一种轨道式装船机大车定位系统的制作方法
1.本实用新型涉及定位系统技术领域,更具体地说,它涉及一种轨道式装船机大车定位系统。
背景技术:
2.轨道式装船机属于散货码头流程化连续装、卸船作业的特种设备,用于物料的疏运集散,在港口行业散货高速流转、集效、滚动式发展中发挥着重要的作用。当前装船机大车较多采用编码器、定位标签及卫星定位等方式用作装泊前沿码头大车行进位置定位,其中编码器方式被较多的应用。编码器定位系统的组成一般包括:大车行走轮从动轮编码器、码头前沿位置校正装置、plc中控器、中控室的显示装置等。
3.上述方案存在缺陷:散货现场工况恶劣,编码器的使用常受到大车路轨及传动机构工况、编码器精度、粉尘等恶劣的气象条件等因素的限制,且编码器定位装置的管、用、养、修所需耗时长、维护及校准难度高、稳定性差,不能实现散货码头智能化无人值守。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种轨道式装船机大车定位系统,本实用新型稳定性好、精确度高、可靠性强、且使用和维护成本低,可为智慧港口建设提供有力支持。
5.本实用新型的上述技术目的是通过以下技术方案得以实现的:
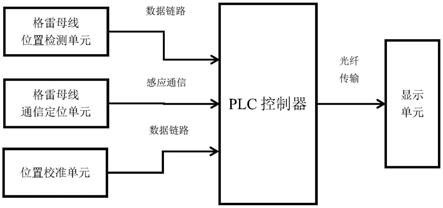
6.一种轨道式装船机大车定位系统,包括格雷母线位置检测单元、格雷母线通信定位单元、位置校准单元、plc控制器和显示单元,所述格雷母线位置检测单元、格雷母线通信定位单元、位置校准单元、显示单元均与所述plc控制器通讯连接;
7.所述格雷母线位置检测单元包括地址编码发射器、第一天线箱、地址编码接收器、格雷母线、始端箱、段间箱和终端箱,所述地址编码发射器安装于装船机尾车平台上,所述第一天线箱安装于靠近陆侧轨道旁的尾车横梁中部,所述格雷母线、始端箱、段间箱和终端箱均安装于尾车陆侧轨道地面,所述地址编码接收器安装于尾车行走廊道转载房内,所述第一天线箱在所述格雷母线的表面滑动,所述地址编码接收器与第一天线箱相连接;
8.所述格雷母线通信定位单元包括发信机、第二天线箱、感应环线和收信机,所述发信机设置于所述始端箱的第一电气柜内,所述发信机与所述感应环线相连,所述第二天线箱安装在尾车横梁中部,所述第二天线箱在所述格雷母线的表面滑动,所述收信机设置于所述地址编码发射器的第二电气柜内,所述收信机与所述第二天线箱相连;
9.所述位置校准单元包括激光测距雷达和矩形挡铁,所述激光测距雷达安装在船机尾车廊道地面上,所述矩形挡铁安装在尾车横梁的中部位置,所述矩形挡铁在所述激光测距雷达的表面滑动;
10.所述显示单元包括光端机和一体机电脑。
11.在其中一个实施例中,所述格雷母线通过第一支架安装在尾车陆侧轨道地面,所
述第一支架呈p型,所述第一支架包括第一槽钢、第一固定底板、第一螺丝和辅助安装夹具,所述第一槽钢设有多个矩形通孔,所述第一槽钢与所述第一固定底板相连接且呈t型。
12.在其中一个实施例中,所述辅助安装夹具包括长螺杆、定位圆阶梯、第一固定螺母、直固定压板和c型压板。
13.在其中一个实施例中,所述第一天线箱和所述第二天线箱均通过固定平台安装在尾车横梁中部,所述固定平台包括第二槽钢和角钢,所述角钢设有固定孔。
14.在其中一个实施例中,所述矩形挡铁通过固定支座安装在尾车横梁的中部位置,所述固定支座包括第二固定底板、螺杆和第二固定螺母,所述第二固定螺母嵌入在所述第二固定底板。
15.在其中一个实施例中,激光测距雷达通过第二支架安装在船机尾车廊道地面上,所述第二支架包括第三槽钢、第三固定底板、第二螺丝、圆形安装底板和固定螺丝,所述第三槽钢设有第一安装孔和多个第二安装孔,所述第三槽钢与所述第三固定底板相连接且呈t型。
16.在其中一个实施例中,所述感应环线的数量为两对。
17.在其中一个实施例中,所述格雷母线采用的芯数为10。
18.在其中一个实施例中,所述激光测距雷达的数量为两个,且所述激光测距雷达可采用单点激光测距雷达。
19.综上所述,本实用新型具有以下有益效果:
