一种在线贴胶带机构的制作方法
1.本实用新型涉及自动化设备技术领域,具体涉及一种在线贴胶带机构。
背景技术:
2.目前新能源汽车、新能源电动车市场广阔,新能源电池的技术开发得到蓬勃发展,由于多节电池拼接组合成的电池模组在性能和能效上具有较大优势,多家新能源厂商都采用多节电池拼接组合成电池模组提供电能,为了提高电池模组的产能,采用自动化设备辅助生产成为必要技术,每节电池在外表面都需要贴附有标识信息的胶带标签,以备后续各道工序生产中记录每节电池的生产装配信息,为此能够在线给予每节电池贴附胶带标签,可以大大提升电池生产和组装效率。
技术实现要素:
3.本实用新型目的:鉴于背景技术中提出的技术问题,我们设计一种在线贴胶带机构,采用供料组件配合传动组件、裁切组件将带有完整的标识信息的胶带片拉拽、裁切并分离,并利用电动滑移丝杆副带动胶带片下压贴附在线上的电池外壁上,再结合自动转移组件将预贴附胶带片的电池转移到后一工位,利用按压组件将胶带片紧密按压在电池外壁,使其贴附牢靠,在转移到下料工位,由下料组件推移下料,自此完成自动贴附胶带片工序需要,自动化程度高,可大大提升电池生产和组装的效率。
4.为解决上述问题采取的技术方案是:
5.一种在线贴胶带机构,包括通过传动组件带动进给的供料组件、裁切组件、将胶带片贴附在电池外壁的贴附组件、自动转移组件、按压定型组件和下料组件,
6.所述供料组件包括供料架、胶带盘、出料台、预紧气缸和牵引轮,所述供料架与传动组件连接,并在底部设置滑块滑轨组件,使得在传动组件带动下,供料架实现前后滑移动作,所述胶带盘上缠绕有胶带,所述胶带上间距均匀地设置有标识信息的文字或条码,所述出料台中部设置有略大于胶带厚度的出料口,胶带从出料口供料,所述预紧气缸设置在出料台下方,预紧气缸的顶杆处设置有滚轮,且滚轮与出料台相切配合,相切处夹持胶带,并使胶带保持预紧力,
7.所述裁切组件固定在出料台一侧,包括裁切气缸、裁切刀架和裁切刀,所述裁切刀正对出料口的胶带,所述裁切刀的刃口倾斜,在裁切气缸上下移动作用下,倾斜的刃口将预紧的胶带裁切分离,
8.所述贴附组件设置在产线一侧,包括电动滑移丝杆副、夹持气缸、夹爪、吸嘴和吸附块,所述吸嘴外接抽气设备,并通过连接板与电动滑移丝杆副的丝杆滑块连接,吸附块固连在吸嘴下方,在丝杆滑块升降动作下,吸附块吸附住裁切分离的胶带片正对线上的电池外壁实施与贴附,所述夹爪正对出料台的出料口,在传动组件带动进给情况下,夹持住胶带一端,传动组件复位后,胶带被拉拽出所需长度,
9.所述自动转移组件设置在产线下方,包括滑移气缸、滑块滑轨组件、滑移板、顶升
气缸和承托台,所述承托台上间距均匀设置有至少两组定位槽,定位槽与产线上间距相同的托举治具配合,承托台将后一托举治具上的电池抬升转移到下一工位的托举治具上,以此交替动作,可将电池有序向前送料。
10.进一步地,所述按压定型组件设置在贴附组件后一工位,包括按压气缸、按压臂和缓冲阀,所述按压臂下端设置有半圆柱形槽,半圆柱形槽的直径略大于电池外壁直径,缓冲阀设置在按压臂一侧,用于控制按压臂缓慢下压,在按压气缸的按压下,按压臂将预贴附在电池外壁的胶带片紧密按压贴附。
11.进一步地,所述下料组件设置在按压定型组件后一工位,包括推料气缸和推料杆,所述推料杆将承托台上的贴附完成的电池推移至落料滑轨。
12.进一步地,所述传动组件包括传动电机、主动带轮、传动带和从动带轮,所述传动带与所述供料架通过锁止块固连,传动带获得传动电机提高的传动力,带动供料架滑移动作。
13.本实用新型的有益效果是:
14.该在线贴胶带机构采用供料组件配合传动组件、裁切组件将带有完整的标识信息的胶带片拉拽、裁切并分离,并利用电动滑移丝杆副带动胶带片下压贴附在产线上的电池外壁上,再结合自动转移组件将预贴附胶带片的电池转移到后一工位,利用按压组件将胶带片紧密按压在电池外壁,使其贴附牢靠,在转移到下料工位,由下料组件推移下料,自此完成自动贴附胶带片工序需要,自动化程度高,可大大提升电池生产和组装的效率。
附图说明
