一种自动AVI翻转设备的制作方法
一种自动avi翻转设备
技术领域
1.本实用新型涉及柔性电路板技术领域,具体为一种自动avi翻转设备。
背景技术:
2.柔性电路板,又称软性电路板、挠性电路板,其以质量轻、厚度薄、可自由弯曲折叠等优良特性而备受青睐,但国内有关fpc的质量检测还主要依靠人工目测,成本高且效率低。而随着电子产业飞速发展,电路板设计越来越趋于高精度、高密度化,传统的人工检测方法已无法满足生产需求,fpc缺陷自动化检测成为产业发展必然趋势。
3.fpc板在smt制程中要做不同要求的印刷和置件工艺等,在经过smt工艺之后,fpc板要经过外观检测,检测其是否合格,通常fpc板的外观检测是通过人工使用相关治具或工装在检测设备下进行,且fpc板需要进行正反面检测,所以导致生产效率低,无法满足自动化生产下的批量生产。
技术实现要素:
4.本实用新型的目的在于提供一种自动avi翻转设备,可自动对fpc板进行运输、翻转和检测,提升检测效率,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种自动avi翻转设备,包括皮带流线、上顶组件、空盘上下tray区、吸取组件、翻转组件、翻转夹具、第一箱体和第二箱体,所述皮带流线固定于第一箱体顶部的左侧,所述上顶组件设置于第一箱体内腔顶部的左侧,所述上顶组件的顶部贯穿第一箱体并向上延伸,所述翻转组件固定于第一箱体顶部的左侧,所述吸取组件固定于第一箱体顶部的背面,所述第一箱体顶部的右侧开设有通槽,所述空盘上下tray区固定于第一箱体内腔底部的右侧,所述翻转夹具活动连接于吸取组件的底部,所述第二箱体固定于第一箱体的顶部,所述皮带流线、吸取组件、翻转组件和翻转夹具均位于第二箱体的内腔,所述第二箱体的左侧设置有触摸输入屏,所述第二箱体的顶部设置有报警灯。
6.优选的,所述皮带流线包括步进电机和传送架,所述步进电机设置于传送架的底部,所述传送架固定于第一箱体顶部的左侧。
7.优选的,所述上顶组件包括上顶模块和阻挡模块,所述上顶模块嵌设于第一箱体内腔顶部的左侧,所述阻挡模块固定于第一箱体内腔的顶部,所述上顶模块包括上顶气缸和顶板,所述上顶气缸固定于第一箱体内腔的顶部,所述上顶气缸的活塞杆贯穿第一箱体并与顶板的底部固定连接。
8.优选的,所述空盘上下tray区包括上tray区,收tray区和升降模组,所述升降模组固定于第一箱体内腔的底部,所述上tray区和收tray区均与升降模组的表面固定连接,所述上tray区和收tray区底部和顶部均设有检测传感器。
9.优选的,所述吸取组件包括吸嘴模块和两轴移动模组,所述吸嘴模块固定连接于两轴移动模组的正面。
10.优选的,所述翻转组件包括夹紧模块和旋转模块,所述夹紧模块由夹紧气缸驱动,所述旋转模块由伺服电机驱动。
11.优选的,所述翻转夹具包括夹板和仿形定位块,所述仿形定位块固定于夹板顶部的四周。
12.与现有技术相比,本实用新型的有益效果是:
13.1、本实用新型通过皮带流线、上顶组件、空盘上下tray区、吸取组件、翻转组件和翻转夹具的设置,可自动进满tray到指定位,进行精确定位,防止tray内所fpc产品散料,自动快速翻转,夹紧模块把两个tray同时夹紧,防止tray变形而使产品损坏,镜相tray可以自动上料,翻转完的空tray可以自动收料,实现自动上料、移动、翻转、检测和下料的全部过程,同时可与前后工站联机,实现在线自动化作业,避免人工使用工装对fpc板进行翻转浪费时间,降低工作效率,有利于提升fpc板进行正反面检测的效率,解决了传统翻转设备效率低的问题。
14.2、本实用新型通过报警灯的设置,方便在设备在其中任何一道工序出现错误,控制处理器报警,停止机器运转,提醒工人前来检测,避免设备停止工作,工人无法发现问题,造成效率降低。
附图说明
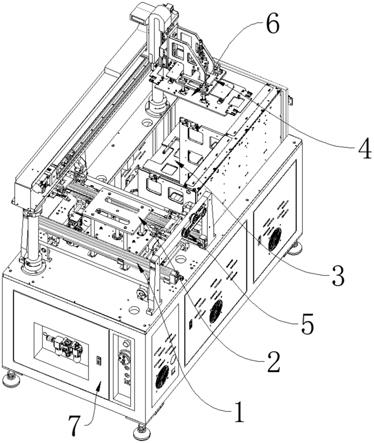
15.图1为本实用新型的立体结构示意图;
16.图2为本实用新型第二箱体内部结构示意图;
17.图3为本实用新型皮带流线结构示意图;
18.图4为本实用新型上顶组件结构示意图;
19.图5为本实用新型空盘上下tray区结构示意图;
20.图6为本实用新型吸取组件结构示意图;
21.图7为本实用新型翻转组件结构示意图;
22.图8为本实用新型夹紧模块结构示意图;
23.图9为本实用新型翻转夹具结构示意图;
24.图10为本实用新型翻转时状态结构示意图。
25.图中标号:1、皮带流线;101、步进电机;102、传送架;2、上顶组件;201、上顶模块;2011、上顶气缸;2012、顶板;202、阻挡模块;3、空盘上下tray区;301、上tray区;302、收tray区;303、升降模组;4、吸取组件;401、吸嘴模块;402、两轴移动模组;5、翻转组件;501、夹紧模块; 502、旋转模块;6、翻转夹具;601、夹板;602、仿形定位块;7、第一箱体; 8、第二箱体;9、触摸输入屏;10、报警灯。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.本实用新型提供了如图1~10所示的一种自动avi翻转设备,包括皮带流线1、上顶
