一种压花冲床的半自动送料系统的制作方法
1.本技术涉及送料装置的领域,尤其是涉及一种压花冲床的半自动送料系统。
背景技术:
2.压纹是一种常见装饰包装材料加工工艺。压纹工艺是一种使用有凹凸纹路的模具在一定的压力和温度作用下使承压材料产生变形,形成一定的花纹,从而对材料表面进行艺术加工的技术。
3.按压纹方式可分为平板压纹和辊筒压纹。板压式的压花机类似冲床,通过气缸驱动一块压板上下运动,当料片经过压板下方时,压板向下冲压,使料片上留下花纹。
4.针对上述现象,发明人认为,板式压花机工作时一般需要人工推动料片前进经过压板以完成压纹,效率较低,因此需要做出改进。
技术实现要素:
5.为了解决压花时需要人工推动料片前进从而导致效率较低的问题,本技术提供一种压花冲床的半自动送料系统。
6.本技术提供的一种压花冲床的半自动送料系统采用如下的技术方案:
7.一种压花冲床的半自动送料系统,包括支撑架,所述支撑架上端面为一输送板,所述输送板的两端分别为进料端和出料端,所述支撑架上设置有压花机,所述压花机的压板悬设于输送板上方,所述输送板上设置有驱动装置,所述驱动装置包括下辊、上辊和伺服电机,所述下辊嵌入设置在输送板内,所述下辊与输送板的表面平齐,所述上辊可压紧在下辊上,所述伺服电机驱动下辊转动。
8.通过采用上述技术方案,料片一般卷成一卷,工作时,有人工将料卷一端拉到下辊上,此时上辊下压与下辊一起将料片夹紧在中间,之后伺服电机驱动下辊转动,上辊与下辊通过摩擦力带动料片前进,此时无需人工推动料片前进,上辊与下辊自动带动料片前进,进而提高生产效率。
9.优选的,所述驱动装置还包括两安装柱、固定板、连接板、固定在连接板两端的滑块和气缸,两所述安装柱分别固定设置在输送板的两侧,所述固定板的两端分别固定设置在两安装柱的顶端,所述连接板设置在固定板下方,所述滑块滑移嵌设在安装柱,所述气缸固定设置在固定板上,所述气缸的伸缩端与连接板固定连接,所述上辊的两端分别转动连接在连接板两端的滑块上。
10.通过采用上述技术方案,通过气缸可将上辊抬起,上辊和下辊可夹紧不同厚度的料片,适用性较强。
11.优选的,所述连接板靠近固定板的一面设置有导向杆,所述导向杆一端与连接板固定,所述导向杆的另一端活动穿设于固定板。
12.通过采用上述技术方案,当气缸将连接板抬起或降下时,导向杆起到导向作用,使连接板的上升或下降更加平稳,进而提升工作的平稳性。
13.优选的,所述驱动装置设置有两个,其中一所述驱动装置设置在进料端与压花机之间,另所述驱动装置设置在出料端。
14.通过采用上述技术方案,通过设置多个驱动装置,使得料片输送更加稳定。
15.优选的,所述出料端设置有红外传感器,所述红外传感器设置在输送板上方,所述支撑架上设置有控制器,所述伺服电机与控制器连接,所述红外传感器与控制器连接。
16.通过采用上述技术方案,当红外传感器检测到料片从出料端出来时,可发出信号到控制器,控制器关闭位于进料端和压花机之间的驱动装置,同时启动位于出料端的驱动装置,通过出料端的驱动装置带动料片前进,其余的驱动装置无需开启电机仅起到稳定传输的作用,较为省电。
17.优选的,所述位于出料端的驱动装置上的固定板上设置有安装板,所述红外传感器设置于安装板上,所述安装板上设置有竖直的长条孔,所述安装板通过螺栓穿过长条孔锁附固定在固定板上。
18.通过采用上述技术方案,通过长条孔和螺栓可调节安装板的高度,进而调节红外传感器与料板之间的距离。
19.优选的,所述输送板的两侧均设置有限位板,所述限位板沿料片在输送板上移动的方向延伸设置,所述限位板垂直于输送板。
20.通过采用上述技术方案,料片在输送板上运输时,两限位板分别卡在料片运动路径的两侧对料片起到限位,使得料片输送更加稳定,不容易便宜输送路径。
21.优选的,所述输送板上开设有腰孔,所述腰孔的长度与角钢的长度相互垂直,所述角钢的另一侧壁通过螺栓穿过腰孔锁附固定在输送板上。
22.通过采用上述技术方案,通过腰孔和螺栓,输送板两侧角钢之间的距离可以调节,进而可适应宽度不同的料片,通用性较好。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.(1)通过驱动装置自动带动料片前进,无需人工持续操作,工作效率较高;
25.(2)通过设置角钢对料片进行限位,使得料片的输送更加稳定,所以本技术具有工作稳定性好的优点。
附图说明
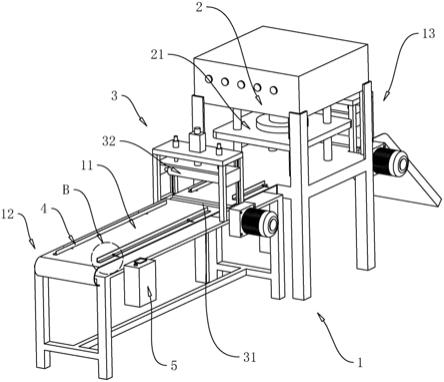
26.图1是本实施例的结构示意图;
27.图2是本实施例的结构示意图;
28.图3是本实施例驱动装置的结构示意图;
29.图4是本实施例图2的a局部放大示意图;
30.图5是本实施例图1的b局部放大示意图。