15.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
16.图1为本实施例在线贴胶带机构的右侧俯视图;
17.图2为图1中a处的局部放大图;
18.图3为图1中b处的局部放大图;
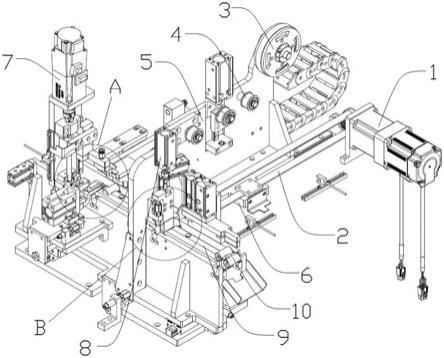
19.图4为本实施例在线贴胶带机构的立体图;
20.图5为本实施例所述贴附组件、自动转移组件、按压定型组件和下料组件的立体图;
21.其中,1-传动电机,2-传动带,3-胶带盘,4-牵引轮,5-供料架,6-锁止块,7-电动滑移丝杆副,8-按压气缸,9-产线,10-电池,11-丝杆,12-夹持气缸,13-夹爪,14-出料台,15-裁切刀,16-吸嘴,17-吸附块,18-缓冲阀,19-承托台,20-按压臂,21-推料气缸,22-推料杆,23-滑移气缸,24-预紧气缸,25-丝杆滑块,26-滑移板,27-顶升气缸,28-托举治具。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
23.请参阅图1-5,本实施例提出一种在线贴胶带机构,包括通过传动组件带动进给的供料组件、裁切组件、将胶带片贴附在电池10外壁的贴附组件、自动转移组件、按压定型组件和下料组件。
24.具体地说,所述供料组件包括供料架5、胶带盘3、出料台14、预紧气缸24和牵引轮4,所述供料架5与传动组件连接,并在底部设置滑块滑轨组件,使得在传动组件带动下,供料架5实现前后滑移动作,所述胶带盘3上缠绕有胶带,所述胶带上间距均匀地设置有标识信息的文字或条码,所述出料台14中部设置有略大于胶带厚度的出料口,胶带从出料口供料。参阅图4,所述预紧气缸24设置在出料台14下方,预紧气缸24的顶杆处设置有滚轮,且滚轮与出料台14相切配合,相切处夹持胶带,并使胶带保持预紧力。
25.参阅图2,所述裁切组件固定在出料台14一侧,包括裁切气缸、裁切刀15架和裁切刀15,所述裁切刀15正对出料口的胶带,所述裁切刀15的刃口倾斜,在裁切气缸上下移动作用下,倾斜的刃口将预紧的胶带裁切分离。
26.参阅图1、2和5,所述贴附组件设置在产线9一侧,包括电动滑移丝杆副7、夹持气缸12、夹爪13、吸嘴16和吸附块17,所述吸嘴16外接抽气设备,并通过连接板与电动滑移丝杆副7的丝杆滑块25连接,吸附块17固连在吸嘴16下方,在丝杆滑块25升降动作下,吸附块17吸附住裁切分离的胶带片正对线上的电池10外壁实施与贴附,所述夹爪13正对出料台14的出料口,在传动组件带动进给情况下,夹持住胶带一端,传动组件复位后,胶带被拉拽出所需长度。
27.进一步的实施方案是,所述自动转移组件设置在产线9下方,包括滑移气缸23、滑块滑轨组件、滑移板26、顶升气缸27和承托台19,所述承托台19上间距均匀设置有三组定位槽,定位槽与产线9上间距相同的托举治具28配合,承托台19将后一托举治具28上的电池10抬升转移到下一工位的托举治具28上,以此交替动作,可将电池10有序向前送料。
28.进一步的实施方案是,所述按压定型组件设置在贴附组件后一工位,包括按压气缸8、按压臂20和缓冲阀18,所述按压臂20下端设置有半圆柱形槽,半圆柱形槽的直径略大于电池10外壁直径,缓冲阀18设置在按压臂20一侧,用于控制按压臂20缓慢下压,在按压气缸8的按压下,按压臂20将预贴附在电池10外壁的胶带片紧密按压贴附。
29.进一步的实施方案是,所述下料组件设置在按压定型组件后一工位,包括推料气缸21和推料杆22,所述推料杆22将承托台19上的贴附完成的电池10推移至落料滑轨。
30.进一步的实施方案是,所述传动组件包括传动电机1、主动带轮、传动带2和从动带轮,所述传动带2与所述供料架5通过锁止块6固连,传动带2获得传动电机1提高的传动力,带动供料架5滑移动作。
31.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1