精密装配装置的制作方法
1.本实用新型是关于一种自动化设备技术领域,特别是关于一种精密装配装置,适用于产品较小,需要人工取放材料的产品。
背景技术:
2.随着电子产品不断融入当今社会,人们对多样化电子产品的依赖也随之增加,导致电子产品的市场越来越大,更新技术也越来越快。
3.现有电子零件的生产作业中,将冲切好的成品放置于料带中并进行热封通常采用手工作业,这种作业模式不仅浪费人力与工时,而且不良率高。
4.公开于该背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域一般技术人员所公知的现有技术。
技术实现要素:
5.本实用新型的目的在于提供一种精密装配装置,其能够通过取放机械手自动夹取与放置基材,可替代手工夹取作业的模式,夹取与放置速度快,提高了生产效率的同时减少了工时,降低了人力。
6.为实现上述目的,本实用新型的实施例提供了一种精密装配装置,包括基材传送组件,料带传送组件以及取放组件。
7.所述基材传送组件包括基材传送轨道以及驱动机构,所述驱动机构能够作用于置于所述基材传送轨道上的基材,使其沿所述基材传送轨道移动。
8.所述料带传送组件包括料带传送轨道,所述料带传送轨道与所述基材传送轨道平行设置。
9.所述取放组件包括移动机构以及取放机械手,所述取放机械手连接所述移动机构且在所述移动机构作用下能够将所述基材传送轨道上的基材拿取并移动放置于所述料带传送轨道的料带料盒中。
10.在本实用新型的一个或多个实施方式中,所述驱动结构包括设置于所述基材传送轨道上的传动带以及驱动所述传动带运作的电机。
11.在本实用新型的一个或多个实施方式中,所述基材传送轨道上凹设有传送槽,所述传送槽内设置有所述传动带。
12.在本实用新型的一个或多个实施方式中,所述基材传送组件还包括设置于所述基材传送轨道一端的基材放置部,所述基材放置部包括基材固定板以及设于所述基材固定板上、沿所述传送槽宽度方向延伸的基材卷盘放置轴。
13.在本实用新型的一个或多个实施方式中,所述基材传送轨道上还设置有限位板结构,所述限位板结构包括沿基材传送方向依次设置的第一限位板和第二限位板,所述第一限位板与所述第二限位板之间设置有供所述取放机械手作业的空间。
14.在本实用新型的一个或多个实施方式中,所述第一限位板在所述传送槽的宽度方向上部分覆盖所述传送槽设置,所述第二限位板在所述传送槽的宽度方向上完全覆盖所述传送槽设置。
15.在本实用新型的一个或多个实施方式中,所述料带传送组件还包括设置于所述料带传送轨道一端的料带放置部,所述料带放置部包括料带固定板以及设于所述料带固定板上的料带卷盘放置轴。
16.在本实用新型的一个或多个实施方式中,还包括热封组件,所述热封组件包括设置于所述料带传送轨道上方的盖膜放置部,设于所述料带传送轨道上方且沿所述料带传送方向依次滚动设置的多个热封辊以及设置于所述料带传送轨道另一端的成品放置部。
17.在本实用新型的一个或多个实施方式中,所述移动机构包括能够使所述取放机械手在基材传送方向移动的第一滑轨组件,安设于第一滑轨组件上、能够使所述取放机械手在基材传送轨道以及料带传动轨道之间移动的第二滑轨组件,以及安设于第二滑轨组件上,能够使取放机械手在竖直方向接近或远离基材传送轨道或料带传动轨道的第三滑轨组件,所述取放机械手固定于所述第三滑轨组件上。
18.在本实用新型的一个或多个实施方式中,所述取放机械手包括夹爪组和驱动电机,所述夹爪组可在所述驱动电机的作用下对基材进行抓取或释放。
19.与现有技术相比,本实用新型实施方式的精密装配装置,通过取放机械手自动夹取与放置基材,可替代手工夹取作业的模式,夹取与放置速度快,提高了生产效率的同时减少了工时,降低了人力。
20.本实用新型实施方式的精密装配装置,在基材传送轨道上设置限位板结构,且其中一个限位板部分覆盖传送槽,既可以固定传送槽内的基材料带,又不会对基材料带上的基材的移动产生阻挡。
附图说明
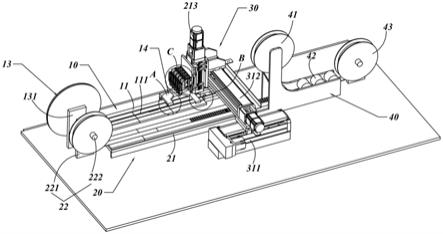
21.图1是本实用新型一实施方式的精密装配装置立体结构图;
22.图2是图1中a部分的细节放大图。
23.图3是图1中b部分的细节放大图。
24.图4是图1中c部分的细节放大图。
具体实施方式
25.下面结合附图,对本实用新型的具体实施方式进行详细描述,但应当理解本实用新型的保护范围并不受具体实施方式的限制。
26.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
27.如图1所示,本实用新型实施方式的精密装配装置,包括基材传送组件10,料带传送组件20,取放组件30以及热封组件40。基材传送组件10与料带传送组件20并列设置。取放组件30可于基材传送组件10与料带传送组件20之间移动,进行基材的取放。热封组件40设置于料带传送组件20的下游(料带传送方向的下端),对内置基材的料带料盒进行热封。
