜的包装设备极其缺乏,且包膜效果差,容易存在包膜不实的问题。
4.另外,包膜售卖的鲜食产品的外表会贴上标签,显示包装日期和重量等信息。目前的鲜食产品包膜完成后,基本依靠人工进行转移称重,再进行贴标,效率低。
技术实现要素:
5.为满足目前市场对生鲜产品的快速包装的需求,本实用新型提供了一种生鲜包装机。
6.本实用新型的目的通过如下技术方案实现。
7.一种生鲜包膜机,包括送料机构、放膜机构、拉膜机构以及包膜机构;
8.在所述生鲜包膜机上具有包膜工位;所述拉膜机构与所述放膜机构相对设置在所述包膜工位两侧,且所述拉膜机构可将所述放膜机构放卷的薄膜拉伸横跨所述包膜工位;
9.所述送料机构可将生鲜产品顶升推送至所述包膜工位,并使横跨所述包膜工位的薄膜包覆在生鲜产品的顶部;所述包膜机构可驱使包覆生鲜产品顶部后的薄膜的底部对生鲜产品的底部进行包覆。
10.在优选的实施例中,所述送料机构包括送料驱动件、托盘支架以及移动滑轨;所述托盘支架滑动设置在所述移动滑轨上,所述送料驱动件与所述托盘支架传动连接,并可驱使所述托盘支架在所述移动滑轨的导向下进行至少沿水平方向以及竖直方向的滑行移动。
11.在更优选的实施例中,所述移动滑轨包括水平滑轨以及竖直滑轨;所述水平滑轨以及所述竖直滑轨可分别对所述托盘支架进行沿水平方向以及竖直方向的滑行移动导向。
12.在优选的实施例中,所述放膜机构包括放膜卷轴以及压膜组件;所述压膜组件设置在所述放膜卷轴的出料端侧;包膜作业时,所述放膜卷轴放卷的薄膜经过所述压膜组件后,再由所述拉膜机构进行拉膜;
13.所述压膜组件包括上压膜爪、下压膜爪以及压膜驱动件,所述压膜驱动件可驱使所述下压膜爪与所述上压膜爪相互靠近进行夹持压膜。
14.在更优选的实施例中,所述放膜卷轴的出料端与所述压膜组件的进料端之间设置有切膜组件;
15.所述切膜组件包括切刀以及切膜驱动件,所述切膜驱动件可驱使所述切刀对薄膜
进行切断。
16.在优选的实施例中,所述拉膜机构包括拉膜组件,其中,所述拉膜组件可线性移动的设置在所述包膜工位上;
17.所述拉膜组件包括上夹爪、下夹爪以及夹持驱动件;所述夹持驱动件可驱使所述上夹爪与所述下夹爪相互靠近进行夹膜。
18.在优选的实施例中,所述包膜机构包括x轴包膜板以及y轴包膜板;所述x轴包膜板可沿x轴往复移动的设置在所述包膜工位上,所述y轴包膜板可沿y轴往复移动的设置在所述包膜工位上。
19.在更优选的实施例中,所述x轴包膜板为两块,且两块的所述x轴包膜板可同步联动向所述包膜工位的中心合拢靠近或相互分离;
20.和/或,所述y轴包膜板可沿y轴由所述包膜工位的一侧至另一侧进行往复移动。
21.在优选的实施例中,所述包膜工位上设置有下料推板;所述下料推板可由所述包膜工位的一侧至另一侧进行往复移动。
22.进一步的,所述包膜工位上、与所述下料推板相对的另一侧设置有下料位。
23.在优选的实施例中,上述任一项所述的生鲜包膜机,所述送料机构的进料端侧设置有称重系统,和/ 或,所述生鲜包膜机上设置有标签打印系统。
24.进一步的,所述标签打印系统包括标签打印机或激光打标机。
25.更优选的实施例中,所述送料机构的进料端侧设置有称重系统,且所述生鲜包膜机上设置有标签打印系统,所述称重系统及所述标签打印系统均与控制模块连接。
26.与现有技术相比,本实用新型具有如下优点和有益效果:
27.本实用新型的生鲜包膜机,依据包膜的工序设置送料机构、放膜机构、拉膜机构以及包膜机构,各机构协同分工,可快速实现生鲜产品的包膜,生产效率高,包膜质量好,从而有效满足生鲜产品在大量分装售卖过程中的需求,并有效节约大量人力。
28.此外,该生鲜包膜机上可设置均与控制模块连接的称重系统以及标签打印系统,从而在生鲜产品进料进行包膜过程中即可快速自动完成称重及相应标签信息生成,并在包膜完成后可快速完成贴标或打标,更省时省力,进一步提高生产效率。
附图说明
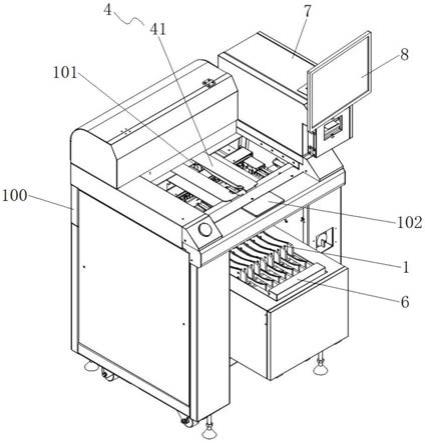
