一种便洁套自动卷绕设备的制作方法
1.本实用新型涉及便洁套生产设备技术领域,尤其涉及一种便洁套自动卷绕设备。
背景技术:
2.便洁套在生产出来后通常卷绕成大卷的卷盘,而在实际使用中需要将其分成小卷,通常是将固定长度的便洁套卷绕在卷轴芯上,目前的做法是先要量取并裁剪固定长度的便洁套,然后在手工卷绕,或者通过电机旋转卷轴芯来卷绕,效率低下,而且便洁套卷绕不整齐且蓬松,不利于使用。
技术实现要素:
3.针对当前便洁套卷绕效率低、卷绕出的便洁套卷不整齐和蓬松的问题,本实用新型的目的在于提供一种便洁套自动卷绕设备,其能够有效提高便洁套的卷绕效率,而且卷绕出的便洁套卷整齐且紧凑。
4.为达到上述目的,本实用新型公开了一种便洁套自动卷绕设备,其包括控制器、旋转电机、直线移动模组、用于安装卷轴芯的第一安装机构以及用于安装便洁套卷盘的第二安装机构;所述卷轴芯转动连接于第一安装机构上,所述旋转电机带动卷轴芯旋转;所述第二安装机构设置在直线移动模组上并跟随直线移动模组移动;
5.所述旋转电机和直线移动模组连接控制器;
6.所述控制器连接有操控面板,所述操控面板上至少设有启停开关和用于控制直线移动模组动作的位移按键。
7.优选地,所述第一安装机构包括第一固定座、第二固定座、设置在第一固定座上并用于与卷轴芯转动连接的定位槽以及转动设置在第二固定座上并用于与卷轴芯卡接的齿环,所述定位槽和齿环相对设置;所述旋转电机的输出轴与齿环固定连接。
8.优选地,所述第一固定座上螺纹连接有一调节杆,所述定位槽设于该调节杆的末端。
9.优选地,所述第二安装机构包括支架、设置在支架上并用于放置便洁套卷盘的中心轴以及设置在中心轴上用于防止便洁套卷盘左右摆动及脱落的固定卡。
10.优选地,所述直线移动模组包括滑杆、与滑杆滑动连接的滑块、与滑块螺纹连接的螺杆以及驱动螺杆转动的驱动电机,所述第二安装机构固定在滑块上;所述驱动电机与控制器连接。
11.优选地,所述第一安装机构和第二安装机构之间还设有至少一用于绷紧便洁套的中间辊。
12.优选地,还包括靠近所述第一安装机构设置的用于裁剪便洁套的铡刀,所述铡刀为手动铡刀或电动铡刀,所述电动铡刀与控制器连接。
13.优选地,还包括靠近所述第一安装机构设置的压膜机构,所述压膜机构包括垫板、置于垫板上方的压块以及推动压块上下移动的气缸,所述气缸与控制器连接。
14.优选地,所述控制面板上还包括用于显示计时或计数的显示屏以及用于设定旋转电机工作时长或转数的参数按键。
15.优选地,还包括与所述控制器连接并用于计量便洁套长度的计数器。
16.本实用新型具有以下有益效果:
17.通过第一安装机构定位安装卷轴芯,通过第二安装机构放置便洁套卷盘,通过直线移动模组可以调整第二安装机构的位置,使得便洁套卷盘能够正对卷轴芯,进而使得便洁套能够整齐地卷绕,此外通过调整第二安装机构的位置还可以使得设备能适用于不同规格的卷轴芯,设备通用性强。通过旋转电机直接或间接带动卷轴芯转动,进而拖动便洁套卷盘转动,这样卷绕时便洁套能够绷紧,便洁套可以卷绕得更紧凑,利于后期使用。可以通过设定旋转电机的运行时长或转数来计量卷取固定长度的便洁套,方便快捷。本实用新型的结构简单,使用方便,效率高。
附图说明
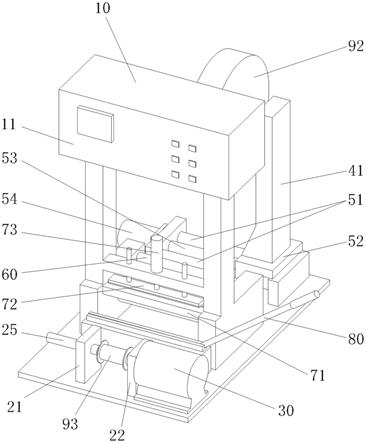
18.图1为本实用新型的示意图。
19.图2为本实用新型另一视角的示意图。
20.图3为第一安装机构的示意图。
21.图4为第一安装机构另一视角的示意图。
22.图5为卷轴芯的示意图。
23.图6为卷轴芯另一视角的示意图。
24.图7为便洁套的行走轨迹示意图。
25.主要部件符号说明:
26.控制器10,操控面板11;
27.第一固定座21,第二固定座22,定位槽23,齿环24,调节杆25;
28.旋转电机30;