31.附图标记:1、支撑架;2、压花机;3、驱动装置;4、限位装置;5、控制器;6、红外传感器;7、安装板;11、输送板;12、进料端;13、出料端;14、腰孔;21、压板;31、下辊;32、上辊;33、伺服电机;34、安装机构;35、导向杆;36、直线轴承;41、角钢;71、竖直板;72、水平板;73、长条孔;341、安装柱;342、固定板;343、连接板;344、滑块;345、气缸;346、立柱;347、滑条;348、滑槽。
具体实施方式
32.以下结合附图1-5对本技术作进一步详细说明。
33.本技术实施例公开一种压花冲床的半自动送料系统。参照图1,一种压花冲床的半自动送料系统包括支撑架1,支撑架1的上端面为一输送板11,输送板11为长板,料片放置在输送板11上进行传送,输送板11长度方向的两端分别为进料端12和出料端13,支撑架1上设置有压花机2,压花机2设置在输送板11的进料端12和出料端13之间,压花机2的压板21悬设在输送板11上方。
34.参照图1,支撑架1上设置有驱动装置3和限位装置4,驱动装置3用于带动料片在输送板11上沿输送板11的长度方向运动,限位装置4使料片在输送板11上运动时不容易偏离路径。
35.参照图1和图2,驱动装置3设置有两个,其中一个驱动装置3位于进料端12和压花机2之间,另一个驱动装置3位于出料端13处。
36.参照图1和图3,驱动装置3包括下辊31、上辊32、伺服电机33和安装机构34,下辊31嵌设在输送板11内,下辊31与输送板11的表面平齐,安装机构34用于安装上辊32和伺服电机33,上辊32可压紧在下辊31上,伺服电机33的输出端与下辊31的端部连接,伺服电机33可驱动下辊31转动。
37.参照图1,支撑架1上设置有控制器5,伺服电机33与控制器5连接。
38.参照图3,安装机构34包括两安装柱341、固定板342、连接板343、气缸345和固定在连接板343两端的滑块344,两安装柱341分别位于输送板11的两侧且两安装柱341分别位于下辊31的两端,固定板342为一块矩形板,固定板342长度方向的两端分别固定在两安装柱341上端,安装柱341包括两根立柱346,连接板343位于固定板342下方,连接板343两端的滑块344滑移嵌设在安装柱341的两根立柱346之间,上辊32的两端分别转动连接在连接板343两端的滑块344,滑块344的两侧边设置有滑条347,安装柱341两根立柱346相互靠近的一面均设置有滑槽348,滑条347插在滑槽348内,气缸345固定设置在固定板342上,气缸345的伸缩端与连接板343固定连接。
39.参照图3,连接板343靠近固定板342的一面固定设置有导向杆35,导向杆35垂直于连接板343,导向杆35远离连接板343的一端活动穿设于固定板342。
40.参照图3,固定板342远离连接板343的一面设置有直线轴承36,导向杆35远离连接板343的一端穿设在直线轴承36内。
41.参照图2和图4,出料端13设置有红外传感器6,红外传感器6通过一安装板7固定在位于出料端13的驱动装置3的固定板342上,红外传感器6悬在输送板11的上方,红外传感器6与控制器5连接。
42.参照图4,安装板7包括竖直板71和水平板72,竖直板71和水平板72组成“l”形状的结构,竖直板71位于输送板11上方且竖直板71垂直于输送板11,竖直板71上开设有两道竖直的长条孔73,竖直板71通过螺栓穿过长条孔73锁附固定在固定板342上,水平板72设置在竖直板71靠近输送板11的一端且水平板72平行于输送板11,水平板72与竖直板71一体设置,红外传感器6固定在水平板72上。
43.参照图1和图5,限位装置4包括设置在输送板11两长侧边的角钢41,角钢41沿输送板11的长度方向延伸设置,角钢41的其中一侧壁与输送板11的表面贴合并采用螺栓锁附固
定,角钢41的另一侧壁垂直于输送板11,料片输送时始终位于两角钢41与输送板11垂直的侧壁之间。
44.参照图5,输送板11上开设有若干腰孔14,腰孔14开设在角钢41与输送板11螺栓锁附的位置,各腰孔14均垂直于输送板11的长度方向,角钢41与输送板11贴合的一侧壁通过螺栓穿过腰孔14锁附在输送板11上。
45.本技术实施例一种压花冲床的半自动送料系统的实施原理为:工作开始前,工人将料卷的端部拉至靠近进料端12的驱动装置3上,驱动装置3的上辊32和下辊31将料片夹紧,之后通过控制器5启动机器,伺服电机33驱动下辊31转动,下辊31和上辊32靠摩擦力将料片往前输送,当料片经过压花机2压板21的下方时,压板21在料片上冲压形成花纹,当红外传感器6检测到料片到达出料端13时,红外传感器6发出信号,控制器5关闭位于进料端12和压花机2之间驱动装置3的伺服电机33,此时料片由出料端13位置的驱动装置3带动前进;整个工作过程无需人工持续操作,由驱动装置3自动带动料片前进完成压纹,效率较高。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1