29.图1为具体实施例中本实用新型的生鲜包膜机的整体结构示意图;
30.图2为具体实施例中本实用新型的生鲜包膜机的局部内部可视的结构示意图;
31.图3为具体实施例中本实用新型的生鲜包膜机的内部结构示意图;
32.图4为送料机构的结构示意图;
33.图5为放膜机构中的压膜组件的正视结构示意图;
34.图6为压膜组件中的压膜部件的侧视结构示意图;
35.图7为压膜组件中压膜部件设置在限位固定板上的结构示意图;
36.图8为放膜机构中的切膜组件的结构示意图;
37.图9为拉膜机构的结构示意图;
38.附图标注:100
‑
壳体,101
‑
包膜工位,102
‑
下料位,1
‑
送料机构,11
‑
送料驱动件,12
‑
托盘支架,13
‑ꢀ
移动滑轨,131
‑
水平滑轨,132
‑
竖直滑轨,2
‑
放膜机构,21
‑
放膜卷轴,22
‑
压膜组件,221
‑
上压膜爪,222
‑ꢀ
下压膜爪,223
‑
压膜驱动件,224
‑
弹片固定板,225
‑
回弹弹片,226
‑
限位块,2261
‑
夹膜导向斜面,227
‑
限位固定板,23
‑
切膜组件,231
‑
切刀,232
‑
切膜驱动件,3
‑
拉膜机构,31
‑
拉膜组件,311
‑
上夹爪,312
‑
下夹爪,313
‑
夹持驱动件,314
‑
旋转轴,32
‑
拉膜滑行驱动组件,4
‑
包膜机构,41
‑
x轴包膜板,42
‑
y轴包膜板, 5
‑
下料推板,6
‑
称重系统,7
‑
标签打印系统,8
‑
触控电脑。
具体实施方式
39.以下结合具体实施例及附图对本实用新型的技术方案作进一步详细的描述,但本实用新型的保护范围及实施方式不限于此。
40.在具体的实施例描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者该发明产品使用时惯常摆放的方位或位置关系,仅用于区分描述,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的结构或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制,更不能理解为指示或暗示相对重要性。
41.除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
42.本实用新型的生鲜包膜机,用于对生鲜食品进行覆膜的自动化包膜包装,有效节约大量人力,提高生产效率。其中,可选的,包膜采用的薄膜包括pvc薄膜或pe薄膜。
43.请参见图1~图3所示,依据包膜的工序,该生鲜包膜机包括送料机构1、放膜机构2、拉膜机构3 以及包膜机构4。具体可选的,该包膜机设置在一机架体上,在该包膜机的外部包覆设置有壳体100,对整机的内部结构包括送料机构1、放膜机构2、拉膜机构3以及包膜机构4等进行保护。
44.其中,该生鲜包膜机上具有包膜工位101。作为包膜作业的工位,生鲜产品的包膜工作由各包膜作业机构在该包膜工位101上协同完成。
45.进行包膜作业时,放膜机构2将薄膜进行放卷展开;其中,所述拉膜组件3与所述放膜组件2相对设置在所述包膜工位101两侧,且所述拉膜机构3可将所述放膜机构2放卷的薄膜拉伸横跨所述包膜工位101;拉膜机构3完成拉膜后,放膜机构2与拉膜机构3均压紧及夹紧薄膜,此后切断薄膜,放膜机构 2与拉膜机构3之间拉紧的、位于包膜工位101的整张薄膜即可用于薄膜;而所述送料机构1可将生鲜产品顶升推送至所述包膜工位101,并使横跨所述包膜工位101的薄膜包覆在生鲜产品的顶部;所述包膜机构4可驱使包覆生鲜产品顶部后的薄膜的底部对生鲜产品的底部进行包覆。如此,由各作业机构的协同作用,完成对生鲜产品的包膜。
46.具体的,请再参见图1~图3所示,送料机构1设置在包膜工位101的下方,可将上料的生鲜产品至少沿水平方向输送并至少沿竖直方向顶升至包膜工位101上。
