一种片烟包装布料装置的制作方法
1.本实用新型涉及一种布料装置,具体的是涉及一种片烟包装布料装置,属于烟草加工技术领域。
背景技术:
2.通常来说,烟包装是将烤后合格的片烟通过用不同的包装材料、不同的包装方式及包装规格进行包装,使之形成具有一定密度、体积及标准重量,便于运输、储存的烟包。片烟包装技术要求:来料要求叶片松散,水分均匀,含水率偏差≤0.5%;叶片装箱密度偏差率(dvr)≤15%。在实际生产过程中,因预压打包进料采用往复带进料,纸箱等为长方体结构,造成片烟包装进料不均匀,对控制要求高,受物料流量波动,将影响布料效果。片装箱密度偏差率(dvr) 达不到≤15%标准,影响片烟储存及发酵效果,最终影响叶片品质。
3.片烟装箱密度偏差率是打叶复烤企业一个重要的生产指标,烟箱箱内片烟密度偏差率的超标,将导致片烟在存储醇化过程中发生结块、出油甚至霉变、碳化等现象,直接影响着片烟产品的质量,使工业企业和复烤企业蒙受经济损失。
4.目前,采用打叶复烤生产线液压打包机,进料为带式输送机及电子皮带秤,实际生产过程中物料多堆集在设备宽度方向的中间部分(600~800mm内),包装箱的长
×
宽
×
高最大尺寸为(1136
×
720
×
725mm),造成装箱物料中间堆尖严重,装箱打包中间密度大,周边密度小,装箱后的密度偏差大,而装箱中部烟叶密度大,打包时,密度大的部分须施加较大的压力,一方面液压打包机须更大的操作油压,增加液压系统的运行负荷,缩短设备使用寿命,同时易造成生产故障;另一方面,烟叶打包时承受过大的压力,易造碎,易形成油压烟,降低烟叶品质。
5.有国内的研究表明装箱密度偏差大,将影响烟片储存后的品质:[2]以中上等烟叶为例(b3f—1136纸箱),通过测试以下结果:下层密度约为358公斤每立方米:中层约为335公斤每立方米,表层约为301公斤每立方米,下层和表层密度差距为57公斤每立方米烟叶,这仅仅是由于烟叶回涨导致的密度偏差较大,再加上在装箱过程中布料不均匀导致的密度偏差,整个箱内的密度偏差更大,由于箱内单位体积重量不一致,从而造成箱内烟叶水份、温度、压力不均衡,对烟叶储存保管和发酵带来了影响,同时也直接影响到烟叶品质的稳定性,主要表现为:
[0006]
一方面水份影响:烟叶在箱内的水份和空气中水份相互交换的吸湿和散湿不一致,造成水分不均衡。单位体积重量大的地方吸湿和散湿水份慢,单位体积重量小的地方吸湿和散湿水份快,两种情况对自然发酵都不利。
[0007]
另一方面温度的影响:烟叶的温度对烟叶的保管和发酵也有较大的影响,一般复烤后打包的烟叶温度均在38~40℃之间,仓库中的环境温度为20~30℃之间,而比较适宜保管和发酵的温度在20~35℃之间,如果密度偏差过大,就会直接影响到烟叶在箱内和外界空气交换的散温过程,造成箱内温度不均衡。温度高,烟叶中的生化成分变化越剧烈,醇化速度快,烟叶温度和水分增加就较快,反之,生化成分变化越迟缓,醇化速度越慢,烟叶温
度和水分增加就较慢。箱内温度不均衡,造成发酵醇化的速度也不均衡,从而箱内烟叶温度和水分也不均衡,给烟叶碳化提供了一定的条件。
[0008]
配置片烟布料装置的目的是在避免烟叶造碎,满足打包秤重生产工艺要求的条件下,通过合理的生产工艺及设备配置,实现进液压打包机料箱内均匀布料目的,以有效降低装箱密度偏差大的问题。根据现场生产设备布置及生产工艺情况,液压打包机在考虑均匀布料的同时,采用设备或装置须尽量避免烟叶造碎,以保证打包后的烟叶品质;同时配置的设备或装置须不堵料,满足打包精确计量称重生产工艺要求。在进液压打包机往复带前根据物料落差增加档板式布料装置,可将物料在装箱长度方向上布料均匀性改善,但无法保证烟箱的四角能均匀布料。
[0009]
因此,需研制一种实用性较强以及工作可靠性较高的片烟包装布料装置是解决上述技术问题的关键所在。
技术实现要素:
[0010]