组件2、空盘上下tray区3、吸取组件4、翻转组件5、翻转夹具6、第一箱体7和第二箱体8,皮带流线1固定于第一箱体7顶部的左侧,上顶组件2设置于第一箱体7内腔顶部的左侧,上顶组件2的顶部贯穿第一箱体7并向上延伸,翻转组件5固定于第一箱体7顶部的左侧,吸取组件4 固定于第一箱体7顶部的背面,第一箱体7顶部的右侧开设有通槽,空盘上下tray区3固定于第一箱体7内腔底部的右侧,翻转夹具6活动连接于吸取组件4的底部,第二箱体8固定于第一箱体7的顶部,皮带流线1、吸取组件 4、翻转组件5和翻转夹具6均位于第二箱体8的内腔,第二箱体8的左侧设置有触摸输入屏9,第二箱体8的顶部设置有报警灯10,通过皮带流线1、上顶组件2、空盘上下tray区3、吸取组件4、翻转组件5和翻转夹具6的设置,可自动进满tray到指定位,进行精确定位,防止tray内所fpc产品散料,自动快速翻转,夹紧模块501把两个tray同时夹紧,防止tray变形而使产品损坏,镜相tray可以自动上料,翻转完的空tray可以自动收料,实现自动上料、移动、翻转、检测和下料的全部过程,同时可与前后工站联机,实现在线自动化作业,避免人工使用工装对fpc板进行翻转浪费时间,降低工作效率,有利于提升fpc板进行正反面检测的效率,解决了传统翻转设备效率低的问题。
28.皮带流线1包括步进电机101和传送架102,步进电机101设置于传送架 102的底部,传送架102固定于第一箱体7顶部的左侧,通过步进电机101和传送架102的设置,方便带动满载fpc板进入上顶组件2的上方,完成翻转后,步进电机101驱动皮带流线1,将满载fpc板的镜像盘带入下一站。
29.上顶组件2包括上顶模块201和阻挡模块202,上顶模块201嵌设于第一箱体7内腔顶部的左侧,阻挡模块202固定于第一箱体7内腔的顶部,上顶模块201包括上顶气缸2011和顶板2012,上顶气缸2011固定于第一箱体7 内腔的顶部,上顶气缸2011的活塞杆贯穿第一箱体7并与顶板2012的底部固定连接,通过上顶气缸2011、顶板2012、和阻挡模块202的设置,满盘fpc 板由皮带流线1进入到上顶模块201上方,由阻挡模块202确定满盘fpc板的精确位置。
30.空盘上下tray区3包括上tray区301,收tray区302和升降模组303,升降模组303固定于第一箱体7内腔的底部,上tray区301和收tray区302 均与升降模组303的表面固定连接,上tray区301和收tray区302底部和顶部均设有检测传感器,通过上tray区301,收tray区302和升降模组303 的设置,带动上tray区301和收tray区302进行上下移动,同时通过检测传感器的设置,底部传感器检测有无tray,上tray区301顶部传感器检测 tray上升是否到达吸嘴模块401吸附位置,收tray区302顶部检测tray堆叠高度以防堆叠过高。
31.吸取组件4包括吸嘴模块401和两轴移动模组402,吸嘴模块401固定连接于两轴移动模组402的正面,通过吸嘴模块401和两轴移动模组402的配合,吸嘴模块401吸附翻转夹具6和空tray,两轴移动模组402带动吸嘴模块401完成指定的上tray和收tray动作。
32.翻转组件5包括夹紧模块501和旋转模块502,夹紧模块501由夹紧气缸驱动,旋转模块502由伺服电机驱动,通过夹紧模块501和旋转模块502的设置,方便完成对tray和fpc板的翻面任务,方便对fpc板的双面进行检测。
33.翻转夹具6包括夹板601和仿形定位块602,仿形定位块602固定于夹板 601顶部的四周,通过夹板601和仿形定位块602的设置,可对上下两个tray 盘进行挤压固定,同时仿形定位块602对tray盘进行定位保证上下tray的相对穴位位置保持一致。
34.具体使用时,步进电机101驱动传送架102,随后满盘fpc板通过皮带流线1进入上
顶组件2的翻转夹具6上方,同时上顶气缸2011带动顶板2012 向上移动,随后顶板2012上顶带动翻转夹具6和满盘fpc板向上运动到位,同时上升到位后检测传感器触发传递信号,随后吸取组件4中的吸嘴模块401 携带翻转夹具6吸取一个镜像空盘,通过两轴移动模组402的运动指定位置,将镜像空盘和翻转夹具6放置在下方的满盘fpc板上,翻转组件5中的夹紧模块501夹紧上下两个翻转夹具6,在翻转组件5中的伺服电机驱动下,进行翻面,fpc翻面后从进料时满盘翻转到镜像空盘中,空盘通过吸取组件4带到收tray区302,满载fpc板的镜像盘通过上顶模块201回落到皮带流线1上,待流入下一站进行反面的外观检测。
35.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1