一种切换收卷铅带的装置的制作方法
1.本实用新型涉及铅带收卷领域,特别涉及一种切换收卷铅带的装置。
背景技术:
2.在蓄电池制作的过程中,需要制作板栅,而制作板栅需先制作铅带,由于生产出的铅带是连续的扁平的条状物,因此需将铅带卷绕成卷之后被用,因此,铅带卷绕装置应运而生。
3.现有的铅带卷绕装置如公告号为cn103008388b的中国专利公开的一种铅带卷绕机,包括:机架,用于卷绕铅带的卷筒、用于驱动所述卷筒转动的卷筒驱动装置和用于在卷绕初期对所述铅带限位、使其能够跟随所述卷筒转动的抱紧机构;使用时,铅带进入到所述卷绕单元中,并在所述抱紧机构的作用下随所述卷筒旋转卷绕;当所述卷筒上的铅带卷绕到设定体积后,切断铅带完成卷绕;所述抱紧机构包括:第一框架,用于支撑柔性带的若干组支撑件,各组支撑件可相对打开或合拢,并在合拢时由所述柔性带对所述卷筒形成包裹,所述若干组支撑件均设置在所述第一框架上;用于驱动若干组支撑件打开或合拢的第一驱动装置;用于调整所述框架与所述卷筒之间位置的调节机构,所述调节机构设置在所述机架所述铅带在进入到所述卷绕单元后,所述柔性带将铅带包裹在所述卷筒上,使铅带随所述卷筒同步旋转,卷绕在所述卷筒上;当铅带在所述卷筒上卷绕设定厚度后,在所述第一驱动装置的驱动下柔性带打开,不再包裹所述卷筒;当铅带在卷绕单元中完成卷绕后,气缸/液压缸的活动端伸出,卸卷顶板顶推铅卷的侧面,将其由卷筒上卸下。
4.上述专利提供的铅带卷绕机将一卷铅带卷绕完成,在将铅带从卷筒上卸下时,铅带无法被卷绕,大量的未卷绕的铅带会在待卷绕处堆叠,再次卷绕时需手动将堆叠的铅带卷绕。
技术实现要素:
5.为解决现有技术中存在的问题,本实用新型提供一种切换收卷铅带的装置,利用铅带转向器切换铅带的运动方向,并多个铅带收卷盘对铅带进行收卷,防止出现铅带堆叠的问题,提高了铅带收卷的速率。
6.一种切换收卷铅带的装置,包括铅带转向器,所述铅带转向器包括相对设置的第一定位叶片和第二定位叶片,所述第一定位叶片与第二定位叶片之间设有供铅带穿过的通道,
7.所述第一定位叶片和第二定位叶片的下游分别设有用于收卷铅带的第一铅带收卷盘和第二铅带收卷盘;
8.所述通道的出口一侧设有用于切换铅带收卷在第一铅带收卷盘或第二铅带收卷盘上的换向叶片。
9.具体的,第一定位叶片、第二定位叶片分设于换向叶片的两侧,第一铅带收卷盘、第二铅带收卷盘的方位分别与第一定位叶片、第二定位叶片相适配。
10.使用时,调节好换向叶片的方位,铅带进入通道后沿着第一定位叶片的叶片方向向外运动,将铅带的端部固定于第一铅带收卷盘上,第一铅带收卷盘转动将铅带收卷,当达到收卷的预定值后,将铅带剪断,同时,调节换向叶片的方向,此时铅带沿着第二定位叶片的叶片方向向外运动,将铅带被剪断的一端固定在第二铅带收卷盘上,转动第二铅带收卷盘;将第一铅带收卷盘上收卷的铅带取下并移动至下一道工序,第一铅带收卷盘留待再次收卷铅带;第一铅带收卷盘、第二铅带收卷盘重复上述工序交替收卷铅带。
11.优选的,所述第一定位叶片、第二定位叶片和换向叶片的底部均具有一个传动装置,
12.所述传动装置包括环形传送带,以及设于环形传送带内侧、用于支撑所述环形传送带的若干传动轮。
13.具体的,铅带为扁平状的片状结构,具有一定的宽度,因此为防止铅带在运动的过程中发生扭曲,设置传动装置是合适的。
14.优选的,所述第一定位叶片、第二定位叶片和换向叶片均设有一条安装臂,所述传动轮具有转轴,转轴的一端转动安装在所述安装臂上。
15.具体的,传动装置的位置相对固定才能保证铅带的输出方向的稳定,将若干传动轮转动安装在刚性的安装臂上是合适的。
16.优选的,所铅带转向器还包括方向切换装置,换向叶片底部的传动装置中其中一个传动轮为主动轮,所述方向切换装置包括可驱动所述主动轮向不同方向转动的方向切换马达。
17.具体的,主动轮在方向切换马达的驱动下转动,主动轮的转动带动整个换向叶片转动,此种结构实现了换向叶片位置切换的一键控制。
18.优选的,所述铅带转向器设于固定台上,所述第一铅带收卷盘、第二铅带收卷盘分别由第一铅带驱动电机和第二铅带驱动电机驱动。
19.具体的,为保证第一铅带收卷盘与第二铅带收卷盘在转动过程中阻力较小,将第一铅带收卷盘、第二铅带收卷盘分别套接在第一铅带驱动电机、第二铅带驱动电机上,使得第一铅带收卷盘、第二铅带收卷盘与地面存在一定的距离,为配合铅带收卷盘的高度,将铅带转向器设置在固定台上是合适的。