28.基材传送组件10包括基材传送轨道11、驱动机构12、基材放置部13以及限位板结构14。基材放置部13设置于基材传送轨道11的一端。限位板结构14设置于基材传送轨道11上。驱动机构12可作用于置于基材传送轨道11上的基材,使其沿基材传送轨道11移动。
29.基材传送轨道11为一长条形轨道结构,其上表面凹设有传送槽111,基材可沿传送槽111移动。
30.如图2和图3所示,驱动结构12包括设置于传送槽111内的传动带121以及驱动传动带121运作的电机122。基材放置于传动带121上,并跟随传动带121沿传送槽111移动。
31.基材放置部13包括基材固定板131以及设于基材固定板131上、沿传送槽111宽度方向延伸的基材卷盘放置轴。基材在进行冲切卷料后形成基材料盘,套设于基材卷盘放置轴上。
32.限位板结构14包括沿基材传送方向依次设置的第一限位板141和第二限位板142,第一限位板141与第二限位板142之间设置有供取放组件30作业的空间。第一限位板141在传送槽111的宽度方向上部分覆盖传送槽111设置,第二限位板142在传送槽111的宽度方向上完全覆盖传送槽111设置。
33.如图1所示,料带传送组件20包括料带传送轨道21以及料带放置部22。料带传送轨道21同样为一长条形轨道结构,其与基材传送轨道11平行设置。料带放置部22置于料带传送轨道21的一端,且与基材放置部13相对应。料带放置部22包括料带固定板221以及设于料带固定板221上的料带卷盘放置轴222,料带料盘套设于基材卷盘放置轴上。为了方便料带在料带传送轨道21的传送,料带传送轨道21的表面同样可设有传动带及驱动电机。
34.如图1和图4所示,取放组件30包括移动机构以及取放机械手32,取放机械手32连接移动机构且在移动机构作用下可将基材传送轨道11上的基材拿取并移动放置于料带传送轨道21的料带料盒中。
35.移动机构包括可使取放机械手32在基材传送方向移动的第一滑轨组件311,安设于第一滑轨组件311上、可使取放机械手32在基材传送轨道11以及料带传动轨道21之间移动的第二滑轨组件312,以及安设于第二滑轨组件312上,可使取放机械手32在竖直方向接近或远离基材传送轨道11或料带传动轨道21的第三滑轨组件313,取放机械手32固定于第三滑轨组件313上。第一滑轨组件311、第二滑轨组件312、第三滑轨组件313分别包括相应的滑轨轨道以及驱动电机。
36.取放机械手32包括夹爪组321和驱动电机322,夹爪组321可在驱动电机322的作用下对基材进行抓取或释放。
37.热封组件40包括设置于料带传送轨道21上方的盖膜放置部41,设于料带传送轨道21上方且沿料带传送方向依次滚动设置的多个热封辊42以及设置于料带传送轨道21另一端的成品放置部43。
38.本实用新型的精密装配装置,其使用方式如下:
39.将收卷好的基材料盘放置于基材放置部13,拉出基材卷料通过基材传送轨道11的传送槽111,进一步的第一限位板141、第二限位板142压合基材卷料,使取放机械手32在提取基材时卷料基底不会晃动。进一步将料带料盘放置于料带放置部22,拉出料带卷料通过料带传送轨道21。进一步的取放机械手32通过第一滑轨组件311、第二滑轨组件312以及第三滑轨组件313分别沿x、y、z三个方向运动,将基材夹取放置于料带料盒中,其中,料带料盒
位于料带卷料上。装有基材的料带继续沿料带传送轨道21移动。将盖膜料盘放置于盖膜放置部41上,拉出盖膜通过热风辊42将盖膜热封于装有基材的料带料盒表面,将热封好的卷料收于成品放置部43的成品料盘上。
40.与现有技术相比,本实用新型实施方式的精密装配装置,通过取放机械手自动夹取与放置基材,可替代手工夹取作业的模式,夹取与放置速度快,提高了生产效率的同时减少了工时,降低了人力。
41.本实用新型实施方式的精密装配装置,在基材传送轨道上设置限位板结构,且其中一个限位板部分覆盖传送槽,既可以固定传送槽内的基材料带,又不会对基材料带上的基材的移动产生阻挡。
42.前述对本实用新型的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本实用新型限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本实用新型的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本实用新型的各种不同的示例性实施方案以及各种不同的选择和改变。本实用新型的范围意在由权利要求书及其等同形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1