47.在优选的实施例中,请参见图4所示,所述送料机构1包括送料驱动件11、托盘支架
12以及移动滑轨13。其中,所述托盘支架12滑动设置在所述移动滑轨13上,所述送料驱动件11与所述托盘支架12 传动连接,并可驱使所述托盘支架12在所述移动滑轨13的导向下进行至少沿水平方向以及竖直方向的滑行移动。进行送料过程中,送料驱动件11驱动托盘支架12沿水平方向进行输送转移,驱动托盘支架 12沿竖直方向进行顶升至包膜工位101上。
48.由图4具体示出的实施例中,所述移动滑轨13包括水平滑轨131以及竖直滑轨132;所述水平滑轨 131以及所述竖直滑轨132可分别对所述托盘支架12进行沿水平方向以及竖直方向的滑行移动导向。具体的,托盘支架12滑动连接在竖直滑轨132上,而竖直滑轨132滑动连接在水平滑轨131上;送料驱动件11通过链条链轮组合与托盘支架12传动连接,通过驱动链条水平移动带动托盘支架12并在水平滑轨 131的导向下沿水平方向移动,而在链条移动进行上下转向过程中带动托盘支架12并在竖直滑轨132的导向下沿竖直方向移动。
49.进一步可选的,请再参见图4所示,托盘支架12的左右两侧均通过移动滑轨13设置在框型的安装固定板上,从而可实现平稳移动;托盘支架12的左右两侧均通过链条链轮进行传动,且由单一的送料驱动件11与其中一侧的链条链轮直接传动连接,而两侧的链条链轮之间通过传动轮轴进行传动连接。可选的,送料驱动件11为伺服电机。
50.请再参见图2和图3所示,所述放膜机构2包括放膜卷轴21以及压膜组件22。其中,所述压膜组件 22设置在所述放膜卷轴21的出料端侧。包膜作业时,由放膜卷轴21对薄膜进行放卷,而所述放膜卷轴 21放卷的薄膜经过所述压膜组件22后,再由所述拉膜机构3进行拉膜。
51.薄膜放卷经过压膜组件22后的拉膜过程中,具体的,压膜组件22将穿过其中的薄膜先压紧后,拉膜机构3移动至压膜组件22上,对被压紧的薄膜进行夹持;而后拉膜机构3开始拉膜,同时压膜组件22 释放薄膜,配合进行压膜。当拉膜到位后,拉膜机构3停止拉膜,压膜组件22继续进行夹紧薄膜,切断薄膜,由拉膜机构3及压膜组件22拉紧整张铺展的薄膜。
52.在优选的实施例中,请参见图5所示,所述压膜组件22包括上压膜爪221、下压膜爪222以及压膜驱动件223。其中,所述压膜驱动件223作为动力源,可驱使所述下压膜爪222与所述上压膜爪221相互靠近进行夹持压膜。具体的,由图5示出的实施例中,上压膜爪221固定设置在安装底座的上方,下压膜爪222对应设置在上压膜爪221的下方,压膜驱动件223设置在安装底座上、并下压膜爪222的下方。放膜机构2进行薄膜放卷时,放卷的薄膜可进入至相互分离后的上压膜爪221与下压膜爪222之间,在上压膜爪221与下压膜爪222相互合拢后则对薄膜进行夹持。
53.其中,请参见图7所示,下压膜爪222安装在弹片固定板224上,弹片固定板224沿前后方向限位安装在限位固定板227上,仅能沿上下方向具有位移;此外,请参见图6所示,弹片固定板224的底部固定连接有回弹弹片225,且回弹弹片225被限位固定板227上的限位螺栓沿上下方向限位卡接;而压膜驱动件223通过旋转摆臂与弹片固定板224的底端作用连接。如此,当压膜驱动件223启动时,可通过旋转摆臂传动驱使由弹片固定板224、回弹弹片225及下压膜爪222构成的压膜部件向上限位移动,使下压膜爪22靠近上压膜爪221并进行压膜;当压膜完成后,压膜驱动件223停止作用,压膜部件可在回弹弹片225的弹性作用及自身重力作用下自行复位。
54.可选的,压膜驱动件223为电磁铁,内部具有电芯,具有灵敏的反应,使压膜动作迅捷、稳定,且使用成本低廉。和/或,旋转摆臂的与弹片固定板224作用连接的一端上设置有
轴承,旋转摆臂通过轴承与弹片固定板224作用连接,以滚动接触顶压驱使压膜部件向上移动。
