一种双联一次性制品折叠打包装置的制作方法
1.本实用新型涉及包装设备技术领域,尤其是一种双联一次性制品折叠打包装置。
背景技术:
2.目前,一次性制品的生产已经实现了机械化、自动化,但对这些一次性制品的包装还是完全采用手工方式。现有的制品包装一般由工人将无纺布制品展平折叠整齐整理到一定数量后装入小包装,再将一定数量的小包装转入中包装,接着转入大包装进行封箱,然后一箱一箱整齐的摆放。很多工厂不得不招聘大量的工人来进行鞋套包装,人工成本高。人工装袋包装效率低下,容易出现失误,对无纺布制品的生产效率提高有很大影响。
3.因此,一次性鞋套制品的生产进度与包装进度严重脱节,致使产品制造机械化带来的益处得不到充分的发挥,如果长期这样,就会造成企业生产成本居高不下,最终影响整个企业的健康发展。
技术实现要素:
4.本实用新型的目的在于提供一种双联一次性制品折叠打包装置,以解决上述背景技术中提出的问题。
5.本实用新型采用的技术方案是:一种双联一次性制品折叠打包装置,包括第一竖立模型腔,所述第一竖立模型腔顶端设有入料口,所述第一竖立模型腔后侧设置竖直的第二插料口,其相对侧设置第二竖立模型腔;第二竖立模型腔一侧设置有水平的第三插料口,其相对侧水平面设置有水平模型腔;水平模型腔一侧设置有水平的第四插料口,所述水平模型腔相对侧设置有第三竖立模型腔,所述第三竖立模型腔的末端侧部设置有出料口,所述出料口对应的腔体侧部设有第五插料口,所述第一竖立模型腔前侧设置有竖直的并与第二插料口错位的第二副插料口,其相对侧设置有第二副竖立模型腔;第二副竖立模型腔一侧设置有水平的第三副插料口,其相对侧设置有水平的副水平模型腔;水平模型腔一侧设置有水平的第四副插料口,所述副水平模型腔相对侧设置有第三副竖立模型腔,所述第三副竖立模型腔的末端侧部设置有副出料口,该副出料口对应的腔体侧部设有第五副插料口。
6.作为优选,所述入料口、第四插料口分别对应竖直运动的第一插板、第四插板;所述第二插料口、第三插料口、第五插料口分别对应水平运动的第二插板、第三插板、第五插板,每个插板分别与气缸的推杆连接。
7.作为优选,所述第四副插料口对应竖直运动第四副插板,所述第二副插料口、第三副插料口、第五副插料口分别对应水平运动的第二副插板、第三副插板、第五副插板。
8.作为优选,所述折叠腔顶端入料口处设有塑料膜及无纺布制品放置平台。
9.作为优选,所述入料口上方设有进料斗。
10.作为优选,所述第二插板、第三插板、第五插板运动轨迹为水平方向。
11.作为优选,所述第一插板、第四插板运动轨迹为竖直方向。
12.作为优选,所述第二副插板、第三副插板、第五副插板运动轨迹为水平方向。
13.作为优选,所述第四副插板运动轨迹为竖直方向。
14.本实用新型采用自动折叠的方式减轻操作者劳动强度及提高生产效率;同时提高了成品折叠的准确率,大大降低了出现次品的概率。通过设置两套模型腔,对一次性制品进行多次折叠后定型,完成自动化折叠工作。其第二模型腔与第二副模型腔共用一个第一竖立模型腔,并且通过时间差执行相同的折叠工序,最终完成一次性制品的打包,大大提高了设备的利用率。
附图说明
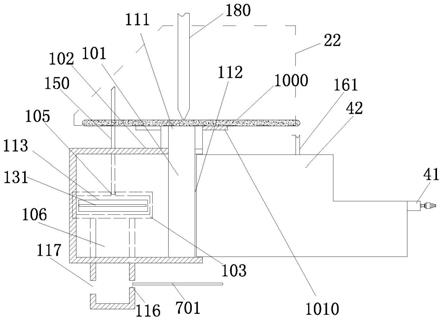
15.图1为本实用新型的结构示意图;
16.图2为图1结构的俯视图;
17.图3为本实用新型中折叠腔下部第一竖直副模型腔的结构示意图。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.由图1、图2、图3可知,一种双联一次性制品折叠打包装置,包括第一竖立模型腔101,所述第一竖立模型腔101顶端入料口111处设有塑料膜及无纺布制品放置平台1010。所述入料口111上方设有进料斗22。
20.其中进料斗22的顶部设有与第一竖立模型腔101对应的第一插板180,第一竖立模型腔101后侧设置竖直的第二插料口112,其相对侧设置第二竖直模型腔102;第二竖直模型腔102一侧设置有水平的第三插料口113,其相对侧水平面设置有水平模型腔103;水平模型腔103一侧设置有水平的第四插料口105,所述水平模型腔103相对侧设置有第三竖直模型腔106,所述第三竖直模型腔的末端侧部设置有出料口117,该出料口117对应的腔体侧部设有第五插料口116,所述入料口111、第四插料口105分别对应竖直运动的第一插板180、第四插板150;所述第二插料口112、第三插料口113、第五插料口116分别对应水平运动的第二插板42、第三插板131、第五插板701。每个插板分别与气缸的推杆连接。
21.第一竖立模型腔101前侧设置有竖直的并与第二插料口112错位的第二副插料口167,其相对侧设置有第二副竖直模型腔162;第二副竖直模型腔162一侧设置有水平的第三副插料口165,其相对侧设置有水平的副水平模型腔168;副水平模型腔168一侧设置有水平的第四副插料口163,副水平模型腔168相对侧设置有第三副竖立模型腔171,所述第三副竖立模型腔171的末端侧部设置有副出料口173,该副出料口173对应的腔体侧部设有第五副插料口172。所述第四副插料口163对应竖直运动第四副插板161,所述第二副插料口167、第三副插料口165、第五副插料口172分别对应水平运动的第二副插板121、第三副插板51、第五副插板72,每个插板分别与气缸的推杆连接。
22.为了不不相互干扰,所述第二插板42、第二副插板121、第三副插板51、第三插板131交替插入,从而提高了第一竖立模型腔101、第二副竖直模型腔162设备的利用率。
23.其工作原理:第一插板180由一次性制品1000中心处插入第一竖立模型腔101内;一次性制品1000被挤压折叠成u型,位于第一竖立模型腔101内。第一竖立模型腔101后侧设置竖直的第二插料口112,其相对侧设置第二竖直模型腔102,由第二插板42将一次性制品1000插入第二竖直模型腔102内,完成对一次性制品1000的二次折叠。
24.第二竖直模型腔102一侧设置有水平的第三插料口113,其相对侧水平面设置有水平模型腔103,第三插板131进入第三插料口113将二次折叠的鞋套插入水平模型腔103内,完成对一次性制品1000的三次折叠。水平模型腔103一侧设置有水平的第四插料口105,所述水平模型腔103相对侧设置有第三竖直模型腔106,第四插板150纵向插入第四插料口105,对准三次折叠后的一次性制品1000中部,完成对一次性制品1000的四次折叠。将四次折叠的鞋套插入第三竖直模型腔106。第三竖直模型腔106的末端侧部设置有出料口117,第五插板701进入第五插料口116后将折叠后进行第五道折叠并最终定型。
25.第二副竖立模型腔162执行做与上述第二竖立模型腔102相同的折叠工序,通过时间差完成一次性制品1000的最终打包,大大提高了设备的利用率。
26.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1