一种用于氨纶生产的手动落筒装置的制作方法
本技术涉及一种手动落筒装置,尤其涉及一种用于氨纶生产的手动落筒装置。
背景技术:
1、近几年来在中等发达国家和发展中国家也有较大发展。我国氨纶工业起步较晚,但发展速度迅猛,现已成为世界最大的氨纶生产国。国内外厂家差别化连续纺丝技术已经相对成熟,生产中卷绕头能够实现自动切换,但是卷绕头完成的氨纶卷筒装还需要人工进行落筒,落筒操作实质上就是讲绕丝机上绕成的氨纶卷筒移动至用于摆放氨纶卷筒的落筒车上,中国专利cn202828468u公开了一种现有的落筒装置,安装该方案制作出的落筒装置由于后方滚轮的存在,整体重量较大,增加操作人落筒操作的工作强度,且该落筒装置在应力集中处易发生断裂。
技术实现思路
1、本实用新型为解决现有技术中存在的问题,提出了一种用于氨纶生产的手动落筒装置。
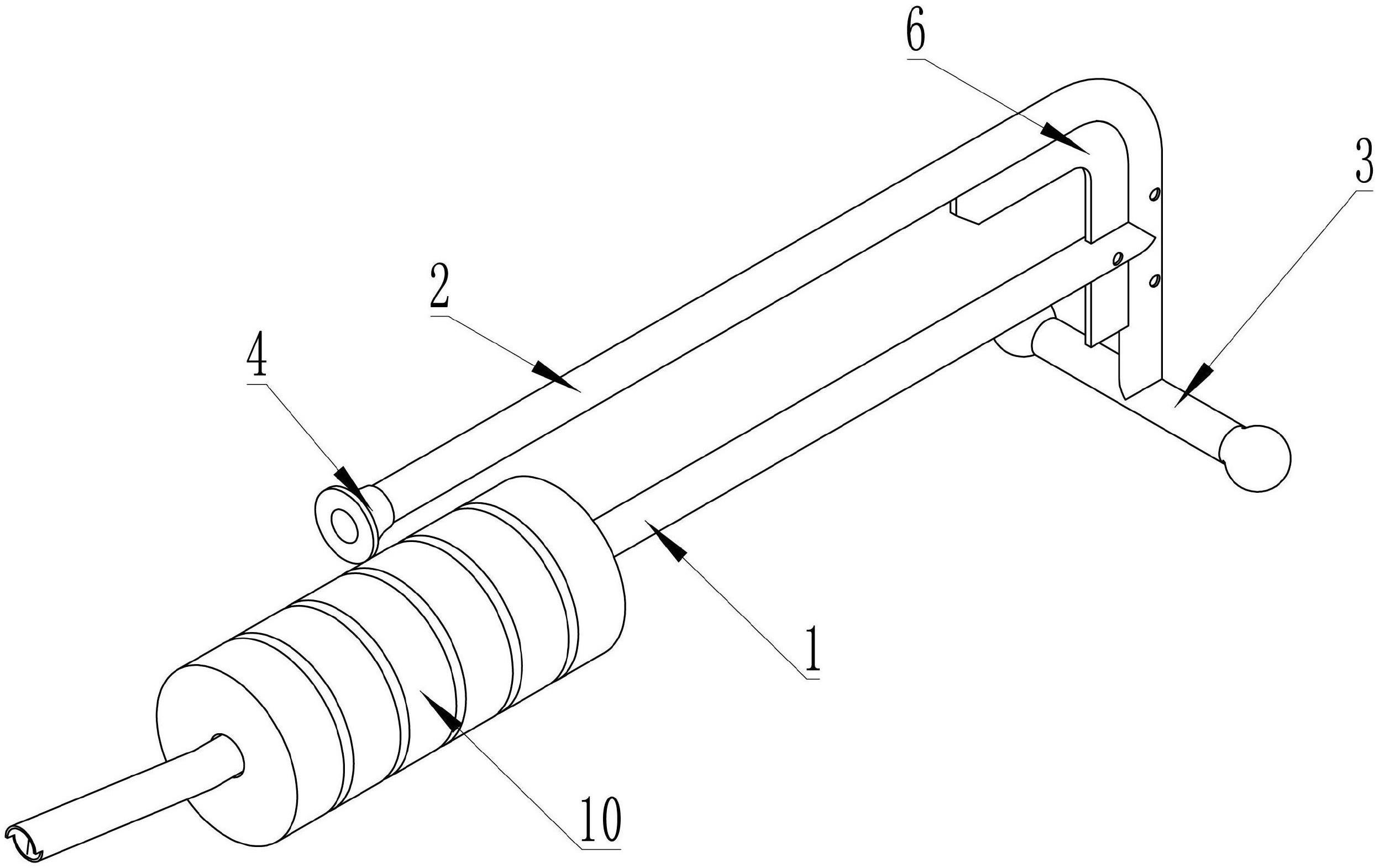
2、该落筒装置包括:用于临时承托氨纶卷筒的落筒管,与落筒管在短边上焊接为一体的l型把手,与l型把手下端焊接为一体的水平辅助支撑管;其中,落筒管包括位于前端的上倾段和位于后端与l型把手连接的水平段,上倾段相对于水平段向上倾斜5°至8°,防止落筒操作时,氨纶卷筒从落筒管上滑出;水平段加上倾段的长度大于l型把手在水平方向的长度,落筒管与l型把手优先选择为铝合金,钛合金中的一种。
3、进一步地,水平段与l型把手焊接处两侧设置有加强筋。
4、进一步地,上倾段外端设有缩进坡口,使得上倾段管道的上部略长于管道的下部,利于搭放在落筒车的支撑管外圆上。
5、进一步地,上倾段管道内部靠近缩进坡口的位置设置有限位轴,防止上倾段过深的套在落筒车的支撑管上,不易取下。
6、进一步地,l型把手的前端设有直径大于自身管体的防滑档。
7、进一步地,落筒管和l型把手均为空心管体,两者焊接处的内部空间设置丁字形加强内衬,并在落筒管和l型把手的外壁上开设至少三处点焊孔,确保落筒管、l型把手和丁字形加强内衬焊接为一体,防止落筒管、l型把手和丁字形加强内衬的应力集中处发生断裂。
8、本实用新型的技术效果在于:经过现场试制后发现,落筒装置应力集中点位于落筒管和l型把手的焊接连接处,因此,在该处外部设置加强筋,内部设置丁字形加强内衬,增加该处强度的同时,并没有通过大幅增加管径或管道的壁厚的方式,而导致整个装置的重量大幅增加。其次,落筒管前端的上倾结构避免氨纶卷筒从落筒管上滑出,缩进坡口与限位轴使得装置操作起来更加顺畅,降低了操作难度,深受操作人员的欢迎。