55.并且,上压膜爪221与下压膜爪222均为多个,多个的下压膜爪222分组设置为多组,各组的下压膜爪222由独立的压膜驱动件223作为动力驱动,从而可根据需要调整每个压膜驱动件223松开压膜的时间,以实现不同的压膜动作。
56.进一步的,采用的下压膜爪222为弹性压爪,包括不锈钢材质的钢片,具有良好的压膜效果,对薄膜损伤小。请再参见图5~图7所示,在弹片固定板224上还设置有限位块226,限位块226位于下压膜爪222的下方、并对应设置有限位台阶,可对所述下压膜爪222的弹性极限压缩量进行限制,避免下压膜爪222在压膜过程中过度受压而不能恢复原状,有效保障下压膜爪222的使用寿命。
57.此外,在限位块226的前端侧,设置具有夹膜导向斜面2261。其中,夹膜导向斜面2261与下压膜爪 222及上压膜爪221错开,夹膜导向斜面2261为由前至后向上延伸的斜面,且夹膜导向斜面2261连通至压膜部件的内部。在上压膜爪221与下压膜爪222进行压膜后,由拉膜机构3的夹持部位可沿夹膜导向斜面2261进入至压膜部件的内部,方便对压定的薄膜进行夹持。
58.在优选的实施例中,所述放膜卷轴21的出料端与所述压膜组件22的进料端之间设置有切膜组件23,可对完成拉膜后的薄膜进行切断。
59.请参见图8所示,所述切膜组件23包括切刀231以及切膜驱动件232,所述切膜驱动件232可驱使所述切刀231对薄膜进行切断。
60.具体的,切膜驱动件232安装在固定安装板上,切刀231安装在切刀架上,切膜驱动件232设置位于切刀架的下方并通过旋转摆臂与切刀架的下方传动连接。当收到切膜信号后,切膜驱动件232启动,驱动旋转摆臂进行摆动,从而驱使切刀架带动切刀231向上摆动进行切膜。
61.可选的,切膜驱动件232为电磁铁,内部具有电芯,具有灵敏的反应,使切膜动作迅捷、稳定,且使用成本低廉。进一步的,设置有多个呈首尾串联的排布方式布置的切膜驱动件232对切刀231进行切膜驱动,在保证足够的驱动力同时使整体空间占用率小;且相邻的旋转摆臂连接切膜驱动件232的一端之间通过连接件连接,进行同步摆动传递,可增强切刀231的切断成功率。
62.在优选的实施例中,所述拉膜机构3包括拉膜组件31,其中,所述拉膜组件31可线性移动的设置在所述包膜工位101上。具体的,在包膜工位101上设置有拉膜滑行驱动组件32,拉膜滑行驱动组件32 包括沿前后方向走向的直线滑轨,所述拉膜组件31滑动设置在所述直线滑轨上,并由电机及皮带传动驱动进行前后线性移动。
63.进行薄膜作业过程中,开始拉膜前,拉膜组件31由拉膜滑行驱动组件32驱使向后移动至压膜组件 22处并进行夹膜;拉膜组件31夹持薄膜后,在拉膜滑行驱动组件32的驱动下向前移动,在向前移动过程中,即可将夹持的薄膜横跨包膜工位101的进行拉展。
64.请参见图9所示,优选的实施例中,所述拉膜组件31包括上夹爪311、下夹爪312以及夹持驱动件 313,其中,所述夹持驱动件313可驱使所述上夹爪311与所述下夹爪312相互靠近进行夹膜。
65.具体的,上夹爪311设置在夹膜安装座的顶部,下夹爪312通过旋转轴314活动设置
在夹膜安装座上、并对应位于上夹爪311的下方,夹持驱动件313通过旋转摆臂与旋转轴314传动连接。当夹持驱动件313启动时,可通过旋转摆臂驱使旋转轴314旋转,并带动下夹爪312向上转动靠近上夹爪311,实现夹膜。可选的,夹持驱动件313为电磁铁,内部具有电芯,具有灵敏的反应,使夹膜动作迅捷、稳定,且使用成本低廉。
66.进一步的,上夹爪311与下夹爪312均为多个,多个的下夹爪312分组设置为多组,各组的下夹爪312由独立的夹持驱动件313传动驱动,从而可根据需要调整每个夹持驱动件313松开夹膜的时间,以实现不同的夹膜动作。
67.此外,下夹爪312的底部为与压膜组件22的限位块226上的夹膜导向斜面2261对应的斜面,进行拉膜过程中,下夹爪312可沿夹膜导向斜面2261精确定位伸入至压膜部件内进行夹膜。
