一种TO全自动装料机的制作方法
一种to全自动装料机
技术领域
1.本实用新型涉及一种装料机,具体涉及一种to全自动装料机。
背景技术:
2.目前,光器件采用to封装的一般称之为同轴器件,而目前来说同轴器件因为易于制造和成本优势,基本霸占了主流的光器件市场应用。to封装从尺寸上也有很大的发展,不同的尺寸通常代表了不同的应用领域,常规的有to38、to46、to52、to56、to65和to85。由于to产品种类多,体积小,包装成为一大难题,现的to产品均采用人工包装,工作效率低,且每盒数量无法得到保证。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种to全自动装料机,整体结构简单,操作方便,左右交替装料效率高,装料数量精准,节省劳动力。
4.本实用新型解决技术问题所采用的技术方案是:一种to全自动装料机,包括底座和plc控制器,所述底座中间设有自动装料装置,所述自动装料装置包括中转结构和收料装置,所述自动装料装置两侧分别设有左右放料装置,两组放料装置之间设有送料机构和吸嘴移动模组,所述送料机构包括两组分别对应左右放料装置的升降吸嘴组件,所述升降吸嘴组件可将产品在z轴方向吸起,并在x轴方向移动,两组放料装置中的产品分别通过对应的升降吸嘴组件交替输送至中转结构,通过中转结构将产品收入收料装置。
5.作为进一步的改进,所述中转结构包括固定座、产品放置处、推块、推块气缸和移动模组,通过推块和推块气缸将产品收入收料装置。
6.作为进一步的改进,所述产品放置处外侧设有导向块,将产品推入条形塑料包装盒时用于导向。
7.作为进一步的改进,所述吸嘴移动模组包括安装座、主动同步轮、从动同步轮、同步带和电机,升降吸嘴组件与同步带连接,主动同步轮在电机带动下带动同步带转动,从而带动升降吸嘴组件运动。
8.作为进一步的改进,所述升降吸嘴组件包括吸嘴、吸嘴安装块、升降电机、滑轨和同步带组件,所述滑轨将吸嘴在z轴方向进行导向;所述吸嘴安装块连接吸嘴和同步带组件;通过吸嘴升降电机带动同步带组件运动,即带动吸嘴升降。
9.作为进一步的改进,所述放料装置包括放料盘和放料盒,放料盘可在y轴方向移动。
10.作为进一步的改进,所述收料装置包括包装盒固定夹具和若干包装盒,所述包装盒呈一字型排布。
11.本实用新型的有益效果是: 在自动装料装置两侧分别设有左右放料装置,两组放料装置之间设有送料机构和吸嘴移动模组,所述送料机构包括两组分别对应左右放料装置的升降吸嘴组件,所述升降吸嘴组件可将产品在z轴方向吸起,并在x轴方向移动,两组放料
装置中的产品分别通过对应的升降吸嘴组件交替输送至中转结构,通过中转结构将产品收入收料装置,整体结构简单,操作方便,左右交替装料效率高,装料数量精准,节省劳动力。
附图说明
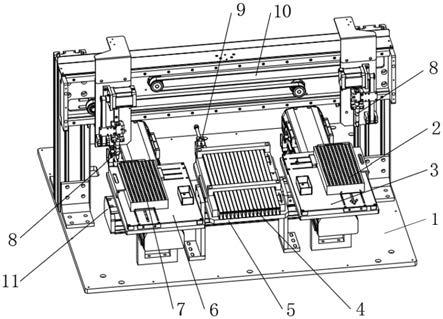
12.图1为本实用新型实施例的结构示意图。
13.图2为本实用新型实施例中转结构的结构示意图。
14.图3为本实用新型实施例升降吸嘴组件的结构示意图。
15.图4为本实用新型实施例送料机构的结构示意图。
16.其中,1. 底座;2. 右侧放料盒;3. 右侧放料盘;4. 包装盒;5. 包装盒固定夹具;6. 左侧放料盘;7. 左侧放料盒;8. 升降吸嘴组件;9. 中转结构;10. 吸嘴移动模组;11. 移动模组;12. 固定座;13. 产品放置处;14. 推块;15. 推块气缸;16. 导向块;17. 吸嘴:18. 吸嘴安装块;19. 升降电机;20. 滑轨;21. 主动同步轮ⅰ;22. 同步带ⅰ;23. 同步轮ⅰ;24. 安装座;25. 主动同步轮ⅱ;26. 从动同步轮ⅱ;27. 同步带ⅱ。
17.下面结合附图对本实用新型做进一步说明。
具体实施方式
18.如附图1所示,一种to全自动装料机,包括底座1和plc控制器,所述底座1中间设有自动装料装置,所述自动装料装置包括中转结构和收料装置,所述收料装置包括包装盒固定夹具5和十六个包装盒4,十六个包装盒4呈一字型排布,每个包装盒内可以装50个to46;所述自动装料装置两侧分别设有放料装置,左侧放料装置包括左侧放料盘6和左侧放料盒7,右侧放料装置包括右侧放料盘3和右侧放料盒2,右侧放料盘3和左侧放料盘6可在y轴方向移动;在两组放料装置之间设有送料机构,所述送料机构包括两组分别对应左右放料装置的升降吸嘴组件8及共用的吸嘴移动模组10,所述升降吸嘴组件8可将产品在z轴方向吸起,并在x轴方向移动,两组放料装置中的产品分别通过对应的升降吸嘴组件交替输送至中转结构9,通过中转结构9将产品收入收料装置。
