收料机用尾胶料输送机构的制作方法
1.本实用新型涉及收卷设备领域,特别涉及一种收料机用尾胶料输送机构。
背景技术:
2.卷料加工生产线的收料部分,把原材料通过机械方式收卷成卷料,广泛运用在纸卷,布卷,塑料卷,金属卷材加工生产线上。
3.现有的收料机在物料绕卷或需要粘贴尾胶,现有的尾胶上料结构在尾胶上料后的尾端设置有翻折端部,结构不便于成品尾胶料的撕取,易导致成品损坏,不满足市场需求。故需要提供一种收料机用尾胶料输送机构来解决上述技术问题。
技术实现要素:
4.本实用新型提供一种收料机用尾胶料输送机构,以解决现有技术中的尾胶上料结构在尾胶上料后的尾端设置有翻折端部,结构不便于成品尾胶料的撕取,易导致成品损坏的问题。
5.为解决上述技术问题,本实用新型的技术方案为:一种收料机用尾胶料输送机构,用于将尾胶贴附在卷带料上;其包括:
6.第八基座,
7.放胶盘装置,设置在所述第八基座上,用于放置尾胶胶盘;以及,
8.贴胶装置,与所述第八基座连接,且位于所述放胶盘装置一侧,用于将尾胶料输送到对应的贴胶平台上,其包括:
9.第八夹头,用于夹持尾胶料,所述第八夹头上设有第一翻折槽,
10.第八z轴组,与所述第八基座连接,所述第八z轴组与所述第八夹头连接,所述第八z轴组驱动所述第八夹头相对卷带料运动;
11.推胶组件,设置在所述放胶盘装置以及所述第八夹头之间,用于将胶带输送到贴胶装置上;以及
12.切胶组件,设置在所述推胶组件远离所述放胶盘装置一侧,所述切胶组件与所述第八基座上用于剪切尾胶料;
13.其中,所述推胶组件包括第八推胶板以及第八推胶气缸,所述第八推胶板通过第八推胶气缸与所述第八基座连接,且所述第八推胶气缸驱动所述第八推胶板与所述第一翻折槽活动连接。
14.本实用新型中,所述贴胶装置还包括贴胶顶块,所述贴胶顶块设置在第八夹头下方,且与所述第八基座连接,所述贴胶顶块用于支撑卷带料。
15.本实用新型中,所述推胶组件还包括:
16.尾胶导向轮,设置在放胶盘装置以及第八推胶板之间,且与所述第八基座连接,用于导向尾胶带;
17.张紧轮,设置在所述尾胶导向轮与所述第八推胶板之间,用于张紧尾胶带;以及
18.张紧气缸,固定在所述第八基座上,且所述张紧气缸与所述张紧轮连接,所述张紧气缸驱动所述张紧轮相对所述推胶组件运动,从而张紧尾胶料。
19.本实用新型中,所述切胶组件靠近所述贴胶顶块之间还设置有尾胶限位块,所述尾胶限位块用于导向剪切后的尾胶。
20.本实用新型中,所述第八夹头包括:
21.尾胶导向板,与所述第八z轴连接,所述第一翻折槽设置在所述尾胶导向板上;
22.第八压头,与所述尾胶导向板活动连接,所述第八压头与所述尾胶导向板之间相对运动,从而夹持尾胶带;以及
23.第八气缸,设置在所述尾胶导向板上,且所述第八气缸与所述第八压头连接,所述第八气缸驱动所述第八压头相对所述尾胶导向板运动。
24.本实用新型中,所述尾胶导向板还设置有压板槽,所述压板槽与所述第一翻折槽连通,所述第一翻折槽所在平面与所述压板槽所在平面交叉,
25.所述第八压头与压板槽活动连接,从而挤压所述第一翻折槽内的尾胶带。
26.本实用新型中,所述压板槽与所述第一翻折槽的中部连通,
27.所述第八推胶板上设置有第八避让槽,所述第八避让槽用于避位所述第八压头。
28.本实用新型中,所述第八推胶板靠近所述第八夹头一侧还设置有导向缺口,所述导向缺口与所述第八避让槽连通。且所述导向缺口开口端截面宽度逐渐增大,便于导向尾胶。
29.本实用新型中,所述第八基座上连接有顶胶气缸,所述顶胶气缸与所述贴胶顶块底端连接,所述顶胶气缸驱动所述贴胶顶块相对所述第八夹头运动。
