用于电芯转接片焊接的贴胶装置的制作方法
1.本实用新型涉及动力电池生产技术领域,具体地涉及一种用于电芯转接片焊接的贴胶装置。
背景技术:
2.锂离子电池是一种可充电电池,具有能量密度高、工作电压高、循环寿命长环保性高等优点、在移动电源、车辆等设备方面具有很好的应用前景。锂离子电池通常由两块电芯配对组合而成,其中需要经过超声波焊接进行连接,如图1所示。为了防止焊渣等污染电芯,需要在焊接位置贴上胶条。
3.当前产线的贴胶作业是通过贴胶装置同时将胶条贴在电芯面(上表面)和焊接面(下表面),一方面不能满足工艺的贴胶位置精度要求,另一方面贴胶效果不稳定。
技术实现要素:
4.本实用新型的目的是提供一种能够满足贴胶位置精度要求的用于电芯转接片焊接的贴胶装置。
5.为实现上述目的,本实用新型采用的技术方案如下:
6.一种用于电芯转接片焊接的贴胶装置,其可包括:
7.支撑座;
8.焊接面贴胶机构,所述焊接面贴胶机构安装在所述支撑座上,所述焊接面贴胶机构用于先将胶条的横向部分向下压贴在电芯的焊接面上;以及
9.电芯面贴胶机构,所述电芯面贴胶机构安装在所述支撑座上,所述电芯面贴胶机构用于在所述焊接面贴胶之后将所述胶条的竖直部分的上段朝所述电芯的电芯面压平并贴在所述电芯面上。
10.在较佳实施例中,还包括旋转机构,所述旋转机构用于驱动所述支撑座旋转,以将所述焊接面贴胶机构和电芯面贴胶机构旋转至所需贴胶角度。
11.在较佳实施例中,所述旋转机构包括伺服电机和转轴,所述转轴一端与所述伺服电机的输出轴连接,另一端固定连接于所述支撑座。
12.在较佳实施例中,所述焊接面贴胶机构包括第一气动滑台、压块和第一吸胶板,所述第一气动滑台竖直固定在所述支撑座上,所述压块与所述第一气动滑台固定连接,所述胶条呈l形,所述第一吸胶板成l形并固定在所述压块上,用于吸取所述胶条的下部分。
13.在较佳实施例中,所述第一气动滑台包括第一气缸和第一滑台,所述第一气缸固定在所述支撑座上,所述压块包括形成l形的横向压块部分和竖直压块部分,所述横向压块部分固定连接于所述第一滑台上,所述第一吸胶板固定在所述竖直压块部分上。
14.在较佳实施例中,所述电芯面贴胶机构包括第二气动滑台、滚轮安装座、滚轮和第二吸胶板,所述第二气动滑台通过一安装支座固定安装在所述第一滑台上,所述滚轮安装座固定在所述第二气动滑台上,所述第二吸胶板固定在所述滚轮安装座的侧面上,与所述
第一吸胶板的竖直部分在同一平面上,所述滚轮可转动地安装在所述滚轮安装座上并位于所述第一吸胶板和所述第二吸胶板之间,所述滚轮的宽度不小于所述胶条的宽度。
15.在较佳实施例中,所述安装支座呈l形,其竖直部分固定在所述第一滑台上,所述第二气动滑台固定在所述安装支座的底面上。
16.在较佳实施例中,所述安装支座的上表面上焊接有加强肋板,所述加强肋板呈三角形。
17.在较佳实施例中,所述第二气动滑台包括第二气缸和第二滑台,所述第二气缸固定在所述安装支座的底面上,所述滚轮安装座固定在所述第二滑台的底面上。
18.在较佳实施例中,所述滚轮为橡胶滚轮。
19.本实用新型采用上述技术方案,具有的有益效果是,本实用新型的装置结构简单,使用维护方便,以焊接面(转接片)为基准面,通过先贴焊接面再贴电芯面,可以满足位置精度要求,同时贴胶效果稳定、效率高。
附图说明
20.图1是待贴胶的电芯组件的立体示意图;
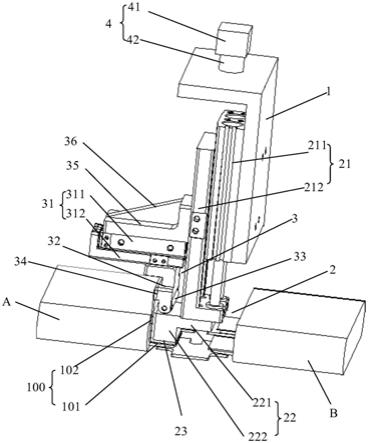
21.图2是本实用新型的一种用于电芯转接片焊接的贴胶装置的立体图;
22.图3是通过图2所示的贴胶装置贴好胶条后的图1所示的电芯组件的立体示意图。
具体实施方式
23.以下将结合附图对本实用新型的优选实施例进行详细说明,以便更清楚理解本实用新型的目的、特点和优点。应理解的是,附图所示的实施例并不是对本实用新型范围的限制,而只是为了说明本实用新型技术方案的实质精神。