19.如附图2所示,所述中转结构包括固定座12、产品放置处13、推块14和推块气缸15,通过推块14和推块气缸15将产品收入收料装置。移动模组11用于一盒包装盒装满后推动中转结构对准下一个包装盒。所述产品放置处13外侧设有导向块16。
20.如附图3所示,所述升降吸嘴组件包括吸嘴17、吸嘴安装块18、升降电机19、滑轨20和同步带组件,同步带组件包括主动同步轮ⅰ21、同步带ⅰ22和从动同步轮ⅰ23,所述滑轨20将吸嘴17在z轴方向进行导向;所述吸嘴安装块18连接吸嘴17和同步带组件;通过升降电机19带动同步带组件运动,即带动吸嘴17升降。
21.如附图4所示,所述送料机构包括两组分别对应左右放料装置的升降吸嘴组件8及吸嘴移动模组10,所述吸嘴移动模组10包括安装座24、主动同步轮ⅱ25、从动同步轮ⅱ26、同步带ⅱ27和电机,升降吸嘴组件8与同步带ⅱ27连接,主动同步轮ⅱ25在电机带动下带动同步带ⅱ27转动,从而带动升降吸嘴组件8运动。
22.实际使用时,右边升降吸嘴组件8在x轴方向移动配合右边放料盘3,将吸嘴定位在右边放料盒2其中一个产品的位置后,送料机构在z轴方向下降将一个产品吸起后再升起,然后吸嘴整体通过吸嘴左右移动模组在x轴方向往左移至产品中转结构9,随后吸嘴z轴方
向下降将产品放置在中转结构9上,后面由中转结构9的吸嘴移动模组10将产品沿y轴方向推入条形塑料包装盒4。然后左侧升降吸嘴组件8跟右边升降吸嘴组件8一样重复相同的动作,左边升降吸嘴将左侧料盒7中的一个产品运送至中转结构9,如此交替,左右吸嘴交替放料,当一根条形塑料包装盒装满50个产品后,产品中转结构9通过移动模组11沿x轴方向移动一定距离,对下一个条形塑料包装盒进行装料动作,直至所有包装盒全部装满。
技术特征:
1.一种to全自动装料机,包括底座和plc控制器,其特征在于:所述底座中间设有自动装料装置,所述自动装料装置包括中转结构和收料装置,所述自动装料装置两侧分别设有左右放料装置,两组放料装置之间设有送料机构,所述送料机构包括两组分别对应左右放料装置的升降吸嘴组件和吸嘴移动模组,所述升降吸嘴组件可将产品在z轴方向吸起,并在x轴方向移动,两组放料装置中的产品分别通过对应的升降吸嘴组件交替输送至中转结构,通过中转结构将产品收入收料装置。2.如权利要求1所述的一种to全自动装料机,其特征在于:所述中转结构包括固定座、产品放置处、推块、推块气缸和移动模组,通过推块和推块气缸将产品收入收料装置。3.如权利要求2所述的一种to全自动装料机,其特征在于:所述产品放置处外侧设有导向块。4.如权利要求1所述的一种to全自动装料机,其特征在于:所述吸嘴移动模组包括安装座、主动同步轮、从动同步轮、同步带和电机,升降吸嘴组件与同步带连接,主动同步轮在电机带动下带动同步带转动,从而带动升降吸嘴组件运动。5.如权利要求1所述的一种to全自动装料机,其特征在于:所述升降吸嘴组件包括吸嘴、吸嘴安装块、升降电机、滑轨和同步带组件,所述滑轨将吸嘴在z轴方向进行导向;所述吸嘴安装块连接吸嘴和同步带组件;通过升降电机带动同步带组件运动,即带动吸嘴升降。6.如权利要求1所述的一种to全自动装料机,其特征在于:所述放料装置包括放料盘和放料盒,放料盘可在y轴方向移动。7.如权利要求1所述的一种to全自动装料机,其特征在于:所述收料装置包括包装盒固定夹具和若干包装盒,所述包装盒呈一字型排布。
技术总结
本实用新型公开了一种TO全自动装料机,包括底座和PLC控制器,所述底座中间设有自动装料装置,所述自动装料装置包括中转结构和收料装置,所述自动装料装置两侧分别设有左右放料装置,两组放料装置之间设有送料机构和吸嘴移动模组,所述送料机构包括两组分别对应左右放料装置的升降吸嘴组件,所述升降吸嘴组件可将产品在Z轴方向吸起,并在X轴方向移动,两组放料装置中的产品分别通过对应的升降吸嘴组件交替输送至中转结构,通过中转结构将产品收入收料装置。本实用新型整体结构简单,操作方便,左右交替装料效率高,装料数量精准,节省劳动力。力。力。
技术研发人员:俞韶军 范思雨 步晨嘉 西蒙
受保护的技术使用者:浙江辛帝亚自动化科技有限公司
技术研发日:2021.09.29
技术公布日:2022/3/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1