针对上述背景技术中存在的诸多缺陷与不足,本实用新型对此进行了改进和创新,目的在于提供一种结构简单,实现物料从往复带上下落时,通过振动布料装置的有效筛分,使物料均匀分布在料箱横截面上,均匀下落到料箱,均匀布置在料箱内,物料在料斗内一层一层均匀堆积,避免物料中间堆尖现象,实现片烟包装密度偏差率(dvr)≤10%,以满足片烟包装均匀布料要求。
[0011]
为解决上述问题并达到上述的发明目的,本实用新型一种片烟包装布料装置是通过采用下列的设计结构以及采用下列的技术方案来实现的:
[0012]
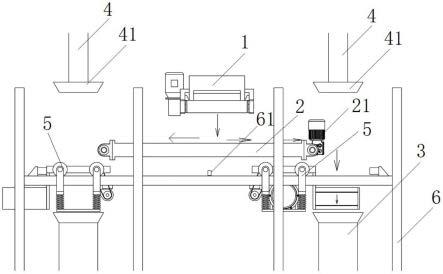
作为本实用新型一种片烟包装布料装置的改进,包括从上至下依序设置的称重设备(1)、输送装置(2)和料箱(3)以及预压机(4),其特征在于:所述输送装置(2)的两端出料口下方对称设有移动式振动布料机构(5),移动式振动布料机构(5)安装于机架(6)的一横向支撑梁上,且移动式振动布料机构(5)在横向支撑梁上来回移动,在各振动布料机构(5)的正下方布置有与之相搭配完成工作的料箱(3);其中,在各振动布料机构(5)的正上方布置有预压机(4),预压机(4)的工作端上连接有预压头(41),所述移动式振动布料机构(5)包括彼此呈相对布置的上卡合板(51)和下固定板(52),在上卡合板(51)的两端两两对称设有行走机构(53),行走机构(53)一端与上卡合板(51)连接,另一端连接缓冲构件(54),缓冲构件(54)连接下固定板(52),在上卡合板(51)和下固定板(52)的一侧还连接有料斗(55),料斗(55)上从上至下依序安装有两层均料机构(56);在下固定板(52)的顶部安装有布料电机(57),布料电机(57)输出端通过传动机构连接其中任意一行走机构(53)。
[0013]
作为本实用新型上述的进一步改进,所述称重设备(1)为电子皮带秤。
[0014]
作为本实用新型上述的改进,所述输送装置(2)为双向布料输送机或是往复喂料机。
[0015]
作为本实用新型上述的更进一步改进,所述输送装置(2)的一端通过传动结构传动连接电机(21)。
[0016]
作为本实用新型上述的又进一步改进,所述传动结构为链条传动或是齿轮传动或者是皮带传动。
[0017]
作为本实用新型上述的再进一步改进,所述传动机构为链条传动或是齿轮传动或
者是皮带传动;在横向支撑梁的中部和两端端部均设有限位挡块(61)。
[0018]
作为本实用新型上述的再更进一步改进,所述预压头(41)的形状大小与料箱(3)内腔体形状大小相吻合。
[0019]
作为本实用新型上述的又再更进一步改进,所述行走机构(53)包括转轴和安装于转轴上的移动轮,移动轮上设有与之相吻配的刹车装置,其中,转轴连接端连接上卡合板(51),转轴的自由端安装有限位板(531),限位板(531) 为倒t形状;
[0020]
所述缓冲构件(54)为减震弹簧。
[0021]
作为本实用新型上述的又再更加进一步改进,所述料斗(55)整体为底部和顶部均为敞开,内部呈中空的框形体构件;
[0022]
所述均料机构(56)为柔性网格状的网片,网片之间的间隙大小与片烟适配,方便片烟通过;
[0023]
所述布料电机(57)为振动电机。
[0024]
作为本实用新型上述的还更加进一步改进,所述料箱(3)整体为底部和四壁均为封闭、顶部呈敞开的方形箱体。
[0025]
工作原理是:烤后片烟
→
称重设备(1)
→
输送装置(2)正转
→
振动移动式振动布料机构(5)布料,移动式振动布料机构(5)待料
→
称重设备(1)计量200kg延时后
→
输送装置(2)反转,移动式振动布料机构(5)回位布料,移动式振动布料机构(5)退回停止布料
→
预压机(4)的预压头(41)下行、保压、上行、出箱
→
称重设备(1)200kg延时后
→
输送装置(2)正转
→
移动式振动布料机构(5)回位布料,布料完成后,移动式振动布料机构(5)退位
→
