一种耐火材料生产用自动送料装置的制作方法
1.本实用新型涉及耐火材料加工技术领域,具体为一种耐火材料生产用自动送料装置。
背景技术:
2.耐火砖是日常生活中最常用的耐火材料之一,耐火材料一般分为两种,即不定型耐火材料和定型耐火材料,不定型耐火材料也叫浇注料,是由多种骨料或集料和一种或多种粘和剂组成的混合粉状颗料,使用时必须和一种或多种液体配合搅拌均匀,具有较强的流动性,定型耐火材料一般指耐火砖,其形状有标准规则,也可以根据需要筑切时临时加工,在耐火材料的加工过程中,需要用到输送装置将物料输送至后续加工机构对物料加工,现有的输送机构多采用传送带输送,将物料放在传送带上,通过电动机带动辊轴旋转,进而带动传送带将物料输送至后续机构,再由工人将物料投入加工装置内,存在很多不足,送料高度和送料位置调节不便,装置送料的全面性差,装置定位不精确,物料容易洒落造成浪费,为此,我们提出一种耐火材料生产用自动送料装置。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种耐火材料生产用自动送料装置,便于调节送料高度和送料位置,适用于对不同高度和不同位置的加工装置送料,提高装置送料的全面性,装置定位精确,避免物料洒落造成浪费,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种耐火材料生产用自动送料装置,包括立板、高度调节机构和输送机构;
5.立板:其个数为两个,两个立板的相对内侧面均设有竖槽;
6.高度调节机构:分别设置于立板的上端面,高度调节机构与同侧的竖槽相通;
7.输送机构:设置于高度调节机构的中部,输送机构的中部设有出料管,出料管的上端进料口处设有储料槽,出料管的下端管体内部串联有定量电磁阀;
8.其中:还包括plc控制器,所述plc控制器设置于左侧的立板左侧面,plc控制器的输入端电连接外部电源,定量电磁阀的输入端与plc控制器的输出端电连接,便于调节送料高度和送料位置,适用于对不同高度和不同位置的加工装置送料,提高装置送料的全面性,装置定位精确,避免物料洒落造成浪费。
9.进一步的,所述高度调节机构包括圆形滑槽、滑柱和支撑板,所述圆形滑槽对称设置于立板的上端面,前侧的圆形滑槽通过矩形口与同侧的竖槽相通,圆形滑槽的内部均滑动连接有滑柱,滑柱的上端面均与支撑板的底面固定连接,适用于对不同高度的加工装置送料,提高装置送料的全面性。
10.进一步的,所述高度调节机构还包括电机、齿轮和齿条板,所述电机分别设置于立板的相背离外侧面上端,电机的输出轴通过轴承与同侧的立板转动连接,电机的输出轴内
侧端头处均设有齿轮,前端的滑柱外弧面后端均设有齿条板,齿条板与同侧的矩形口滑动连接,齿条板与同侧的齿轮啮合连接,电机的输入端与plc控制器的输出端电连接,便于调节送料的高度,减轻工人劳动负担,提高装置送料的全面性。
11.进一步的,所述输送机构包括条形口、限位槽和滑块,所述条形口设置于支撑板的上表面中部,条形口的前后内侧壁均设有限位槽,限位槽分别与滑块前后两端面设置的滑板滑动连接,滑块中部的圆孔内设有出料管,便于调节送料位置,可根据需求调节合适的送料位置,提高装置送料的全面性。
12.进一步的,所述输送机构还包括链轮、旋转柱、链条和调节电机,所述旋转柱对称转动连接于条形口的内部,旋转柱的中部均设有对称的链轮,横向水平的两个链轮均通过链条传动连接,链条的中部分别通过转轴与滑块的前后两侧面转动连接,支撑板的前端面左侧设有调节电机,调节电机的输出轴后侧端头与左侧的旋转柱前侧端头固定连接,调节电机的输入端与plc控制器的输出端电连接,动力输出稳定,减轻工人劳动负担,提高装置输料的全面性。
