注塑产品堆叠打包热缩生产线的制作方法
1.本实用新型涉及打包生产线领域技术,尤其是指一种注塑产品堆叠打包热缩生产线。
背景技术:
2.注塑成型,又称作注塑射模成型,它是一种注塑兼模塑的成型方法,通过将热塑性塑料或热固性塑料加热至熔融状态,并施加高压,通过螺杆或注射推杆射出而充满模具型腔,并最终经冷却、脱模、整边等步骤,实现塑料件成型。注塑产品的应用越来越广泛,生产的需求也越来越大,注塑产品的打包也是注塑产品生产中重要的一个步骤。
3.现有注塑产品加工过程中一般采用人工取件的方式,由于注塑机连续作业,人工的工作效率低,无法在周期内完成产品的堆叠,容易造成产品堆积,从而影响后续的包装工艺,且注塑机模具中心与包装机输送平面的高度落差较大,普通的人工作业及其不方便,需要多名人工共同的配合进行取料下料,人工成本较大,以及进行热缩包装后产品温度较高,不便于取件,同时普通的输送线极易擦花包装膜,从而影响包装的效果,因此,有必要研究一种新的技术方案来解决上述问题。
技术实现要素:
4.有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种注塑产品堆叠打包热缩生产线,其能有效解决现有之注塑产品打包方式容易造成产品堆叠、影响后续包装工艺、人工成本大、不方便取件、容易擦花包装膜以及包装效果不好的问题。
5.为实现上述目的,本实用新型采用如下之技术方案:
6.一种注塑产品堆叠打包热缩生产线,包括有注塑机、堆叠平台、机械手、升降输送平台、包装机、热缩机以及储料输送线;该堆叠平台位于注塑机的侧旁;该机械手设置于注塑机上并位于堆叠平台的上方侧旁;该升降输送平台设置在堆叠平台的输出端侧旁;该包装机设置在升降输送平台的输出端侧旁,包装机的输入端与升降输送平台的输出端彼此可分离地对接;该热缩机设置在包装机的输出端侧旁,热缩机的输入端与包装机的输出端连接;该储料输送线设置在热缩机侧旁,储料输送线的输入端与热缩机的输出端连接,且储料输送线上设置有钻石纹输送带。
7.作为一种优选方案,所述堆叠平台包括有支架、推料架、导杆、推料杆、堆料驱动机构、轴承、推料板以及报警灯;该支架上具有一堆料台,堆料台上设置有两堆料工位;该推料架固定安装在堆料台上,该导杆为两个,其互相平行并纵向延伸地设置在推料架上,两导杆位于两堆料工位的外侧;该推料杆两端分别与两导杆配合,且推料杆可沿着两导杆纵向来回活动地设置;该堆料驱动机构设置在支架上并带动推料杆纵向来回活动;该轴承也为两个,其分别设置在两导杆上并位于推料杆与两导杆的连接处;该推料板设置在推料杆上并随着推料杆来回活动;该报警灯设置在支架上。
8.作为一种优选方案,所述堆料驱动机构为无杆气缸。
9.作为一种优选方案,所述机械手包括有固定架、活动架、第一驱动机构、活动座、第二驱动机构、机械臂以及第三驱动机构;该固定架固定安装于注塑机上,该活动架设置于固定架上并纵向来回活动于注塑机的上方和堆叠平台的上方之间,该第一驱动机构设置在固定架上并带动活动架来回活动;该活动座可横向来回活动地设置于活动架上并随活动架纵向来回活动,该第二驱动机构设置在活动架上并带动活动座来回活动;该机械臂可上下来回活动地设置于活动座上并随着活动座一起活动,且机械臂的下端连接有用于取放产品的取件治具;该第三驱动机构设置在活动座上并带动机械臂上下活动。
10.作为一种优选方案,所述升降输送平台包括有升降架、线轨、滑座、升降驱动机构以及第一输送带;该线轨为两个,其上下延伸并左右对称地设置在升降架上,该滑座通过与线轨的配合上下来回活动地设置在升降架上,该升降驱动机构设置在升降架上并带动滑座活动,该第一输送带设置在滑座上并随着滑座上下来回活动,第一输送带横向延伸。
11.作为一种优选方案,所述升降驱动机构为直线往复电机。
12.作为一种优选方案,所述升降架下端还设置有感应片和防撞座,该感应片和防撞座位于两线轨之间,且感应片位于防撞座上方,该滑座上还设置有用于支撑第一输送带的底板,底板与滑座之间设置有加强筋,且滑座底部还设置有与感应片上下对应的感应器。
13.作为一种优选方案,所述升降输送平台上还包括有升降连接板和齿条,该升降连接板设置在滑座上,该齿条设置在升降连接板上并竖向延伸,且齿条与升降驱动机构的输出端连接。
14.作为一种优选方案,所述热缩机上设置有第二输送带,该第二输送带连接于热缩机的输出端和储料输送线的输入端之间,且第二输送线纵向延伸。
15.作为一种优选方案,所述升降输送平台、包装机和热缩机依次横向排布,该储料输送线横向延伸并位于升降输送平台、包装机和热缩机的外侧旁,储料输送线上还设置有护边,该护边位于钻石纹输送带的前后两侧边。
16.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
17.通过采用机械手取件,使得不需人工取件,机械手的取件效率更高,从而避免出现产品堆积以及影响后续包装工艺的情况,同时配合堆叠平台和升降输送平台的使用,使得机械手取的产品可以先放在堆叠平台堆叠,并通过堆叠平台与升降输送平台的配合,解决了注塑机与包装机之间的高度差,代替了人工搬运的方式,节约大量人工成本,以及储料输送线的设置不仅能冷却热缩机包装后的产品,方便取件,而且钻石纹输送带还能解决包装膜与输送线之间由于摩擦力大而擦花包装膜的问题。