29.支架41,中心轴42,固定卡43;
30.滑杆51,滑块52,螺杆53,驱动电机54;
31.中间辊60;
32.垫板71,压块72,气缸73;
33.铡刀80;
34.便洁套91,便洁套卷盘92,卷轴芯93,转杆931,卡齿932。
具体实施方式
35.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
36.如图1~7所示,本实用新型公开了一种便洁套91自动卷绕设备,其包括控制器10、第一安装机构、第二安装机构、旋转电机30、直线移动模组、两根中间辊60、铡刀80、压膜机构和计数器。
37.控制器10连接有操控面板11,在操控面板11上设有用于控制设备运行和停止的启停开关、用于控制直线移动模组动作的位移按键、用于显示计时或计数的显示屏以及用于
设定旋转电机30工作时长或转数的参数按键。
38.第一安装机构用于安装卷轴芯93,包括第一固定座21、第二固定座22、定位槽23、齿环24和调节杆25,第一固定座21和第二固定座22并排放置,调节杆25与第一固定座21螺纹连接,定位槽23设置在调节杆25的末端,通过旋动调节杆25,可以使得定位槽23靠近或远离第二固定座22。齿环24则转动连接在第二固定座22上,并与定位槽23相对设置。通常卷轴芯93的一端设有转杆931,另一端设有卡齿932,故定位槽23是与卷轴芯93上的转杆931转动连接,使得卷轴芯93可以灵活转动,还起到卷轴芯93一端的定位作用,而齿环24与卡齿932卡接,通过定位槽23和齿环24可以将卷轴芯93定位安装。旋转电机30的输出轴和齿环24固定连接。旋转电机30与控制器10连接。当然,也可以取消齿环24,可以让卷轴芯93的卡齿932直接转动连接在第二固定座22上,旋转电机30的输出轴直接与齿环24传动连接。
39.第二安装机构用于安装便洁套卷盘92,包括支架41、设置在支架41上并用于放置便洁套卷盘92的中心轴42以及设置在中心轴42上固定卡43。通常便洁套卷盘92是在一中空卷芯上卷绕形成,中心轴42直接穿过这个中空卷芯将其定位放置,同时,固定卡43可以将便洁套卷盘92在中心轴42上限位,避免其左右摆动及掉落。
40.直线移动模组用于调整第二安装机构位置,或者说是纠偏,其包括滑杆51、与滑杆51滑动连接的滑块52、与滑块52螺纹连接的螺杆53以及驱动螺杆53转动的驱动电机54,第二安装机构的支架41固定在滑块52上。驱动电机54与控制器10连接。滑杆51为滑块52导向,螺杆53转动时,滑块52受限与滑杆51不可转动,故沿着滑杆51滑动。通过位移按键来控制驱动电机54正转或反转,进而起到将第二安装机构位置调整的目的,使得便洁套91从便洁套卷盘92到卷轴芯93之间不至于偏斜。
41.两根中间辊60设置在第一安装机构和第二安装机构之间,中间辊60的设置可以使得便洁套91的行走路径“拐弯”,进而起到绷紧的作用。
42.在靠近第一安装机构设置的压膜机构,压膜机构包括垫板71、置于垫板71上方的压块72以及推动压块72上下移动的气缸73,气缸73与控制器10连接,气缸73可推动压块72压紧于垫板71上。
43.铡刀80设置在靠近第一安装机构和压膜机构之间,铡刀80可以是手动铡刀80或电动铡刀80,选用电动铡刀80话,其需要与控制器10连接。在卷绕完成后,压膜机构将便洁套91压住,这时使用铡刀80就可以很轻松将便洁套91裁断此外,压膜机构还可以在紧急制动的情况下迅速终止作业。
44.虽然可以通过控制旋转电机30的转数或者转速及时间来得到一定长度的便洁套91,但是这样相对来说精度没那么高,故可以设置一个专门用来计量便洁套91长度的计数器,该计数器与控制器10连接。
45.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1