13.进一步的,所述限位槽的横向长度小于两个旋转柱的间距,避免滑块撞击旋转柱,提高装置的使用寿命。
14.进一步的,所述滑块的左端面设有测距传感器,条形口的左壁面设有与测距传感器位置对应的反射板,测距传感器的输出端与plc控制器的输入端电连接,便于对输料位置精确定位,避免物料洒落造成浪费。
15.与现有技术相比,本实用新型的有益效果是:本耐火材料生产用自动送料装置,具有以下好处:
16.1、将立板固定在外部工作板台上,通过plc控制器使电机运转,输出轴转动带动齿轮旋转,进而带动齿条板和前端的滑柱沿圆形滑槽向上滑动,进而带动后端的滑柱和支撑板向上移动,进而带动储料槽向上移动调节送料高度,便于调节送料的高度,适用于对不同高度的加工装置送料,提高装置送料的全面性。
17.2、将物料放入储料槽的内部,测距传感器实时检测滑块与条形口左侧壁的间距,并将数据信息传递给plc控制器,plc控制器对数据信息整合分析,通过plc控制器使调节电机运转,输出轴转动带动条形口内部左端的旋转柱和链轮旋转,进而带动链条和右端的链轮旋转,使链条带动滑块沿限位槽向右滑动,进而带动储料槽内部的物料向右移动调节送料位置,便于调节送料位置,可根据需求调节合适的送料位置,装置定位精确,提高装置送料的全面性。
18.3、当储料槽达到指定位置后,通过plc控制器使定量电磁阀工作打开,使物料通过出料管输送至外部机构内,便于物料定量输送,提高耐火材料的生产质量。
附图说明
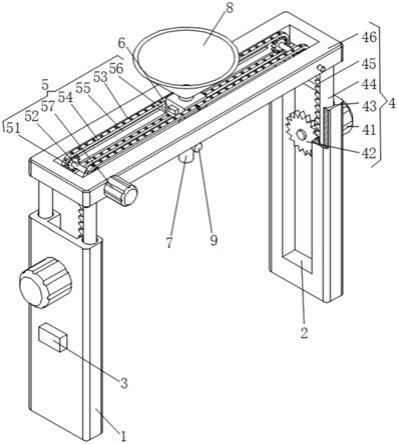
19.图1为本实用新型结构示意图;
20.图2为本实用新型输送机构的平面结构示意图。
21.图中:1立板、2竖槽、3plc控制器、4高度调节机构、41电机、42齿轮、43圆形滑槽、44滑柱、45齿条板、46支撑板、5输送机构、51链轮、52旋转柱、53条形口、54链条、55限位槽、56滑块、57调节电机、6测距传感器、7出料管、8储料槽、9定量电磁阀。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.请参阅图1
‑
2,本实施例提供一种技术方案:一种耐火材料生产用自动送料装置,包括立板1、高度调节机构4和输送机构5;
24.立板1:其个数为两个,立板1为其上部机构提供支撑,两个立板1的相对内侧面均设有竖槽2,保证装置正常运转;
25.高度调节机构4:分别设置于立板1的上端面,高度调节机构4与同侧的竖槽2相通,高度调节机构4包括圆形滑槽43、滑柱44和支撑板46,圆形滑槽43对称设置于立板1的上端面,前侧的圆形滑槽43通过矩形口与同侧的竖槽2相通,圆形滑槽43的内部均滑动连接有滑柱44,滑柱44的上端面均与支撑板46的底面固定连接,高度调节机构4还包括电机41、齿轮42和齿条板45,电机41分别设置于立板1的相背离外侧面上端,电机41的输出轴通过轴承与同侧的立板1转动连接,电机41的输出轴内侧端头处均设有齿轮42,前端的滑柱44外弧面后端均设有齿条板45,齿条板45与同侧的矩形口滑动连接,齿条板45与同侧的齿轮42啮合连接,将立板1固定在外部工作板台上,通过plc控制器3使电机41运转,输出轴转动带动齿轮42旋转,进而带动齿条板45和前端的滑柱44沿圆形滑槽43向上滑动,进而带动后端的滑柱44和支撑板46向上移动,进而带动储料槽8向上移动调节送料高度,便于调节送料的高度,适用于对不同高度的加工装置送料,提高装置送料的全面性;