30.本实用新型相较于现有技术,其有益效果为:本实用新型的收料机用尾胶料输送机构通过放胶盘装置用于放置尾胶胶盘;第八夹头用于夹持尾胶料,第八夹头上设有第一翻折槽,第八z轴组与第八基座连接,第八z轴组与第八夹头83连接,第八z轴组驱动第八夹头相对卷带料运动;推胶组件置在放胶盘装置以及第八夹头之间,用于将胶带输送到贴胶装置上;切胶组件设置在推胶组件远离放胶盘装置一侧,用于剪切尾胶料;此结构使得粘贴的尾胶料在头部形成翻折,便于生产成品的实用,提升了生产成品的质量。
31.此外,本实用新型通过第八夹头将尾胶料进行夹取,而后进行剪切,避免切胶组件切胶不完全,提升结构使用的稳定性。
附图说明
32.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面对实施例中所需要使用的附图作简单的介绍,下面描述中的附图仅为本实用新型的部分实施例相应的附图。
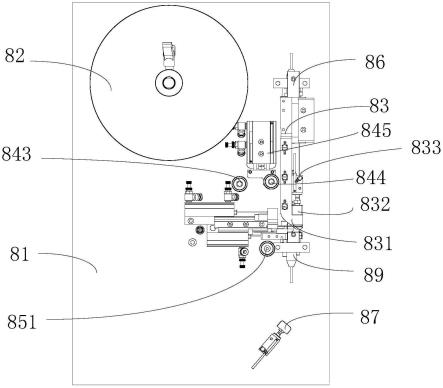
33.图1为本实用新型的收料机用尾胶料输送机构的优选实施例的结构示意图。
34.图2为本实用新型的收料机用尾胶料输送机构的优选实施例的第一种上尾料状态结构示意图。
35.图3为本实用新型的收料机用尾胶料输送机构的优选实施例的推胶组件结构示意图。
36.图4为本实用新型的收料机用尾胶料输送机构的优选实施例的切胶组件结构示意
图。
37.图5为本实用新型的收料机用尾胶料输送机构的优选实施例的第八压头结构示意图。
38.图6为本实用新型的收料机用尾胶料输送机构的优选实施例的第八夹头立体图。
39.图7为本实用新型的收料机用尾胶料输送机构的优选实施例的第二种上尾料状态结构示意图。
40.图8为本实用新型的收料机用尾胶料输送机构的优选实施例的第二种上尾料状态结构立体图。
41.图9为本实用新型的收料机用尾胶料输送机构的优选实施例的使用状态参考图。
42.附图标记:尾胶料输送机构8、第八基座81、同步连接座811、第八延伸杆812、放胶盘装置82、第八夹头83、尾胶导向板831、第八导向部8311、第二剪切槽831c、第二翻折空间831d、尾胶导向槽831e、贴胶导向面831f、第八粘贴部8312、第八夹持部8313、第二支撑板8314、第一翻折槽831a、压板槽831b、第八压头832、第八插接部832a、第八限位部832b、第八气缸833、推胶组件84、第八推胶板841、第八避让槽841a、导向缺口841b、第八推胶气缸842、尾胶导向轮843、张紧轮844、张紧气缸845、切胶组件85、尾胶限位块851、切刀852、切刀驱动件853、第八z轴组86、第八限位块861、第八滑块862、贴胶顶块87、顶胶气缸88、第八感应光纤89。
具体实施方式
43.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
44.在图中,结构相似的单元是以相同标号表示。
45.本实用新型术语中的“第一”“第二”等词仅作为描述目的,而不能理解为指示或暗示相对的重要性,以及不作为对先后顺序的限制。
46.请参照图1、图2、图3和图9,其中图1为本实用新型的收料机用尾胶料输送机构的优选实施例的结构示意图,图2为本实用新型的收料机用尾胶料输送机构的优选实施例的后视图,图3为本实用新型的收料机用尾胶料输送机构的优选实施例的俯视图,图9为本实用新型的收料机用尾胶料输送机构的优选实施例的使用状态参考图。