18.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
附图说明
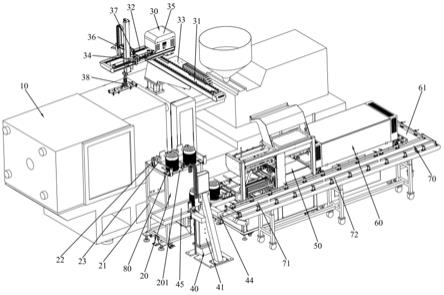
19.图1是本实用新型之较佳实施例的立体结构示意图;
20.图2是本实用新型之较佳实施例中机械手的立体结构示意图;
21.图3是本实用新型之较佳实施例中堆叠平台的立体结构示意图;
22.图4是本实用新型之较佳实施例中升降输送平台的立体结构示意图;
23.图5是本实用新型之较佳实施例中升降输送平台另一角度的立体结构示意图;
24.图6是本实用新型之较佳实施例中升降输送平台又一角度的立体结构示意图;
25.图7是本实用新型之较佳实施例的局部组装示意图。
26.附图标识说明:
27.10、注塑机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20、堆叠平台
28.201、堆料工位
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21、支架
29.211、堆料台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
22、推料架
30.23、导杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24、推料杆
31.25、堆料驱动机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
26、轴承
32.27、推料板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
28、报警灯
33.30、机械手
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31、固定架
34.32、活动架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33、第一驱动机构
35.34、活动座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
35、第二驱动机构
36.36、机械臂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
37、第三驱动机构
37.38、取件治具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40、升降输送平台
38.41、升降架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
411、感应片
39.412、防撞座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
42、线轨
40.43、滑座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
431、底板
41.432、加强筋
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
433、感应器
42.44、升降驱动机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45、第一输送带
43.46、升降连接板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
47、齿条
44.50、包装机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60、热缩机
45.61、第二输送带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70、储料输送线
46.71、钻石纹输送带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
72、护边
47.80、产品。
具体实施方式
48.请参照图1至图7所示,其显示出了本实用新型之较佳实施例的具体结构,其中包括有注塑机10、堆叠平台20、机械手30、升降输送平台40、包装机50、热缩机60以及储料输送线70。
49.该堆叠平台20位于注塑机10的侧旁;在本实施例中,所述堆叠平台20包括有支架21、推料架22、导杆23、推料杆24、堆料驱动机构25、轴承26、推料板27以及报警灯28;该支架21上具有一堆料台211,堆料台211上设置有两堆料工位201,堆料工位201用于堆叠注塑机10生产好的产品80;该推料架22固定安装在堆料台211上,该导杆23为两个,其互相平行并纵向延伸地设置在推料架22上,两导杆23位于两堆料工位201的外侧;该推料杆24两端分别与两导杆23配合,且推料杆24可沿着两导杆23纵向来回活动地设置;该堆料驱动机构25设置在支架21上并带动推料杆24纵向来回活动;该轴承26也为两个,其分别设置在两导杆23上并位于推料杆24与两导杆23的连接处;该推料板27设置在推料杆24上并随着推料杆24来回活动;该报警灯28设置在支架21上,所述报警灯28为三色报警灯;所述堆料驱动机构25为