24.在下文的描述中,出于说明各种公开的实施例的目的阐述了某些具体细节以提供对各种公开实施例的透彻理解。但是,相关领域技术人员将认识到可在无这些具体细节中的一个或多个细节的情况来实践实施例。在其它情形下,与本技术相关联的熟知的装置、结构和技术可能并未详细地示出或描述从而避免不必要地混淆实施例的描述。
25.除非语境有其它需要,在整个说明书和权利要求中,词语“包括”和其变型,诸如“包含”和“具有”应被理解为开放的、包含的含义,即应解释为“包括,但不限于”。
26.在整个说明书中对“一个实施例”或“一实施例”的提及表示结合实施例所描述的特定特点、结构或特征包括于至少一个实施例中。因此,在整个说明书的各个位置“在一个实施例中”或“在一实施例”中的出现无需全都指相同实施例。另外,特定特点、结构或特征可在一个或多个实施例中以任何方式组合。
27.如该说明书和所附权利要求中所用的单数形式“一”和“所述”包括复数指代物,除非文中清楚地另外规定。应当指出的是术语“或”通常以其包括“和/或”的含义使用,除非文中清楚地另外规定。
28.在以下描述中,为了清楚展示本实用新型的结构及工作方式,将借助诸多方向性词语进行描述,但是应当将“前”、“后”、“左”、“右”、“外”、“内”、“向外”、“向内”、“上”、“下”等词语理解为方便用语,而不应当理解为限定性词语。
29.此外,术语“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而
是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
30.在本技术的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
31.请参阅图1,图1是待贴胶条的电芯组件的立体示意图。电芯a和电芯b主要用于提供一种可充电电池的核心部件,电芯a和电芯b通过超声波焊接将电芯a的两个极耳a1和电芯b的两个极耳b1与两个转接片c连接。在生产过程中,需要将胶带分别贴在每处的焊缝(转接片与四个极耳的焊接处)上,防止焊渣等毛刺污染电芯。
32.请参阅图2,图2示出了本实用新型的一种用于电芯转接片焊接的贴胶装置,该贴胶装置可包括支撑座1和安装在所述支撑座1上的焊接面贴胶机构2和电芯面贴胶机构3,所述焊接面贴胶机构用于先将l形胶条100的横向部分101向下压贴在电芯a或b的焊接面上,所述电芯面贴胶机构用于在焊接面贴胶之后将所述l形胶条100的竖直部分102的上段朝所述电芯a或b的电芯面压平并贴在所述电芯面上。贴胶时,以焊接面(转接片)为基准面,通过先贴焊接面再贴电芯面,可以满足位置精度要求,同时贴胶效果稳定、效率高。
33.具体地,所述焊接面贴胶机构2可包括第一气动滑台21、压块22和第一吸胶板23。其中,第一气动滑台21竖直固定(例如通过螺钉)在所述支撑座1上。所述压块22与所述第一气动滑台21固定连接。所述第一吸胶板23呈l形并固定在所述压块22的底面和侧面上,用于吸取所述l形胶条100的下部分(包括横向部分101和竖直部分102的下段)。即,第一吸胶板23的底面和侧面均设有多个真空孔(未示出),所述真空孔与真空装置(例如,真空泵)连接。
34.第一气动滑台21是市场上购得的,例如mxq16滑台气缸系列。在本实施例中,第一气动滑台21可包括第一气缸211和第一滑台212,其中,所述第一气缸211固定(例如,通过螺钉)在所述支撑座1上。所述压块22包括形成l形的横向压块部分221和竖直压块部分222。所述横向压块部分221固定连接于所述第一滑台212的底面上。所述第一吸胶板23固定在所述竖直压块部分222(具体地,底面和侧面)上。第一气缸211动作,带动压块22向下运动,进而将吸附在第一吸胶板23的胶条100的横向部分101压贴在焊接面上(即,极耳与转接片的焊缝处)。压块22和第一吸胶板23通常是金属的,例如不锈钢、铝或铝合金等。