20.该定位系统充分考虑散货装泊码头粉尘、湿度大,作业环境恶劣等制约因素,采用了较为稳定的格雷母线的测量定位,确保定位系统的稳定性、可靠性以及精确度,二维显示装置可以中控室清晰显示轨道式装船机大车的实时位置,可为调度指挥人员提供可靠参考数据,以指导生产,提高生产效率,行走校正单元可确保误差范围30mm外的行走距离进行校正,实现轨道式装船机智能化的无人值守,从而实现流程散货码头的自动化和智能化,提高散货港口的科技水平,从而实现科技强港。
附图说明
21.图1是本实用新型的组成示意图;
22.图2是第一支架的结构侧视图;
23.图3是第一槽钢与第一固定板相连接的正视图;
24.图4是固定平台的结构正视图;
25.图5是固定平台的结构侧视图;
26.图6是矩形挡铁的正视图;
27.图7是第二支架的结构侧视图;
28.图8是第三槽钢与第三固定板相连接的正视图;
29.图9是本实用新型装船机大车实时位置检测示意图。
30.图中:1、格雷母线;2、激光测距雷达;3、矩形挡铁;4、第一槽钢;5、第一固定底板;6、长螺杆;7、定位圆阶梯;8、第一固定螺母;9、直固定压板;10、c型压板;11、第二槽钢;12、角钢;13、固定孔;14、第二固定底板;15、螺杆;16、第二固定螺母;17、第三槽钢;18、第三固定底板;19、圆形安装底板;20、固定螺丝;21、第一螺丝;22、第二螺丝;23、矩形通孔;24、第
一安装孔;25、第二安装孔。
具体实施方式
31.下面结合附图和实施例,对本实用新型进行详细描述。
32.值得注意的是,本文所涉及的“上”“下”等方位词均相对于附图视角而定,仅仅只是为了便于描述,不能够理解为对技术方案的限制。本文所使用的“第一、第二...”仅仅是用于对名称的区分,不代表具体的数量或顺序。
33.如图1所示,一种轨道式装船机大车定位系统,包括格雷母线位置检测单元、格雷母线通信定位单元、位置校准单元、plc控制器和显示单元,格雷母线位置检测单元,格雷母线通信定位单元、位置校准单元和显示单元均与plc控制器通讯连接,更具体的,格雷母线位置检测单元通过数据链路的方式与plc控制器连接,格雷母线通信定位单元通过感应通信的方式与plc控制器连接,位置校准单元通过数据链路的方式与plc控制器连接,显示单元通过光纤传输的方式与plc控制器连接,格雷母线位置检测单元包括地址编码发射器、第一天线箱、地址编码接收器、格雷母线1、始端箱、段间箱和终端箱,格雷母线通信定位单元包括发信机、第二天线箱、感应环线和收信机,位置校准单元包括激光测距雷达2和矩形挡铁3,显示单元包含光端机和一体机电脑,地址编码发射器经过阻抗匹配及功率放大模块的清除干扰及功率放大后,将装船机大车不同行进位置在格雷母线1进行编码划分并向格雷母线1发送,当装船机移动时,第一天线箱在格雷母线1表面滑动,与第一天线箱相连的地址接收器接收并识别不同位置的地址编码,地址接收器将地址编码数据通过数据链路反馈至plc控制器,plc控制器处理后,可得到地址编码方式检测到的装船机实时大车行进位置。发信机与两对感应环线相连,并发出装船机大车行进位置通讯定位信号,当装船机移动时,第二天线箱在格雷母线1表面滑动,收信机接收装船机大车行进位置通讯定位信号并通过数据链路将装船机大车实时位置反馈至plc控制器,plc控制器识别处理后,可得到此时通信定位方式检测到的装船机实时大车行进位置。当矩形挡铁3跟随装船机移动时,矩形挡铁3在激光测距雷达2表面滑动,激光测距雷达2将输出开关量信号,该开关量信号经过电缆高速传输至plc控制器,plc控制器进行综合处理后,可得到此时装船机大车的行进校正量,即大车位置校准后的实际值。plc控制器与显示单元通讯连接,显示单元将轨道式装船机大车的实时位置信息在中控室显示,更具体的,经光端机转换后将plc控制器传输过来的装船机大车行进实时位置信息输送到一体机电脑上,一体机电脑将装船机大车行进位置进行二维建模显示。从而提高了该定位系统的稳定性、精确度和可靠性、为智慧港口建设提供有力支持。