预压机(4)的预压头(41)下行、保压、上行、出箱
→
两装箱料箱(3)循环往复装箱。
[0026]
本实用新型与现有技术相比所产生的有益效果是:
[0027]
1、本实用新型维护非常方便,复皮带喂料机传动减速电机配置变频器,调整皮带速度以调整进料抛投位置;实现打包料箱内均匀布料,将片烟包装密度偏差率控制在10%以内或更低;
[0028]
2、本实用新型通过在预压打包机工段配置一套进打包料箱的均匀布料装置,有效降低片烟装箱密度偏差率在标准范围内,避免片烟装箱密度偏差大导致烟叶变质,降低卷烟工业企业和复烤企业的经济损失;
[0029]
3、本实用新型可免除机械方式时布叶板与压头之间存在的相互干涉,同时可避免二次布料不均匀或者导致片烟在箱内的密度分布形成更大的偏差,能使物料更均匀的在料箱内均布并且物料下落过程可控,有利于保证箱内密度均匀,可降低片烟物料温度,减少片烟装箱后进入库房的晾包时间;
[0030]
4、本实用新型通过将布料装置布置在打包料箱上部,使实现布料均匀性更有效,并通过筛分层层布料,有效提高片烟包装布料均匀性,叶片装箱密度偏差率(dvr)达到标准以内≤10%;
[0031]
5、本实用新型振动源采用两台振动电机提供,安装方便,适合现场有限空间;振动电机维护方便,布料装置设置两层布料,松散物料,同时布料更均匀,振动电机功率小,可根据情况选择振动频率,振幅可调,方便节能,同时,布料装置为移动式,设备故障时可移动到修理位置,附带料斗可满足继续生产需要;
[0032]
6、本实用新型片烟包装布料装置与现有设备及技术相比,设备的维护更方便,控
制原理更简单,在避免与压头干涉的情况下,设备运行更稳定,均匀布料更合理,可更有效的控制片烟包装密度偏差率在10%以内。
附图说明
[0033]
下面结合附图对本实用新型的具体实施方式作进一步详细的说明,其中:
[0034]
图1是本实用新型的整体结构示意图之一;
[0035]
图2是本实用新型的整体结构示意图之二;
[0036]
图3是本实用新型的使用状态示意图;
[0037]
其中,图中标号:1—称重设备;
[0038]
2—输送装置;
[0039]
3—料箱;
[0040]
4—预压机,41—预压头;
[0041]
5—移动式振动布料机构,51—上卡合板,52—下固定板,53—行走机构, 54—缓冲构件,55—料斗,56—均料机构,57—布料电机;
[0042]
6—机架,61—限位挡块。
具体实施方式
[0043]
为了使本实用新型实现的技术手段、创造特征、达成目的与功效易于明白了解,下面结合附图以及具体实施方式对本实用新型的技术方案作更进一步详细的说明,需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
[0044]
如说明书附图1至说明书附图3所示的一种片烟包装布料装置,包括从上至下依序设置的称重设备1、输送装置2和料箱3以及预压机4,所述输送装置 2的两端出料口下方对称设有移动式振动布料机构5,移动式振动布料机构5安装于机架6的一横向支撑梁上,且移动式振动布料机构5在横向支撑梁上来回移动,在各振动布料机构5的正下方布置有与之相搭配完成工作的料箱3;其中,在各振动布料机构5的正上方布置有预压机4,预压机4的工作端上连接有预压头41,所述移动式振动布料机构5包括彼此呈相对布置的上卡合板51和下固定板52,在上卡合板51的两端两两对称设有行走机构53,行走机构53一端与上卡合板51连接,另一端连接缓冲构件54,缓冲构件54连接下固定板52,在上卡合板51和下固定板52的一侧还连接有料斗55,料斗55上从上至下依序安装有两层均料机构56;在下固定板52的顶部安装有布料电机57,布料电机57输出端通过传动机构连接其中任意一行走机构53。
[0045]
进一步的,称重设备1为电子皮带秤。
[0046]
进一步的,输送装置2为双向布料皮带机或是往复喂料机。
[0047]
