一种掩膜版的下版中转装置的制作方法
1.本实用新型属于掩膜版生产设备领域,更具体的说涉及一种掩膜版的下版中转装置。
背景技术:
2.光刻掩膜版是整个半导体产业一个的关键环节,随着半导体产业的大力发展,光刻掩膜版的需求也会随之增长。掩膜版的制造对生产车间洁净度的要求较高,达到isoclass4的标准,即10级净化车间。因此为了保证产品的质量,尽量减少人为的参与或减少人为操作的步骤。目前国内掩膜版制造厂大部分都是通过采购掩膜版原材料(带光刻胶和铬层的玻璃基板),再进行曝光、显影、蚀刻和检查测量等制程,完成一个满足客户需求的掩膜版的制作。无论是掩膜版的半自动化生产线或自动化生产线,均要涉及掩膜版下版装盒。半自动化产线大部分采用的是设备自带的load进行下版。下版时,掩膜版处于倾斜状态,需要人员手动将版从倾斜状态调整到水平状态,再放入盒子中,这中间就会增加污染掩膜版的风险。而自动化产线的下版装置,涉及电气自动化,机构复杂,造价较高,最终也需要人员将掩膜版抬放到盒子里。
技术实现要素:
3.本实用新型的目的在于提供一种掩膜版的下版中转装置,实现不同尺寸掩膜版高精度下版的暂存,便于人员手动操作,减少人员下版动作,降低污染掩膜版的风险,提高产品品质。
4.本实用新型技术方案一种掩膜版的下版中转装置,包括中转平台和置于所述中转平台上且呈中心对称状设置的前支撑组件、后支撑组件、左支撑组件和右支撑组件,所述前支撑组件和后支撑组件相对设置且做同步向相或相离运动,所述左支撑组件和右支撑组件相对设置且做同步向相或相离运动;
5.所述前支撑组件、后支撑组件、左支撑组件和右支撑组件均包括安装底座和对称设置在所述安装底座上的两支撑脚,八所述支撑脚形成一用于放置掩膜版的水平支撑面;
6.所述中转平台上还设置有防摔支撑组件,所述防摔支撑组件包括若干呈竖直状态安装于所述中转平台上的支撑杆,支撑杆顶端位于所述水平支撑面下部。
7.优选地,所述中转平台上呈十字状布置有第一丝杆和第二丝杆,所述第一丝杆为双向丝杆,包括相对设置且连为一体的前段丝杆和后段丝杆,所述前支撑组件和后支撑组件分别套设在前段丝杆和后段丝杆上,所述前段丝杆和后段丝杆连接位置与所述水平支撑面中心重合;
8.所述第二丝杆包括以水平支撑面中心对称设置且分离的左段丝杆和右段丝杆,所述左段丝杆和右段丝杆分别设置在第一丝杆两侧,所述左支撑组件和右支撑组件分别套设在左段丝杆和右段丝杆上;所述左段丝杆和右段丝杆之间连接有实现左段丝杆和右段丝杆同步旋转的同步连接组件。
9.优选地,所述同步连接组件包括分别设置在所述左段丝杆和右段丝杆上的丝杆同步轮,两所述丝杆同步轮各通过一同步带带动一从动同步轮,两所述从动同步轮之间固定连接有一连接转轴,所述连接转轴由所述第一丝杆下部穿过。
10.优选地,所述第一丝杆和第二丝杆的一端均分别固接有第一转盘和第二转盘。
11.优选地,所述中转平台呈圆形且其上呈十字状安装有两钢构,所述钢构长度大于中转平台直径;两钢构上均分别设置有两工字钢,相对的两工字钢之间设置有间距,连接转轴由所述间距内通过。
12.优选地,四所述工字钢上均分别设置有标尺,四所述标尺以水平支撑面中心呈中心对称状设置,四所述标尺的零刻度均为水平支撑面中心位置。
13.优选地,八所述支撑脚横截面均呈l型,包括一形成水平支撑面的水平底面和与所述水平底面垂直的竖直限位面;支撑时,所述水平底面深度不大于10mm;同一安装底座上的两支撑脚之间距离为280mm~320mm。
14.优选地,所述水平支撑面高度为840mm~880mm,所述支撑杆的顶端位于所述水平支撑面底部8mm~12mm位置。
15.优选地,所述中转平台底部设置有万向轮和可升降地脚。
16.本实用新型技术方案的一种掩膜版的下版中转装置的有益效果是:
17.1、通过设置同步相向或相离的前支撑组件和后支撑组件以及左支撑组件和右支撑组件,形成一水平支撑面,实现对掩膜版下版后暂存,且实现掩膜版的水平放置和暂存,在暂存一定量的掩膜版后由人工手动放置在箱体内,减少在掩膜版下版中人工参与次数,降低人工对掩膜版的调整次数,减少人员下版动作,降低污染掩膜版的风险,提高产品品质。