20.优选的,所述固定台上设有用于安装所述方向切换马达的安装座,所述安装座通过位于所述通道入口一侧的安装板固定安装在所述固定台上,所述安装板具有供铅带穿过的铅带入口。
21.具体的,在安装板上设置铅带入口具有导向作用可保证铅带在进入铅带转向器时的方向总是相同的。
22.与现有技术相比,本实用新型的有益之处在于:
23.(1)利用铅带转向器切换铅带的运动方向,并多个铅带收卷盘对铅带进行收卷,防止出现铅带堆叠的问题,提高了铅带收卷的速率。
附图说明
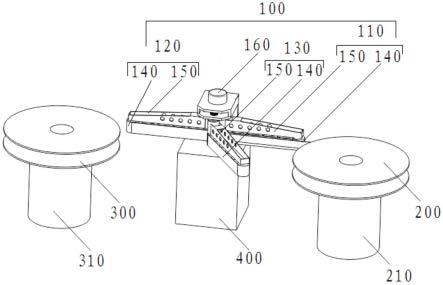
24.图1为本实用新型提供的切换收卷铅带的装置的立体示意图;
25.图2为本实用新型提供的切换收卷铅带的装置的另一方向立体示意图;
26.图3为本实用新型提供的切换收卷铅带的装置的部分零件转配示意图。
具体实施方式
27.下面结合附图和具体实施例,对本实用新型做进一步说明。
28.如图1-3所示,切换收卷铅带的装置,包括铅带转向器100,所述铅带转向器100包括相对设置的第一定位叶片110和第二定位叶片120,所述第一定位叶片110与第二定位叶片120之间设有供铅带穿过的通道,
29.所述第一定位叶片110和第二定位叶片120的下游分别设有用于收卷铅带的第一铅带收卷盘200和第二铅带收卷盘300;
30.所述通道的出口一侧设有用于切换铅带收卷在第一铅带收卷盘200或第二铅带收卷盘300上的换向叶片130。
31.第一定位叶片110、第二定位叶片120分设于换向叶片130的两侧,第一铅带收卷盘200、第二铅带收卷盘300的方位分别与第一定位叶片110、第二定位叶片120相适配。
32.所述第一定位叶片110、第二定位叶片120和换向叶片130的底部均具有一个传动装置140,所述传动装置140包括环形传送带141,以及设于环形传送带141内侧、用于支撑所述环形传送带141的若干传动轮142。
33.铅带为扁平状的片状结构,具有一定的宽度,因此为防止铅带在运动的过程中发生扭曲,设置传动装置140是合适的。
34.所述第一定位叶片110、第二定位叶片120和换向叶片130均设有一条安装臂150,所述传动轮142具有转轴,转轴的一端转动安装在所述安装臂150上。
35.传动装置140的位置相对固定才能保证铅带的输出方向的稳定,将若干传动轮142转动安装在刚性的安装臂150上是合适的。
36.所铅带转向器100还包括方向切换装置,换向叶片130底部的传动装置140中其中一个传动轮142为主动轮,所述方向切换装置包括可驱动所述主动轮向不同方向转动的方向切换马达160。
37.主动轮在方向切换马达160的驱动下转动,主动轮的转动带动整个换向叶片130转动,此种结构实现了换向叶片130位置切换的一键控制。
38.所述铅带转向器100设于固定台400上,所述第一铅带收卷盘200、第二铅带收卷盘300分别由第一铅带驱动电机210和第二铅带驱动电机310驱动。
39.为保证第一铅带收卷盘200与第二铅带收卷盘300在转动过程中阻力较小,将第一铅带收卷盘200、第二铅带收卷盘300分别套接在第一铅带驱动电机210、第二铅带驱动电机310上,使得第一铅带收卷盘200、第二铅带收卷盘300与地面存在一定的距离,为配合铅带收卷盘的高度,将铅带转向器100设置在固定台400上是合适的。
40.所述固定台400上设有用于安装所述方向切换马达160的安装座500,所述安装座500通过位于所述通道入口一侧的安装板固定安装在所述固定台400上,所述安装板具有供铅带穿过的铅带入口510。
41.在安装板上设置的铅带入口510具有导向作用可保证铅带在进入铅带转向器100时的方向总是相同的。
42.使用时,调节好换向叶片130的方位,铅带进入通道后沿着第一定位叶片110的叶
片方向向外运动,将铅带的端部固定于第一铅带收卷盘200上,第一铅带收卷盘200转动将铅带收卷,当达到收卷的预定值后,将铅带剪断,同时,调节换向叶片130的方向,此时铅带沿着第二定位叶片120的叶片方向向外运动,将铅带被剪断的一端固定在第二铅带收卷盘300上,转动第二铅带收卷盘300;将第一铅带收卷盘200上收卷的铅带取下并移动至下一道工序,第一铅带收卷盘200留待再次收卷铅带;第一铅带收卷盘200、第二铅带收卷盘300重复上述工序交替收卷铅带。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1