一种盒装液晶面板自动上料装置的制作方法
1.本实用新型属于自动化领域,尤其涉及到一种盒装液晶面板自动上料装置。
背景技术:
2.液晶面板常用于显示装置上,而液晶面板比较易碎,于是就将液晶面板一层泡棉一层液晶面板放置于盒子里,这样方便运输,但是使用起来比较麻烦,而原有的技术就是人工将泡棉拿走再上液晶面板,这样不仅耗时耗力,而且容易造成液晶面板表面污染影响产品质量,因此原有技术存在缺陷,需要改进。
技术实现要素:
3.本实用新型提供一种盒装液晶面板自动上料装置,解决的上述问题。
4.为解决上述问题,本实用新型提供的技术方案如下:所述工作台的左侧设置有自动上料机构,所述自动上料机构的右侧设置有支架,所述支架上水平设置有第一搬运装置,所述第一搬运装置的正下方设置有回收装置,所述第一搬运装置的右侧设置第二搬运装置,所述第二搬运装置的正下方设置有对正装置。
5.优选的,所述第一搬运装置包括第一直线步进电机,所述第一直线步进电机上设置有第一驱动滑块和第二驱动滑块,所述第一驱动滑块上垂直设置有第一驱动装置,所述第一驱动装置的活动端设置有第一取料架,所述第一取料架上设置有可调位置气缸,所述可调位置气缸的活动端设置有吸嘴,所述第二驱动滑块上垂直设置有第二驱动装置,所述第二驱动装置的活动端设置有第二取料架,所述第二取料架上设置可移动滑块,所述可移动滑块上设置有吸嘴和除尘嘴,所述吸嘴和除尘嘴上设置有弹簧,在搬运的同时将灰尘等杂质除净,通过第一取料架将泡棉和附着物移走,通过第二取料架进行取料。
6.优选的,所述上料机构设置于所述工作台的左侧,所述上料机构包括供料装置和传送装置,所述供料装置包括第一供料单元和第二供料,所述第一供料单元和所述第二供料单元对称设置于所述工作台上,所述第一供料单元包括线性滑轨组,所述线性滑轨组的活动端水平设置有供料安装板,所述供料安装板上垂直设置有供料驱动装置,所述供料驱动装置的活动端设置有供料气缸,所述供料气缸的活动端设置有物料托架,所述第一供料单元和所述第二物料单元结构相同,所述第一供料单元和所述第二供料单元的中间设置有所述传送装置,所述供料装置的下方设置有宽度调节轴,所述宽度调节轴与所述供料装置和所述传送装置转动连接,通过调节宽度调节轴可实现不同液晶面板的自动上料。
7.优选的,所述工作台的中间设置有方形孔,所述方形孔的周侧设置有回收装置,所述回收装置包括移送装置、升降机构、回收辊道组和滑台调节装置,所述移送装置包括移送滑台,所述移送滑台对称设置于所述方形孔的两侧,所述移送滑台的底部设置有滑台安装板,所述移送滑台的滑动端设置有托物板,所述托物板上对称设置有抬起气缸,所述抬起气缸的活动端设置有抬起板,所述抬起板上设置有推紧气缸,所述推紧气缸的活动端设置有可调节托物支架,所述方形孔的下方设置有所述升降机构,所述升降机构包括底部安装板,
所述底部安装板上垂直设置有升降支架,所述升降支架上设置有升降驱动装置,所述升降驱动装置的活动端设置有升降架,所述升降架上设置有所述回收辊道,通过回收装置以及回收辊道将包装盒和包装物回收。
8.优选的,所述工作台的右侧设置有凹型槽,所述凹型槽的底部设置有对正装置,所述对正装置包括y轴驱动装置,所述y轴驱动装置的活动端设置有x轴驱动装置,所述x轴驱动装置的活动端设置有校正安装板,所述校正安装板上设置有旋转气缸,所述旋转气缸的顶部设置有校正支架,所述校正支架上设置有气嘴,所述旋转气缸的顶部设置有除尘气嘴,所述y轴驱动装置的左侧对称设置有ccd检测装置,通过监测装置来校正液晶面板的位置。
9.优选的,所述第二搬运装置水平设置于所述支架的右侧,所述第二搬运装置包括第二搬运安装板,所述第二搬运安装板上设置有第二直线步进电机,所述第二直线步进电机上设置有第三驱动滑块,所述第三驱动滑块上垂直设置有第三驱动装置,所述第三驱动装置的活动端设置有第三取料架,所述第三取料架和所述第二取料架结构相同。
10.相对于现有技术的有益效果是,采用上述方案,本实用新型通过自动化上料不仅节省人力,而且防止液晶面板的二次污染,提高装配精度,具有良好市场效益。
附图说明
11.为了更清楚的说明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需使用的附图作简单介绍,显而易见的,下面描述中的附图仅仅是实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
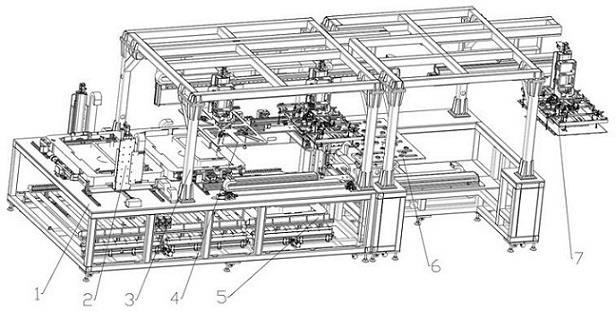
12.图1为本实用新型的结构总示意图;
13.图2为本实用新型的第一搬运装置结构示意图;
14.图3为本实用新型的自动上料结构示意图;
15.图4为本实用新型的回收装置结构示意图;
16.图5为本实用新型的对正装置结构示意图。
17.以上附图所示:工作台1、自动上料机构2、支架3、第一搬运装置4、回收装置5、对正装置6、第二搬运装置7、第一直线步进电机41、第一驱动滑块42、第二驱动滑块46、第一驱动装置43、第一取料架44、可调位置气缸45、第二驱动装置47、第二取料架48、可移动滑块49、线性滑轨组21、供料安装板22、供料驱动装置25、供料气缸26、物料托架24、传送装置27、移送滑台52、滑台安装板51、托物板53、抬起气缸54、抬起板55、推紧气缸56、可调节托物支架57、升降驱动装置58、升降架59、y轴驱动装置61、x轴驱动装置62、校正安装板63、旋转气缸64、校正支架65、ccd检测装置66。