26.输送机构5:设置于高度调节机构4的中部,输送机构5的中部设有出料管7,出料管7的上端进料口处设有储料槽8,出料管7的下端管体内部串联有定量电磁阀9,输送机构5包括条形口53、限位槽55和滑块56,条形口53设置于支撑板46的上表面中部,条形口53的前后内侧壁均设有限位槽55,限位槽55分别与滑块56前后两端面设置的滑板滑动连接,滑块56中部的圆孔内设有出料管7,输送机构5还包括链轮51、旋转柱52、链条54和调节电机57,旋转柱52对称转动连接于条形口53的内部,旋转柱52的中部均设有对称的链轮51,横向水平的两个链轮51均通过链条54传动连接,链条54的中部分别通过转轴与滑块56的前后两侧面转动连接,支撑板46的前端面左侧设有调节电机57,调节电机57的输出轴后侧端头与左侧的旋转柱52前侧端头固定连接,限位槽55的横向长度小于两个旋转柱52的间距,将物料放入储料槽8的内部,通过plc控制器3使调节电机57运转,输出轴转动带动条形口53内部左端的旋转柱52和链轮51旋转,进而带动链条54和右端的链轮51旋转,使链条54带动滑块56沿限位槽55向右滑动,进而带动储料槽8内部的物料向右移动调节送料位置,便于调节送料位置,可根据需求调节合适的送料位置,装置定位精确,提高装置送料的全面性;
27.其中:还包括plc控制器3,plc控制器3设置于左侧的立板1左侧面,调控各组件正常运转,plc控制器3的输入端电连接外部电源,测距传感器6的输出端与plc控制器3的输入端电连接,定量电磁阀9、电机41和调节电机57的输入端均与plc控制器3的输出端电连接。
28.其中:滑块56的左端面设有测距传感器6,条形口53的左壁面设有与测距传感器6位置对应的反射板,测距传感器6实时检测滑块56与条形口53左侧壁的间距,并将数据信息传递给plc控制器3,plc控制器3对数据信息整合分析,便于对输料位置精确定位,避免物料
洒落造成浪费。
29.本实用新型提供的一种耐火材料生产用自动送料装置的工作原理如下:将立板1固定在外部工作板台上,通过plc控制器3使电机41运转,输出轴转动带动齿轮42旋转,进而带动齿条板45和前端的滑柱44沿圆形滑槽43向上滑动,进而带动后端的滑柱44和支撑板46向上移动,进而带动储料槽8向上移动调节送料高度,将物料放入储料槽8的内部,测距传感器6实时检测滑块56与条形口53左侧壁的间距,并将数据信息传递给plc控制器3,plc控制器3对数据信息整合分析,通过plc控制器3使调节电机57运转,输出轴转动带动条形口53内部左端的旋转柱52和链轮51旋转,进而带动链条54和右端的链轮51旋转,使链条54带动滑块56沿限位槽55向右滑动,进而带动储料槽8内部的物料向右移动调节送料位置,当储料槽8达到指定位置后,通过plc控制器3使定量电磁阀9工作打开,使物料通过出料管7输送至外部机构内。
30.值得注意的是,以上实施例中所公开的测距传感器6可选用型号为hsdl
‑
9100
‑
024的红外线距离传感器,定量电磁阀9可选用型号为4wmm10h3x的定量电磁阀,电机41和调节电机57均可选用型号为5ik150gu
‑
cmf的电机,plc控制器3可选用型号为s7
‑
200的控制器,plc控制器3控制定量电磁阀9、电机41和调节电机57工作采用现有技术中常用的方法。
31.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1