18.2、本中转装置实现纯机械化操作,无电气装置,旨在提供以低成本的方法和装置实现不同尺寸掩膜版高精度下版的暂存功能,成本低,应用广。
19.3、防摔支撑组件的设置,确保掩膜版的安全,在放版过程中若出现放置偏移问题,也能确保掩膜版不会掉落至地面。
附图说明
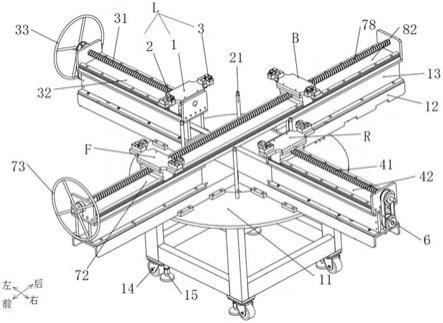
20.图1为本实用新型技术方案的一种掩膜版的下版中转装置结构示意图,
21.图2为本技术方案中支撑脚结构示意图,
22.图3为本技术方案中同步连接组件结构示意图,
23.图4为掩膜版被支撑状态示意图。
具体实施方式
24.为便于本领域技术人员理解本实用新型技术方案,现结合说明书附图对本实用新型技术方案做进一步的说明。
25.首先需要明确的是:在本技术方案中,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能
理解为对本技术的限制。如图1 所示,其中明确标识出了“前”、“后”、“左”、“右”的位置方向。一般的操作时,我们假定操作人员站立于“前”的前部方向位置,且面部朝向“后”方向位置。
26.如图1,本实用新型技术方案一种掩膜版的下版中转装置,包括中转平台11 和置于中转平台11上且呈中心对称状设置的前支撑组件f、后支撑组件b、左支撑组件l和右支撑组件r。前支撑组件f和后支撑组件b相对设置且做同步向相或相离运动,左支撑组件l和右支撑组件r相对设置且做同步向相或相离运动。前支撑组件f、后支撑组件b、左支撑组件l和右支撑组件r均包括安装底座1 和对称设置在安装底座1上的两支撑脚2,八支撑脚形成一用于放置掩膜版的水平支撑面。
27.基于上述技术方案,通过设置同步相向或相离的前支撑组件f和后支撑组件 b以及左支撑组件l和右支撑组件r,形成一水平支撑面,实现对掩膜版下版后暂存。实现掩膜版的水平放置和暂存,在暂存一定量的掩膜版后由人工手动放置在箱体内,减少在掩膜版下版中人工参与次数,降低人工对掩膜版的调整次数,减少人员下版动作,降低污染掩膜版的风险,提高产品品质。本中转装置实现纯机械化操作,无电气装置,旨在提供以低成本的方法和装置实现不同尺寸掩膜版高精度下版的暂存功能,成本低,应用广。
28.本技术方案中,前支撑组件f、后支撑组件b、左支撑组件l和右支撑组件 r中心对称设置,对掩膜版进行暂存时,掩膜版中心与水平支撑面中心重合,使得掩膜版一直以相同的姿态放置在相同的位置,在掩膜版下版过程中,避免了掩膜版下版装盒过程中出现的调整版的操作过程,降低污染,提高掩膜版的品质。且板技术方案中的下版中转装置采用存机械化操作,成本低,利于推广使用。
29.本技术方案中,水平支撑面高度为840mm~880mm,符合人体工程学,便于工作人员操作,不需要操作人员频繁的进行弯腰,降低劳动强度。在中转平台底部设置有万向轮和可升降地脚,改便于整体下版中转装置的移动或升降,适用不同身高或习惯的操作人员使用或操作。
30.如图1所示,中转平台11上还设置有防摔支撑组件,防摔支撑组件包括若干呈竖直状态安装于中转平台上的支撑杆21,支撑杆21顶端位于水平支撑面下部。具体的,支撑杆21的顶端位于水平支撑面底部8mm~12mm位置,有效的避免了支撑杆21与置于水平支撑面上的掩膜版发生干涉,避免掩膜版过定位或过度支撑的问题,确保放置在本下版中转装置上暂存的掩膜版的稳定。
31.基于上述技术方案,如图1和图2所示,形成水平支撑面的八支撑脚横截面均呈l型,包括一形成水平支撑面的水平底面201和与水平底面201垂直的竖直限位面202。对下版后的掩膜版进行支撑时,掩膜版置于水平底面201上,即八个水平底面201实现对掩膜版进行支撑。水平底面201深度不大于10mm,即水平底面201延伸至掩膜版底面上的深度不大于10mm,在实现对掩膜版的支撑同时,避免多大的水平底板201会对掩膜版早层污染,或小尺寸的掩膜版不能被放置暂存的问题。竖直限位面202的设置,在掩膜版被支撑后,实现对掩膜版进行夹紧,进一步确保掩膜版的稳定。本技术方案中,同一安装底座1上的两支撑脚之间距离为280mm~320mm,在实现确保掩膜版稳定支撑的同时,降低两支撑脚之间距离,便于对小尺寸的掩膜版的支撑。