无杆气缸。
50.该机械手30设置于注塑机10上并位于堆叠平台20的上方侧旁;在本实施例中,所述机械手30包括有固定架31、活动架32、第一驱动机构33、活动座34、第二驱动机构35、机械臂36以及第三驱动机构37;该固定架31固定安装于注塑机10上,该活动架32设置于固定架31上并纵向来回活动于注塑机10的上方和堆叠平台20的上方之间,该第一驱动机构33设置在固定架31上并带动活动架32来回活动;该活动座34可横向来回活动地设置于活动架32上并随活动架32纵向来回活动,该第二驱动机构35设置在活动架32上并带动活动座34来回活动;该机械臂36可上下来回活动地设置于活动座34上并随着活动座34一起活动,且机械臂36的下端连接有用于取放产品80的取件治具38;该第三驱动机构37设置在活动座34上并带动机械臂36上下活动。
51.该升降输送平台40设置在堆叠平台20的输出端侧旁;在本实施例中,所述升降输送平台包括有升降架41、线轨42、滑座43、升降驱动机构44以及第一输送带45;该线轨42为两个,其上下延伸并左右对称地设置在升降架41上,该滑座43通过与线轨42的配合上下来回活动地设置在升降架41上,该升降驱动机构44设置在升降架41上并带动滑座43活动,该第一输送带45设置在滑座43上并随着滑座43上下来回活动,第一输送带45横向延伸;所述升降驱动机构44为直线往复电机;所述升降架41下端还设置有感应片411和防撞座412,该感应片411和防撞座412位于两线轨42之间,且感应片411位于防撞座412上方,该滑座43上还设置有用于支撑第一输送带45的底板431,底板431与滑座43之间设置有加强筋432,且滑座43底部还设置有与感应片411上下对应的感应器433,防止第一输送带45的位置过于靠下;所述升降输送平台40上还包括有升降连接板46和齿条47,该升降连接板46设置在滑座43上,该齿条47设置在升降连接板46上并竖向延伸,且齿条47与升降驱动机构44的输出端连接。
52.该包装机50设置在升降输送平台40的输出端侧旁,包装机50的输入端与升降输送平台40的输出端彼此可分离地对接,可通过升降输送平台40有效解决注塑机10与包装机50之间的高度差。
53.该热缩机60设置在包装机50的输出端侧旁,热缩机60的输入端与包装机50的输出端连接;在本实施例中,所述热缩机60上设置有第二输送带61,且第二输送线61纵向延伸。
54.该储料输送线70设置在热缩机60侧旁,储料输送线70的输入端与热缩机60的输出端连接,且储料输送线70上设置有钻石纹输送带71,储料输送线70不仅能对热缩机60包装后的产品起到散热作用,并且钻石纹输送带71还能解决包装膜与储料输送线70之间由于摩擦力大而擦花包装膜的问题;在本实施例中,前述第二输送带61连接于热缩机60的输出端和储料输送线70的输入端之间;所述升降输送平台40、包装机50和热缩机60依次横向排布,该储料输送线70横向延伸并位于升降输送平台40、包装机50和热缩机60的外侧旁,储料输送线70上还设置有护边72,该护边72位于钻石纹输送带71的前后两侧边。
55.详述本实施例的工作原理如下:
56.工作时,先将注塑机10、堆叠平台20、机械手30、升降输送平台40、包装机50、热缩机60以及储料输送线70均连接控制器(图中未示),并由控制器(图中未示)控制工作,首先注塑机10先将产品80注塑成型,成型有由机械手30工作,使机械臂36通过取件治具38将注塑成型后的产品80取出并放置在堆叠平台20上的堆料工位201上进行堆叠,当堆叠一定数
量的产品80后,升降输送平台40中的升降驱动机构44会先带动第一输送带45向上活动,直至第一输送带45与堆料工位201平齐,接着堆料驱动机构25工作,带动推料杆24和推料板27工作,将堆叠好的产品80由堆料工位201推送至第一输送带45上,接着由升降驱动机构44带动第一输送带45向下活动,直至第一输送带45的输出端与包装机50的输入端平齐,然后第一输送带45工作,并带动第一输送带45上的产品80进入包装机50中进行包装,包装完成后继续向后输送至热缩机60进行缩膜,缩膜完成后向后输送至第二输送带61上,并通过第二输送带61输送至储料输送线70上,并通过储料输送线70进行储料冷却,最终由人工将冷却好的产品80取下即可。
57.本实用新型的设计重点在于:通过采用机械手取件,使得不需人工取件,机械手的取件效率更高,从而避免出现产品堆积以及影响后续包装工艺的情况,同时配合堆叠平台和升降输送平台的使用,使得机械手取的产品可以先放在堆叠平台堆叠,并通过堆叠平台与升降输送平台的配合,解决了注塑机与包装机之间的高度差,代替了人工搬运的方式,节约大量人工成本,以及储料输送线的设置不仅能冷却热缩机包装后的产品,方便取件,而且钻石纹输送带还能解决包装膜与输送线之间由于摩擦力大而擦花包装膜的问题。
58.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1