34.在具体一些实施例中,发射器安装于装船机尾车平台上,第一天线箱安装于靠近陆侧轨道旁的尾车横梁中部,格雷母线1、始端箱、段间箱和终端箱安装于尾车陆侧轨道地面,地址编码接收器安装于尾车行走廊道转载房内,其中地址编码发射器发射地址信号,地址编码接收器接受信号并将其反馈至plc控制器,plc控制器编译处理后,可得到地址编码方式检测到的装船机实时大车行进位置。
35.在具体一些实施例中,发射器(内置有阻抗匹配及功放模块)将地址信号发送至格雷母线1上,阻抗匹配模块可确保作为信号源的地址编码发射器的特性阻抗与格雷母线1上的特性阻抗相同(大小及相位均相同),功放模块将地址编码发射器发射的地址信号稳定不
失真放大,确保编码地址有效不丢失。
36.在具体一些实施例中,如图2和图3所示,格雷母线1通过第一支架安装在尾车陆侧轨道地面,第一支架为p型支架,第一支架包括第一槽钢4、第一固定底板5、第一螺丝21和辅助安装夹具,第一槽钢4与第一固定底板5相连接且呈t型,辅助安装夹具包括长螺杆6、定位圆阶梯7、第一固定螺母8、直固定压板9和c型压板10,其中,第一槽钢4上方有多个矩形通孔23,更具体的,矩形通孔23数量至少为两个,矩形通孔23用于穿插并调节长螺杆6的纵向安装位置,提高格雷母线1安装精确度,减少其纵向平面波动幅度,长螺杆6依次贯穿c型压板10、直固定压板9和矩形通孔23,通过第一固定螺母8将长螺杆6固定在第一槽钢4上,通过调节定位圆阶梯7在长螺杆6的位置,防止了长螺杆6在第一槽钢4左右移动,格雷母线放置在c型压板10和直固定压板9之间,c型压板通过第一固定螺母8固定在长螺杆6上,且通过调节定位圆阶梯7使格雷母线1紧固在c型压板10和直固定压板9之间,避免了格雷母线1的脱落,进一步提高了该定位系统的精确度及稳定性。
37.在具体一些实施例中,如图2和图3所示,第一槽钢4的长度为40cm,第一固定底板5的长度为20cm、宽度为20cm、厚度为6mm,第一槽钢4与第一固定底板5焊接成t型,第一螺丝21为整套10mm的爆炸螺丝,通过爆炸螺丝将第一固定底板5固定于装船机尾车廊道地面,安装方便、节约土建成本及项目实施时间,可大大缩短格雷母线1安装期限,并可随时调节横向的水平度,确保格雷母线1的安装精度。
38.在具体一些实施例中,格雷母线位置检测单元通过地址编码发射器进行位置的地址编码,并将地址编码信息发送到格雷母线1上,扁平状的第一天线箱与格雷母线1单匝线圈通电情况下产生电磁耦合,在非接触的情况下,完成互感,第一天线箱实现在格雷母线1上不同位置地址编码的识别,并经过数据链路传输给地址编码接收器,地址编码接收器接收并反馈至可配置plc控制器,从而完成为位置实时监测。
39.在具体一些实施例中,发信机内置于始端箱的第一电气柜内,采用直接式与感应环线连接并发送通信定位信号,第二天线箱安装于尾车横梁中部位置,并与安装于地址编码发射器的第二电气柜的收信机连接,第二天线箱跟随装船机的移动于格雷母线1表面滑动,收信机接收装船机大车行进位置通讯定位信号并通过其内置的感应通讯模块将装船机大车实时位置反馈至plc控制器,plc控制器通过感应通讯模块接收通信定位信号并识别处理后,可得到此时通信定位方式检测到的装船机实时大车行进位置。
40.在具体一些实施例中,感应环线得电后,在电磁耦合的作用下产生互感电动势,第二天线箱滑动并实现格雷母线1上不同位置的识别,实现廊道转载房固定站和机上移动站的双向数据传递,通信编码的地址信息采用频车键控(sk)方式调制,使用相干解调,标准通信速率9600bps,误码率:10-7
,通讯检测信号更新频率20ms。
41.在具体一些实施例中,格雷母线1采用芯线数n=10,最小步进长度w=200毫米,绝对精度毫米,长度:l=2n*μ,当格雷母线1长度l=102.4米时,其中在25.6米和51.2米处有交叉,可以进行裁剪分段使用,因此,母线长度规格包括25.6米、51.2米、102.4米等,若将最小步进长度w再进行精细划分为n,则格雷母线1地址测距的精确度w=w/n。