47.如下为本实用新型提供的一种能解决以上技术问题的收料机用尾胶料输送机构的优选实施例。本实用新型提供的收料机用尾胶料输送机构的优选实施例为:一种收料机用尾胶料输送机构8,用于将尾胶贴附在卷带料上;其包括第八基座81、放胶盘装置82以及贴胶装置;其中放胶盘装置82设置在第八基座 81上,放胶盘装置82用于放置尾胶胶盘;贴胶装置与第八基座81连接,贴胶装置位于放胶盘装置82一侧,贴胶装置用于将尾胶料输送到对应的贴胶平台上。本实施例中的贴胶平台优选为卷带料输送机构的卷带所在平面。
48.本实施例中的贴胶装置包括第八夹头83、第八z轴组86、推胶组件84以及切胶组件85;其中第八夹头83用于夹持尾胶料,第八夹头83上设有第一翻折槽831a,第八z轴组86与第八基座81连接,第八z轴组86与第八夹头83 连接,第八z轴组86驱动第八夹头83相对卷带
料运动;推胶组件84置在放胶盘装置82以及第八夹头83之间,用于将胶带输送到贴胶装置上;切胶组件85 与第八基座81上用于剪切尾胶料,切胶组件85设置在推胶组件84远离放胶盘装置82一侧。
49.其中,贴胶装置包括推胶组件84包括第八推胶板841以及第八推胶气缸 842,第八推胶板841通过第八推胶气缸842与第八基座81连接,且第八推胶气缸842驱动第八推胶板841与第一翻折槽831a活动连接。设置有第八推胶板 841便于将尾胶带进行翻折,提升收料机收卷料的实用性。
50.进一步的,本实施例中的贴胶装置还包括贴胶顶块87,贴胶顶块87设置在第八夹头83下方,且与第八基座81连接,贴胶顶块87用于支撑卷带料。贴胶顶块87对卷带料进行支撑,提升贴胶装置粘贴尾胶的稳定性。
51.结合图4和图5,对本实施例中的推胶组件84结构进行详细阐述:
52.本实施例中,推胶组件84还包括尾胶导向轮843、张紧轮844以及张紧气缸845;其中尾胶导向轮843设置在放胶盘装置82以及第八推胶板841之间,且尾胶导向轮843与第八基座81连接,尾胶导向轮843用于导向尾胶带。张紧轮844设置在尾胶导向轮843与第八推胶板841之间,用于张紧尾胶带。张紧气缸845固定在第八基座81上,且张紧气缸845与张紧轮844连接,张紧气缸 845驱动张紧轮844相对推胶组件84运动,从而张紧尾胶料;从而提升第八推胶板841粘贴尾胶料的稳定性。
53.本实施例中,第八推胶板841靠近第八夹头83一段还设置有导向缺口 841b,导向缺口841b与第八避让槽841a连通,导向缺口841b用于导向尾胶料。
54.结合图4和图5,对本实施例中的切胶组件85结构进行详细阐述:
55.切胶组件85靠近贴胶顶块87之间还设置有尾胶限位块861851,尾胶限位块861851用于导向剪切后的尾胶;保证剪切后需要粘贴的尾胶料在输送过程中的稳定性。
56.本实施例中的切胶组件85包括切刀852以及切刀驱动件853,切刀852通过切刀驱动件853与第八基座81连接,且切刀驱动件853与切刀852连接,切刀驱动件853驱动切刀852相对第八夹头83运动,从而将第八夹头83上夹持的胶带进行剪切。
57.进一步的,本实施例中的第八基座81上设置有同步连接座811,本实施例中的同步连接座811顶端与推胶组件连接,同步连接座811的底端与切胶组件连接;同步连接座811通过第八延伸杆812与第八基座81连接。
58.此外,同步连接座811沿垂直于底板夹头运动轨迹方向设置有若干第八连接孔,第八延伸杆812与若干第八连接孔可调节连接。
59.结合图4-6,对本实施例中的第八夹头83结构进行详细阐述:
60.第八夹头83包括尾胶导向板831、第八压头832以及第八气缸833;其中尾胶导向板831与第八z轴连接,第一翻折槽831a设置在尾胶导向板831上;第八压头832与尾胶导向板831活动连接,第八压头832与尾胶导向板831之间相对运动,从而夹持尾胶带;第八气缸833设置在尾胶导向板831上,且第八气缸833与第八压头832连接,第八气缸833驱动第八压头832相对尾胶导向板831运动。