35.在本实施例中,所述电芯面贴胶机构3包括第二气动滑台31、滚轮安装座32、滚轮33和第二吸胶板34。所述第二气动滑台31通过一安装支座35固定安装(例如,通过螺钉)在第一气动滑台21的第一滑台212上。具体地,安装支座35呈l形,其竖直部分固定在所述第一滑台212上;所述第二气动滑台31固定在所述安装支座35的底面上。所述滚轮安装座32固定在所述第二气动滑台31的底面上。所述第二吸胶板34固定在所述滚轮安装座32的侧面上,与所述第一吸胶板23的竖直部分在同一平面上。所述滚轮33可转动地安装在所述滚轮安装座32上并位于所述第一吸胶板23和所述第二吸胶板34之间,以将所述第二吸胶板34吸附的l形胶条100的竖直部分102的上段滚压在电芯表面上。所述滚轮33的宽度不小于所述l形胶条100的宽度,以确保胶条100能够完全贴合,避免胶条脱落。
36.在本实施例中,所述安装支座35的上表面上焊接有加强肋板36,以提高安装支座
35的强度。所述加强肋板36呈三角形。滚轮安装座33、第二吸胶板34、安装支座35和加强肋板36由诸如钢、铝合金等金属制成。
37.第二气动滑台31的结构与第一气动滑台21的结构一样。具体地说,第二气动滑台31包括第二气缸311和第二滑台312,所述第二气缸311固定(例如,通过螺钉)在所述安装支座35的底面上,所述滚轮安装座32固定在所述第二滑台312的底面上。即,安装支座35、第二气缸311和第二滑台312从上到下叠置在一起。
38.所述滚轮33可以由金属或非金属材料制成。优选地,滚轮33为橡胶滚轮,橡胶具有一定的重量和弹性,既能确保将l形胶条100压实,又不会碰伤电芯表面。
39.在本实施例中,本贴胶装置还可包括旋转机构4,所述旋转机构4安装在一固定支架(未示出),用于驱动所述支撑座1旋转,以将所述焊接面贴胶机构1和电芯面贴胶机构2旋转至所需贴胶角度,从而实现其它角度的贴胶,例如旋转180度。具体地,所述旋转机构4包括伺服电机41和转轴42,伺服电机41固定在所述固定支架上,所述转轴42通过轴承可转地安装在所述固定支架上,其一端(即,上端)与所述伺服电机41的输出轴连接,另一端(即,下端)固定连接于所述支撑座1。
40.下面简要说明一下本贴胶装置的工作过程:待贴胶电芯组件(包括电芯a和b和转接片c)移动到贴胶工位,l形胶条100被吸附在第一吸胶板23和第二吸胶板34上,焊接面贴胶机构2的第一气缸211动作,带动第一吸胶板23向下运动,将l形胶条100的横向部分101压贴在转接片c与电芯a的极耳a1(前面一个)之间的焊缝上。接着,电芯面贴胶机构3的第二气缸311动作,带动滚轮33向左(朝电芯a一侧)运动,此时,l形胶条100与第二吸胶板34脱开,通过滚轮33将所述第二吸胶板34吸附的l形胶条100的竖直部分102的上段滚压在电芯表面上。然后,旋转机构4的伺服电机41动作,带动焊接面贴胶机构2和电芯面贴胶机构3旋转180度,完成转接片c与电芯b的贴胶作业。此后,电芯组件前进一个位置或者本贴胶装置通过相应机构移动一个位置,本贴胶装置再按照上述步骤完成另一组转接片与电芯的贴胶作业。
41.以上已详细描述了本实用新型的优选实施例,但应理解到,在阅读了本实用新型的上述讲授内容之后,本领域技术人员可以对本实用新型作各种改动或修改。这些等价形式同样落于本技术所附权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1