32.如图1所示,中转平台11上呈十字状布置有第一丝杆78和第二丝杆。第一丝杆78为
双向丝杆,包括相对设置且连为一体的前段丝杆和后段丝杆,前支撑组件f和后支撑组件b分别套设在前段丝杆和后段丝杆上,前段丝杆和后段丝杆连接位置与水平支撑面中心重合。第一丝杆78,前支撑组件f和后支撑组件b 做相向或相离的同步移动,前支撑组件f和后支撑组件b中心点与水平支撑面中重合,始终确保被支撑的掩膜版中心位置固定。
33.如图1所示,本技术方案中,第二丝杆包括以水平支撑面中心对称设置且分离的左段丝杆31和右段丝杆41,左段丝杆31和右段丝杆41分别设置在第一丝杆78两侧。左支撑组件l和右支撑组件r分别套设在左段丝杆31和右段丝杆 41上。左段丝杆31和右段丝杆41之间连接有实现左段丝杆31和右段丝杆41 同步旋转的同步连接组件6。左段丝杆31和右段丝杆41通过同步连接组件实现同步旋转,使得左支撑组件l和右支撑组件r做相向或相离的同步移动,左支撑组件l和右支撑组件r中心点与水平支撑面中重合,始终确保被支撑的掩膜版中心位置固定。
34.通过上述前支撑组件f和后支撑组件b以及左支撑组件l和右支撑组件r 的同步旋转,实现将掩膜版以固定的中心位置放置在本版中转装置上。
35.如图1和图3所示,同步连接组件6包括分别设置在左段丝杆和右段丝杆 41上的丝杆同步轮61,两丝杆同步轮61各通过一同步带62带动一从动同步轮 63,两从动同步轮63之间固定连接有一连接转轴64。同步带和同步轮组成的机构,有效的能够确保左段丝杆31和右段丝杆41同步旋转。
36.连接转轴64由第一丝杆78下部穿过,避免发生干涉。
37.如图1,第一丝杆78和第二丝杆的一端均分别固接有第一转盘73和第二转盘33。
38.如图1,中转平台11呈圆形且其上呈十字状安装有两钢构12,钢构12长度大于中转平台11直径。本技术方案的设置,在确保能够对较大尺寸的掩膜版的支撑和周转的同时,尽可能降低或减小中转平台11的尺寸和体积,一方面节约成本,另一方面便于中转平台11的搬运和安装。在中转平台11直径较小的情况下,确保第一丝杆78和第二丝杆具有足够的长度以及移动距离,确保能够对较大尺寸的掩膜版进行支撑和周转。
39.在两钢构12上均分别设置有两工字钢13,相对的两工字钢13之间设置有间距,连接转轴64由间距内通过。相对的两工字钢13之间间距的设置,便于丝杆等结构部件的布置,
40.四工字钢12上均分别设置有标尺72,四个标尺72以水平支撑面中心呈中心对称状设置,四个标尺72的零刻度均为水平支撑面中心位置。
41.本技术方案中,如图1,本实用新型技术方案一种掩膜版的下版中转装置,对掩膜版进行周转支撑时:首先根据掩膜版100尺寸,分别旋转第一转盘73和第二转盘33,使得第一丝杆78和第二丝杆旋转,确定前支撑组件f和后支撑组件b以及左支撑组件l和右支撑组件r位置。然后分别手摇第一转盘73和第二转盘33,调节前支撑组件f和后支撑组件b之间距离为掩膜版纵向尺寸加2mm,且前支撑组件f和后支撑组件b距离水平支撑面中心距离相等;调节左支撑组件 l和右支撑组件r之间距离为掩膜版横向尺寸加2mm,且左支撑组件l和右支撑组件r距离水平支撑面中心距离相等。再后,将掩膜版水平放置在前支撑组件f 和后支撑组件b以及左支撑组件l和右支撑组件r组成的水平支撑面上。最后,待掩膜版100放在下版中转装置上后,操作人员可直接通过手抬或夹具水平的将掩膜版放在包装盒子里,无需再调整掩膜版角度。
42.本实用新型技术方案在上面结合附图对实用新型进行了示例性描述,显然本实用
新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种非实质性改进,或未经改进将实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1