具体实施方式
18.为了便于理解本实用新型,下面结合附图和具体实施例,对本实用新型进行更详细的说明。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
19.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上
或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
20.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本说明书中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本实用新型。本说明书所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
21.实施例一:如图1所示,所述工作台1的左侧设置有自动上料机构2,所述自动上料机构2的右侧设置有支架3,所述支架3上水平设置有第一搬运装置4,所述第一搬运装置4的正下方设置有回收装置5,所述第一搬运装置4的右侧设置第二搬运装置7,所述第二搬运装置7的正下方设置有对正装置6。
22.实施例二:如图2所示,所述第一搬运装置4包括第一直线步进电机41,所述第一直线步进电机41上设置有第一驱动滑块42和第二驱动滑块46,所述第一驱动滑块42上垂直设置有第一驱动装置43,所述第一驱动装置43的活动端设置有第一取料架44,所述第一取料架44上设置有可调位置气缸45,所述可调位置气缸45的活动端设置有吸嘴,所述第二驱动滑块46上垂直设置有第二驱动装置47,所述第二驱动装置47的活动端设置有第二取料架48,所述第二取料架48上设置可移动滑块49,所述可移动滑块49上设置有吸嘴和除尘嘴,所述吸嘴和除尘嘴上设置有弹簧,在搬运的同时将灰尘等杂质除净,通过第一取料架将泡棉和附着物移走,通过第二取料架进行取料。
23.实施例三:如图3所示,所述自动上料机构包括供料装置和传送装置21,所述供料装置包括第一供料单元和第二供料,所述第一供料单元和所述第二供料单元对称设置于所述工作台上,所述第一供料单元包括线性滑轨组21,所述线性滑轨组21的活动端水平设置有供料安装板22,所述供料安装板22上垂直设置有供料驱动装置25,所述供料驱动装置25的活动端设置有供料气缸26,所述供料气缸26的活动端设置有物料托架24,所述第一供料单元和所述第二物料单元结构相同,所述第一供料单元和所述第二供料单元的中间设置有所述传送装置27,所述供料装置的下方设置有宽度调节轴,所述宽度调节轴与所述供料装置和所述传送装置转动连接,通过调节宽度调节轴可实现不同液晶面板的自动上料。
24.实施例四:如图4所示,所述工作台1的中间设置有方形孔,所述方形孔的周侧设置有回收装置5,所述回收装置5包括移送装置、升降机构、回收辊道组和滑台调节装置,所述移送装置包括移送滑台52,所述移送滑台52对称设置于所述方形孔的两侧,所述移送滑台52的底部设置有滑台安装板51,所述移送滑台52的滑动端设置有托物板53,所述托物板53上对称设置有抬起气缸54,所述抬起气缸54的活动端设置有抬起板55,所述抬起板55上设置有推紧气缸56,所述推紧气缸56的活动端设置有可调节托物支架57,所述方形孔的下方设置有所述升降机构58,所述升降机构包括底部安装板,所述底部安装板上垂直设置有升降支架,所述升降支架上设置有升降驱动装置58,所述升降驱动装置58的活动端设置有升降架59,所述升降架59上设置有所述回收辊道,通过回收装置以及回收辊道将包装盒和包装物回收。
25.实施例五:如图5所示,所述工作台的右侧设置有凹型槽,所述凹型槽的底部设置有对正装置,所述对正装置包括y轴驱动装置61,所述y轴驱动装置61的活动端设置有x轴驱
动装置62,所述x轴驱动装置62的活动端设置有校正安装板63,所述校正安装板63上设置有旋转气缸64,所述旋转气缸64的顶部设置有校正支架65,所述校正支架65上设置有气嘴,所述旋转气缸64的顶部设置有除尘气嘴,所述y轴驱动装置的左侧对称设置有ccd检测装置66,通过监测装置来校正液晶面板的位置。
26.实施例六:如图1所示,所述第二搬运装置水平设置于所述支架的右侧,所述第二搬运装置包括第二搬运安装板,所述第二搬运安装板上设置有第二直线步进电机,所述第二直线步进电机上设置有第三驱动滑块,所述第三驱动滑块上垂直设置有第三驱动装置,所述第三驱动装置的活动端设置有第三取料架,所述第三取料架和所述第二取料架结构相同。
27.基本工作原理:将盒装液晶面板放入自动上料装置的物料托架上,物料托架下落使箱底接触传送装置,传送装置将盒子传送至第一搬运装置上方,第一搬运装置上的第一取料架将液晶面板上的包装物吸起放入回收装置中,第二取料支架将液晶面板吸起放入对正装置内,对正装置在ccd作用下调整好位置,第二搬运装置将液晶面板吸起放入待组装备件中。
28.需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本实用新型说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1