42.在具体一些实施例中,如图4所示,第一天线箱和天线箱均通过固定平台安装在尾车横梁中部,固定平台包括:第二槽钢11和角钢12,第二槽钢11和角钢12焊接成固定平台,
角钢12设有固定孔13,固定孔13用于固定第一天线箱和第二天线箱,固定平台与尾车中部横梁焊接。
43.在具体一些实施例中,如图7和图8所示,位置校准单元包括2个激光测距雷达2和1块矩形挡铁3,激光测距雷达2采用第二支架分别安装于装船机尾车行进方向的20米、100米处的廊道地面上,第二支架包括第三槽钢17、第三固定底板18、第二螺丝22、圆形安装底板19和固定螺丝20,第三槽钢17与第三固定底板18相连接且呈t型,其中,第三槽钢17上部设有第一安装孔24和多个第二安装孔25,更具体的,第二安装孔25数量至少为三个,激光测距雷达2机身通过第一安装孔24安装在第三槽钢17上,固定螺丝20通过第二安装孔25将圆形安装底板19固定在第三槽钢17上。
44.在具体一些实施例,如图7和图8所示,第三槽钢17长度为60cm,第三固定底板18的长度为20cm、宽度为20cm、厚度为8mm,第三槽钢17与第三固定底板18焊接成t型,第二螺丝22为10mm整套爆炸螺丝,第三固定底板18采用爆炸螺丝固定于装船机尾车廊道地面。
45.在一些具体实施例中,如图5所示,矩形挡铁3通过固定支座安装在尾车横梁的中部位置,固定支座包括第二固定底板14、螺杆15和第二固定螺母16,第二固定螺母16嵌入在第二固定底板14。
46.在具体一些实施例,如图5和图6所示,螺杆15两端有3cm螺纹,且长度为15cm,螺杆15采用第一固定螺母8与第二固定底板14相连,矩形挡铁3为不锈钢材质,感应部分长为200mm、宽为5mm、厚为3mmm的长条形,当矩形挡铁3跟随装船机移动时,矩形挡铁3在20米的激光测距雷达2表面滑动,激光测距雷达2输出一个高电平开关量信号,矩形挡铁3在100米处的单点激光测距雷达2表面滑动,激光测距雷达2输出一个低电平开关量信号,该开关量信号经过电缆传输至plc控制器,plc控制器进行综合处理后,可得到此时装船机大车的行进校正量,并最终在中控室被二维建模显示在一体机电脑上。
47.在具体一些实施例中,激光测距雷达2采用体积娇小、轻便的单点激光测距雷达,量程为0.1-12m,帧率可达1000hz,防护等级达到ip65及以上,防尘、放水性能优良,雨雾、粉尘工况下穿透能力极强,支持rs485、can等通讯协议,满足散货码头现场复杂工况的使用要求。
48.在具体一些实施例中,格雷母线1的地址编码或通信编码方式进行的距离检测均是通过电磁耦合实现,无直接接触,且当格雷母线1与滑动的天线箱在水平方向波动0-30mm及竖直方向波动30-300mm时均可正常稳定的进行高精度检测,受环境制约少,灵敏度及精确度高,完全满足复杂工况下的散货码头的定位检测需求。
49.在具体一些实施例中,格雷母线1不受无管会管制,地址和通信通讯检测可共存,兼容性好;采用交叉扭绞结构和相位检测技术,抗电气谐波等干扰能力强;定位系统防护等级达到ip67及以上,防尘、放水性能优良,使用期间免维护,寿命长。
50.在具体一些实施例中,如图9所示,轨道式装船机大车定位系统采用“三合一”方式综合测定,装船机回转中心点位置为s0,其与校正单元矩形挡铁3的距离为sz,矩形挡铁3的位置为s1,矩形挡铁3与第一天线箱距离s
x
,第一天线箱的位置为s2,第一天线箱与第二天线箱的距离为sy,第二天线箱的位置为s3,第一激光测距雷达2的安装位置与第一天线箱的位置的距离为s4,第二激光测距雷达2的安装位置与第二天线箱的位置的距离为s5,则第一天
线箱的实际位置为:则装船机回转中心点位置:当矩形挡铁3扫过第一雷达或第二雷达,或时,装船机回转中心点位置被校正s0=s4或s5。
51.以上仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1