61.进一步的,尾胶导向板831还设置有压板槽831b,压板槽831b与第一翻折槽831a连通,第一翻折槽831a所在平面与压板槽831b所在平面交叉,第八压头832与压板槽831b活动连接,从而挤压第一翻折槽831a内的尾胶带,第八推胶板841上设置有第八避让槽,第八避
让槽用于避位第八压头832。
62.进一步的,本实施例中的第八推胶板841靠近第八夹头83一侧还设置有导向缺口841b,导向缺口841b与第八避让槽841a连通。导向缺口841b开口端截面宽度逐渐增大,便于导向尾胶。
63.进一步的,第八基座81上连接有顶胶气缸88,顶胶气缸88与贴胶顶块87 底端连接,顶胶气缸88驱动贴胶顶块87相对第八夹头83运动。
64.对本实施例中的尾胶导向板831结构进行详细阐述:尾胶导向板831包括第八导向部8311、第八夹持部8313以及第八粘贴部8312;其中第八导向部8311 与第八z轴组86连接。第八夹持部8313与第八压头832活动连接,第八夹持部8313与第八压头832相对运动从而夹持尾胶料。第八粘贴部8312顶端与第八导向部8311底端连接,第八粘贴部8312一侧与第八夹持部8313连接。
65.其中,第八粘贴部8312底端设置有贴胶导向面831f,贴胶导向面831f靠近第八粘贴部8312一端与第八导向部8311的距离逐渐增大。贴胶导向面831f 便于导向尾胶料输送的稳定性,避免尾胶折断,结构实用性强。
66.本实施例中的推胶组件84设置在第八夹头83一侧,第八夹持部8313靠近推胶组件84一侧设置有第一翻折槽831a,第一翻折槽831a与推胶组件84活动连接,第八夹持部8313顶端设置有压板槽831b,压板槽831b与第一翻折槽 831a连通,第八压头832与压板槽831b活动连接,从而挤压第一翻折槽831a 内的尾胶带。
67.进一步的,本实施例中的第八导向部8311靠近推胶组件84一侧还设置有第二翻折空间831d,第八夹头831运动轨迹上依次包括粘贴位、第一推料位以及第二推料位;粘贴位到第一推料位的距离、以及第一推料位到第二推料位的距离相等。在第八夹头83导向上料的过程中,推胶组件84可以限定尾胶料上料的长度,提升尾胶料输送的稳定性。
68.本实施例中,第八导向部8311侧壁还设置有尾胶导向槽831e。尾胶导向槽831e用于导向输送过程中的尾胶料,提升尾胶分段结构输送尾料的稳定性,本实施例中的尾胶导向槽831e内还设置有吸气孔,吸气孔联通有微型吸气组件,进一步提升了第八夹头83家夹持输送尾胶料的稳定性。
69.第八压头832在第一翻折槽831a所在的投影位于与第一翻折槽831a的中部,推胶组件包括第八推胶板841,第八推胶板841上设置有第八避让槽841a,第八避让槽841a用于避位第八压头832。压板槽831b与第一翻折槽831a的中部连通,提升结构折叠胶带的稳定性;且便于叠胶作业结束后的第八推胶板841 复位。
70.本实施例中的剪切组件设置在推胶组件84下方,第八粘贴部8312底端设置有第一剪切空间。第八导向部8311靠近剪切组件一侧还设置有第二剪切槽 831c,第二剪切槽831c位于第二翻折空间831d下方。第八机械手设置有第一剪切空间以及第二剪切槽831c,可满足不同使用贴尾胶长度的剪切作业,结构实用性强。
71.对本实施例中的第八压头832结构进行详细阐述:
72.本实施例中,第八压头832包括第八插接部832a以及第八限位部832b;其中第八插接部832a与压板槽831b活动连接;第八限位部832b与第八插接部 832a顶端连接,且第八限位部832b与第八气缸833连接。其中,第八插接部 832a截面宽度大于第八限位部832b截面宽度,压板槽831b截面宽度介于第八插接部832a截面宽度以及第八限位部832b截面宽度之
间。通过第八插接部 832a挤压固定胶带,第八限位部832b限定第八压头832的位置,放置第八压头832过度驱动挤压,提升结构使用过程中的稳定性。
73.此外,本实施例中的第八z轴组86包括第八z轴滑轨以及第八滑块862,第八夹头83通过第八滑块862与第八z轴滑轨滑动连接,第八滑块862侧边还连接有第八定位块。第八z轴滑轨底端还设置有第八限位块861,优选的第八限位块861固定在本实施例中的第八基座81上,第八定位块与第八限位块861 顶面接触,从而限定第八夹头83的位置,提升第八夹头83输送尾胶料过程中的稳定性。
74.本实施例中的第八限位块861上还设置有第八感应光纤89,第八感应光纤89用于检测第八夹头83的运动行程,提升结构上料的精准性以及稳定性。
75.本实用新型的收料机用尾胶料输送机构工作原理:
76.结合图1-3,如下对本实施例中的收料机用尾胶料输送机构的第一种上尾胶料方法进行阐述:
77.一、推胶组件84给第八夹头83上尾胶料。
78.首先,放胶盘装置82放置尾胶料,尾胶料头部通过第一推胶板进行推胶。
79.当第八夹头83上的第一翻折槽831a位于推胶组件84一侧时,此时第八夹头83位于第一推料位。第八推胶气缸842驱动第八推胶板841相对第一翻折槽 831a运动,从而将尾胶料头部输送到第一夹头内,使得尾胶头部形成翻折端部。此时,尾胶导向轮843对尾胶料进行导向,张紧气缸845驱动上紧轮向上运动,从而对胶带进行张紧,提升推胶组件84推送尾胶料的稳定性。
80.本实施例中的第八夹头83底端设置有贴胶导向面831f,便于导向尾胶料输送的稳定性,避免尾胶折断,结构实用性强。
81.其次,第八气缸833驱动第八压头832下压,第八压头832与第一翻折槽 831a将尾胶料的翻折端部进行夹持。
82.二、第八夹头83进行贴胶操作。
83.首先,第八z轴组86在第八z轴气缸驱动第八滑块862带动第八夹头83 往贴胶顶块87方向运动,其中尾胶导向板831的第八导向部8311侧边设置有尾胶导向槽831e,尾胶导向槽831e提升尾胶料在输送过程中的稳定性。
84.其次,第八夹头83输送到位,第八夹头83的第八夹持部8313位于贴胶顶块87一侧,尤其位于贴胶顶块87输出卷带料一端的侧边。此时第八夹头83 从第一推料位运动到上料位。顶胶气缸88驱动贴胶顶块87相对于贴胶导向面 831f运动,从而将尾胶料的粘贴部位于卷带料进行粘贴,提升尾胶料上料的稳定性。
85.然后,顶胶气缸88驱动贴胶顶块87复位,第八夹头83上尾胶导向槽831e 以及贴胶导向面831f对尾胶料进行导向输送。
86.三、第八夹头83复位,剪切尾料。
87.当输出的尾胶料达到设定长度,第八夹头83在第八z轴组86的驱动下复位,直至第八夹头83上的第一翻折槽831a位于推胶组件84一。
88.其次,第八推胶气缸842驱动第八推胶板841相对第一翻折槽831a运动,从而将尾胶料头部输送到第一夹头内,从而形成下一个尾胶段的翻折端部。第八气缸833驱动第八压头832下压,第八压头832与第一翻折槽831a将尾胶料的翻折端部进行夹持。
89.然后,切刀驱动件853驱动切刀852相对第一剪切空间运动,从而对尾胶料进行剪切。剪切后的尾胶料通过尾胶限位块861851进行导向输送,结构稳定性强。