更具体的,输送装置2的一端通过传动结构传动连接电机21。
[0048]
在本发明中,电机为减速电机或是变频调速电机。
[0049]
还更具体的,传动结构为链条传动或是齿轮传动或者是皮带传动。
[0050]
进一步的,传动机构为链条传动或是齿轮传动或者是皮带传动;在横向支撑梁的中部和两端端部均设有限位挡块61。
[0051]
进一步的,预压头41的形状大小与料箱3内腔体形状大小相吻合。
[0052]
进一步的,行走机构53包括转轴和安装于转轴上的移动轮,移动轮上设有与之相吻配的刹车装置,其中,转轴连接端连接上卡合板51,转轴的自由端安装有限位板531,限位板531为倒t形状;
[0053]
所述缓冲构件54为减震弹簧。
[0054]
进一步的,料斗55整体为底部和顶部均为敞开,内部呈中空的框形体构件;
[0055]
所述均料机构56为柔性网格状的网片,网片之间的间隙大小与片烟适配,方便片烟通过;
[0056]
所述布料电机57为振动电机。
[0057]
进一步的,料箱3整体为底部和四壁均为封闭、顶部呈敞开的方形箱体。
[0058]
同时,在本实用新型中,所指的连接均为固定连接或者是活动连接或可拆卸连接,其中,固定连接为焊接连接或者是直接加工为一体成型结构;活动连接或可拆卸连接为铰接连接、内外螺纹连接、卡口连接、插拔套接或是螺栓组件连接或者是螺钉连接。
[0059]
综上所述,本实用新型更为具体的实施方式是:
[0060]
上述设计结构的一种片烟包装布料装置在进行使用之前,需要将其通过人工或是相应的搬运设备将其搬运至指定的施工位置进行使用。
[0061]
工作之前,安装好各个相互搭配完成工作的各设备,并将两套移动式振动布料机构5通过行走机构53移动至正对输送装置2两端出料口处的正下方处,随后通过采用设置于行走机构53上的刹车装置或通过采用限位绳索将其固定于支架的横向支撑梁的位置进行限位,使其不再移动,随后进行布料工作。
[0062]
工作时,烤后片烟由落料器落入称重设备1称量后的片烟随着皮带的转动输出,落入位于称重设备1下部的输送装置2上,并通过输送装置2上设置的电机21的正反转实现片烟在输送装置2上不断双向来回布料,随后,落入输送装置2上的片烟随着电机21的转动输出,将片烟落入输送装置2两端出料口下方的移动式振动布料机构5上,即落入移动式振动布料机构5的料斗55内,片烟随着布料电机57的转动输出,并通过布料电机57产生的振动源使其片烟在料斗55内从上至下经均料机构56摊铺均匀后顺着均料机构56落入料箱3内。在该实施过程中,片烟从往复输送装置上下落时,通过移动式振动布料机构5 的有效筛分,使片烟均匀分布在料斗55横截面上,最后均匀下落到料箱3内且均匀布置在料箱3内,物料片烟在料斗55内一层一层均匀堆积,避免片烟中间堆尖现象,实现片烟包装密度偏差率dvr≤10%。
[0063]
最后,随着时间的推移,称重设备1计量200kg达到装箱合格重量延时后,打开移动式振动布料机构5上的刹车装置或是解开限位绳索,将移动式振动布料机构5退位至支架6横向支撑梁的中部,随后启动预压机4开始工作,工作时,预压头41下压至料箱3内且从上至下往下下压,下压完成后预压机4带动预压头41向上伸出料箱3,随后进行下道装箱工作。随后在回位到最初工作位置,依序循环上述操作工作,直至完成所有片烟的装箱工作。
[0064]
在上述实施过程中,根据进料要求,通过输送装置2的正反转及移动式振动布料机构5的移动,设备到达进料工位及实现各工位进料,移动式振动布料机构5可选用带报闸减速机,加上各工位定位装置,可保证各工位准确定点进料。
[0065]
最后,需要说明的是,以上对本实用新型所提供的一种片烟包装布料装置进行了详细介绍,本文中对本实用新型的原理进行了描述,以上工作原理的说明只是用于帮助理
解本实用新型的核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1