68.在优选的实施例中,请再参见图1~图3所示,所述包膜机构4包括x轴包膜板41以及y轴包膜板 42。其中,所述x轴包膜板41通过直线滑轨及电机皮带传动驱动可沿x轴往复移动的设置在所述包膜工位101上,所述y轴包膜板42通过直线滑轨及电机皮带传动驱动可沿y轴往复移动的设置在所述包膜工位101上。
69.进行包膜作业时,在送料机构1将生鲜产品送料顶升至包膜工位101实现对生鲜产品顶部的包膜后,由x轴包膜板41以及y轴包膜板42动作可分别从x轴和y轴方向将整张薄膜的底部包覆在生鲜产品的底部,从而对生鲜产品完成整体的包膜。
70.具体的,所述x轴包膜板41为两块,且两块的所述x轴包膜板41可同步联动向所述包膜工位101 的中心合拢靠近或相互分离;y轴包膜板42为一块,且所述y轴包膜板42可沿y轴由所述包膜工位101 的一侧至另一侧进行往复移动。并且,y轴包膜板42位于x轴包膜板41的下方。
71.进一步的,在y轴包膜板42的下方设置有x轴预包膜板,在送料机构1将生鲜产品送料顶升至包膜工位101实现对生鲜产品顶部的包膜后,由x轴预包膜板可将整张薄膜的底部初步预包覆在生鲜产品的底部,再由x轴包膜板41进行最终包覆。可选的,x轴预包膜板为两块,且两块的所述x轴预包膜板可同步联动向所述包膜工位101的中心合拢靠近或相互分离。
72.另外,请再参见图3所示,所述包膜工位101上设置有下料推板5;所述下料推板5设置在直线滑轨上,并通过电机及皮带传动可由所述包膜工位101的一侧至另一侧进行往复移动。
73.具体的,下料推板5的初始位置位于包膜工位101的后侧。当生鲜产品完成包膜后,即可由下料推板将生鲜产品进行推出下料,实现快捷自动下料,保障整体包膜作业流水线的流畅。
74.而且,下料推板5可翻转的设置在推板架上,推料前向推板架的后端翻转并位于初始状态,推料时向推板架的前端翻转并进入至工作位进行推料。
75.进一步的,所述包膜工位101上、与所述下料推板5相对的另一侧设置有下料位102。由下料推板5 推动下料的包膜的生鲜产品,直接下料至下料位102处,方便取料。
76.在另外优选的实施例中,基于生鲜产品的称重及打标需要,该生鲜包膜机还可设置有称重系统6和/ 或标签打印系统7。
77.具体的,请再参见图1和图2所示,示出的具体实施例中,称重系统6设置在送料机
构1的进料端侧,称重系统6包括称重托盘及电子称;而标签打印系统7设置在生鲜包膜机的出料处。并且,所述称重系统6及所述标签打印系统7均与控制模块连接。
78.包膜作业时,生鲜产品上料至称重系统6的称重托盘,称重系统6的电子秤读取重量,并将数据传输至控制模块,控制模块发出指令至标签打印系统7根据读取的数据生成标签信息。在生鲜产品完成包膜后,即可将标签打印系统7生成的标签信息附在生鲜产品上。
79.可选的,所述标签打印系统7包括标签打印机或激光打标机。采用标签打印机时,标签打印机获取控制模块发出的指令后生成标签信息并打印出标签,待生鲜产品完成包膜后,即可将标签贴在生鲜产品上;而采用激光打标机时,激光打标机获取控制模块发出的指令后生成标签信息,并在生鲜产品完成包膜下料移动至下料位102时,由激光打标机进行光刻打标。
80.在另外优选的实施例中,该生鲜包膜机上设置有工控的触控电脑8。其中,触控电脑8上设置有中控触摸屏,并设置有控制模块。而且,送料机构1、放膜机构2、拉膜机构3、包膜机构4、称重系统6以及标签打印系统7等各机构均与触控电脑8控制连接。
81.以上实施例仅为本实用新型的较优实施例,仅在于对本实用新型的技术方案作进一步详细的描述,但上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例,本实用新型的保护范围及实施方式不限于此,任何未脱离本实用新型精神实质及原理上所做的变更、组合、删除、替换或修改等均将包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1