90.这样即完成了本优选实施例的收料机用尾胶料输送机构的第一种上尾胶料的过程。
91.结合图7和图8,如下对本实施例中的收料机用尾胶料输送机构的第二种上尾胶料方法进行阐述:
92.一、推胶组件84给第八夹头83上尾胶料。
93.首先,放胶盘装置82放置尾胶料,尾胶料头部通过第一推胶板进行推胶。
94.当第八夹头83上的第一翻折槽831a位于推胶组件84一侧时,第八夹头 83位于第一推料位,第八推胶气缸842驱动第八推胶板841相对第一翻折槽 831a运动,从而将尾胶料头部输送到第一夹头内,使得尾胶头部形成翻折端部。此时,尾胶导向轮843对尾胶料进行导向,张紧气缸845驱动上紧轮向上运动,从而对胶带进行张紧,提升推胶组件84推送尾胶料的稳定性。
95.本实施例中的第八夹头83底端设置有贴胶导向面831f,便于导向尾胶料输送的稳定性,避免尾胶折断,结构实用性强。
96.其次,第八气缸833驱动第八压头832下压,第八压头832与第一翻折槽 831a将尾胶料的翻折端部进行夹持。
97.二、第八夹头83进行贴胶操作。
98.首先,第八z轴组86在第八z轴气缸驱动第八滑块862带动第八夹头83 往贴胶顶块87方向运动,其中尾胶导向板831的第八导向部8311侧边设置有尾胶导向槽831e,尾胶导向槽831e提升尾胶料在输送过程中的稳定性。
99.其次,第八夹头83输送到位,第八夹头83的第八夹持部8313位于贴胶顶块87一侧,尤其位于贴胶顶块87输出卷带料一端的侧边。此时第八夹头83 从第一推料位运动到上料位。第八推胶板841相对第二翻翻折空间,切刀852 对应第二剪切槽831c。
100.然后,顶胶气缸88驱动贴胶顶块87相对于贴胶导向面831f运动,从而将尾胶料的粘贴部位于卷带料进行粘贴,提升尾胶料上料的稳定性。然后,顶胶气缸88驱动贴胶顶块87复位,尾胶料岁卷带料进行输送,第八夹头83上尾胶导向槽831e以及贴胶导向面831f对尾胶料进行导向输送尾胶料,提升结构的实用性。
101.三、剪切尾料,上下一段尾胶料。
102.当输出的尾胶料达到设定长度,第八推胶气缸842驱动第八推胶板841相对第二翻折空间831d运动,从而夹持下一段尾胶料头部;然后切刀驱动件853 驱动切刀852相对第二剪切槽831c运动,剪切尾胶料。
103.剪切后的尾胶料在第八夹头83的尾胶导向槽831e以及尾胶限位块861851 的导向下进行输送。
104.其次,第八夹头83在第八z轴组86的驱动下复位,使得第八夹头83上的第一翻折槽831a位于推胶组件84一侧。进行下一轮尾胶料上料作业。
105.第八推胶气缸842驱动第八推胶板841相对第一翻折槽831a运动,从而将尾胶料头部输送到第一夹头内,使得下一段的尾胶头部形成翻折端部。其次,第八气缸833驱动第八压头832下压,第八压头832与第一翻折槽831a将尾胶料的翻折端部进行夹持。此时第八夹
头831处于第二推料位。优选的,本实施例中的第八夹头831运动轨迹上的上料位以及第二推料位重叠。
106.这样即完成了本优选实施例的收料机用尾胶料输送机构的第二种上尾胶料的过程。本实施例中的收料机用尾胶料输送机构的第二种上尾胶料的方式优选设置与上设定长度的尾胶料结构,优选尾胶料长度为第一翻折槽831a到第二翻折空间831d的距离。
107.综上,虽然本实用新型已以优选实施例揭露如上,但上述优选实施例并非用以限制本实用新型,本领域的普通技术人员,在不脱离本实用新型的精神和范围内,均可作各种更动与润饰,因此本实用新型的保护范围以权利要求界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1