技术特征:
1.一种用于氨纶生产的手动落筒装置,其特征在于,该落筒装置包括:用于临时承托氨纶卷筒(10)的落筒管(1),与落筒管(1)在短边上焊接为一体的l型把手(2),与l型把手(2)下端焊接为一体的水平辅助支撑管(3);
2.根据权利要求1所述的用于氨纶生产的手动落筒装置,其特征在于,所述水平段(11)与l型把手(2)焊接处两侧设置有加强筋(6)。
3.根据权利要求1所述的用于氨纶生产的手动落筒装置,其特征在于,所述上倾段(12)外端设有缩进坡口(13),使得上倾段(12)管道的上部略长于管道的下部,利于搭放在落筒车的支撑管外圆上。
4.根据权利要求3所述的用于氨纶生产的手动落筒装置,其特征在于,所述上倾段(12)管道内部靠近缩进坡口(13)的位置设置有限位轴(9),防止上倾段(12)过深的套在落筒车的支撑管上,不易取下。
5.根据权利要求1所述的用于氨纶生产的手动落筒装置,其特征在于,所述l型把手(2)的前端设有直径大于自身管体的防滑档(4)。
6.根据权利要求1所述的用于氨纶生产的手动落筒装置,其特征在于,所述落筒管(1)和l型把手(2)均为空心管体,两者焊接处的内部空间设置丁字形加强内衬(8),并在落筒管(1)和l型把手(2)的外壁上开设至少三处点焊孔(7),确保落筒管(1)、l型把手(2)和丁字形加强内衬(8)焊接为一体,防止落筒管(1)、l型把手(2)和丁字形加强内衬(8)的应力集中处发生断裂。
技术总结
本技术提供了一种用于氨纶生产的手动落筒装置,落筒装置包括:用于临时承托氨纶卷筒的落筒管,与落筒管在短边上焊接为一体的L型把手,与L型把手下端焊接为一体的水平辅助支撑管;其中,落筒管包括位于前端的上倾段和位于后端与L型把手连接的水平段,上倾段相对于水平段向上倾斜5°至8°,防止落筒操作时,氨纶卷筒从落筒管上滑出;水平段加上倾段的长度大于L型把手在水平方向的长度,主要用于快速便捷的在氨纶生线,将绕丝机上的氨纶卷筒搬运至落筒车上。
技术研发人员:牟元生,李喜乐,梁国东,赵兵,由庆乐
受保护的技术使用者:宁夏宁东泰和新材有限公司
技术研发日:20211108
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!