一种杆状物料包装设备的制作方法
1.本实用新型涉及物料包装机械的改进发明,具体涉及的是一种杆状物料包装设备的改进发明。
背景技术:
2.现有技术中,电子烟大都需要通过人工包装实现,整个过程耗费大量的人力且工作效率低下;也有采用设备进行包装的,采用输送带横向进入连续的塑料包装纸,再通过热封机构下压对塑料包装纸的两端进行热封和裁切,这种包装方式包装效果不佳,输送电子烟时容易在传动带上偏移,热封的时间短也常会造成塑料包装袋的两端袋口没有完全封合,包装时的废品率低;另外这种简易封口也十分不美观,不符合一些消费群众对包装的要求。
3.为了提高包装的一致性,且提高电子烟的包装效率,需要一种杆状物料包装设备。
技术实现要素:
4.鉴于此,本实用新型所要解决的技术问题是克服现有技术的不足,提供一种提高电子烟包装效率、包装效果的杆状物料包装设备,为了解决上述技术问题,本实用新型是采用如下技术方案来实现的:
5.一种杆状物料包装机,包括机体,在机体上设有杆状物料输送装置及袋体输送装置,在所述杆状物料输送装置和袋体输送装置之间设有杆状物料转移装置,所述杆状物料转移装置包括有可转动的转盘,所述转盘上设有多个杆状物料容纳腔,该杆状物料容纳腔具有杆状物料进口和杆状物料出口,当转盘转动时,其中的杆状物料进口与杆状物料输送装置上的输出位置相衔接,进行接料;当转盘转动至该杆状物料容纳腔到达袋体输送装置位置时,杆状物料出口和袋体输送装置上的袋体进口相衔接。
6.作为优选,所述杆状物料转移装置还包括一弧形挡板,该弧形挡板以部分遮盖的方式包裹在转盘外侧。弧形挡板可以在转盘转动时避免其容纳腔内的物料由于转动产生的惯性而飞出。
7.作为优选,所述杆状物料输送装置包括间歇式输送带,在该间歇式输送带上设有杆状物料容纳腔,间歇式输送带的每一杆状物料容纳腔移动至转盘处时,与转盘上的杆状物料容纳腔中线大致重合,带动力源的推杆将杆状物料推送至转盘的杆状物料容纳腔内。推杆将物料从容纳腔中呈竖向进入转盘中。
8.作为优选,所述杆状物料输送装置还包括连续式输送带,在连续式输送带和间歇式输送带之间设有杆状物料的夹持移动装置。
9.作为优选,该夹持移动装置包括用于吸取杆状物料的带气源的吸杆或用于夹取杆状物料的机械手。
10.作为优选,所述夹持移动装置设置在移动横梁上,该移动横梁可旋转式或上下式移动,连续式输送带和间歇式输送带可上下或水平式的对应夹持移动装置的输送位置分
布。移动横梁若是上下式移动,连续式输送带和间歇式输送带呈上下分布,其分布可以上下重叠,输送时反向,也可以上下设置,前后衔接,则输送方向时一致的;二者可以在同一水平面分布,其输送可以呈水平并列或者转动输送,移动横梁可旋转式移动进行物料转移。
11.作为优选,所述袋体输送装置包括固定夹持部件和移动夹持部件,固定夹持部件包括两条可相对移动的带夹持块的横梁;移动夹持部件也包括两条可相对移动的带夹持块的横梁,横梁带动夹持块相对运动夹持或松开袋体,移动夹持部件设置在固定夹持部件下方,移动夹持部件与传动机构传动连接并可沿输送方向水平移动,所述固定夹持部件和移动夹持部件通过交替夹持来实现袋体移动。
12.作为优选,所述固定夹持部件的上方位置设有杆状物料二次按压装置,该二次按压装置包括可上下移动的横梁,在所述横梁上设有与横梁同步动作的按压件。当杆状物料初步从转盘落入袋体中时,由于袋体相对物料较窄,其位置可能是倾斜的,物料是否触底具有一定的随机性,若是杆状物料没有触底甚至是卡在袋体口部,会影响后续对袋口的缝合,因此需要一步或者多步对杆状物料进行按压的操作,保证其触底,从而保证了包装成品率,也避免了热封装置夹到杆状物料这样的安全隐患。
13.作为优选,所述机体上还包括封合装置,该封合装置设置在固定夹持部件的横梁上,封合装置包括热封头,横梁相对移动过程中实现袋口封合。
14.作为优选,所述机体上还包括物料等待工位,物料等待工位上设有可相对移动的夹持板,夹持板闭合时夹持住包装好的物料,夹持板张开时释放包装好的物料。
15.本实用新型由于采用了以上技术方案,具有显著的技术效果:本实用新型可以代替人工包装对杆状物料尤其是电子烟产品进行包装,每步动作可以单一物料或者一组多个物料同步进行包装,大大提升了包装的效率;通过转盘的输送方式使物料单个进袋包装,袋体位置与杆状物料的出口一一对应,整个过程中对每个杆状物料具有输送、推料、转盘输送进袋、转移封合的过程,不会有多包、漏包的状况,且可以通过二次按压装置保证物料入袋后触底,提高包装的稳定性;由于输送流水线完善,每个物料的加工时间仅仅由最后的封合装置所决定,节省了大量的时间,使杆状物料装袋热封包装的流水线效率大大提高,同时保证了包装质量的一致性。
附图说明
16.下面结合附图对本实用新型的具体实施方式作进一步详细说明。
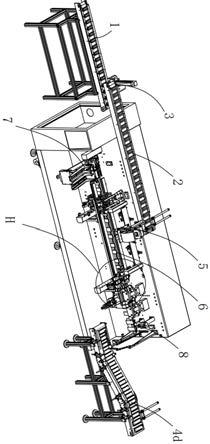
17.图1为本实用新型的结构示意图。
18.图2为本实用新型的正视图。
19.图3为本实用新型的杆状物料输送装置的结构示意图。
20.图4为本实用新型的转盘的结构示意图。
21.图5为图1中h的局部放大图。
22.以上附图中各数字标号所指代的部位名称如下:其中,1、连续式输送带;2、间歇式输送带;21、推杆;3、夹持移动装置;4、杆状物料容纳腔;5、转盘;51、弧形挡板;52、通道;6、袋体输送装置;61、固定夹持部件;62、移动夹持部件;63、横梁;64、夹持块;7、料仓;8、封合装置。
具体实施方式
23.附图表示了本实用新型的结构,下面再结合附图进一步说明其有关细节。
24.一种杆状物料包装机,如图1-5所示,包括机体,在机体上设有杆状物料输送装置及袋体输送装置6,在所述杆状物料输送装置和袋体输送装置6之间设有杆状物料转移装置,所述杆状物料转移装置包括有可转动的转盘5。
25.当电子烟进入杆状物料输送装置时,物料随着杆状物料输送装置上沿着输送方向运动,杆状物料输送装置包括间歇式输送带2和连续式输送带1,连续式输送带1和间歇式输送带2可一上一下设置,输送方向可以相同也可以相反,也可以水平式设置,可以直线性或者转动地输送。物料先从料仓通过手动或者机械手转移至连续式输送带1,每个物料都被杆状物料容纳腔4a所限位,物料之间形成相等的间隔并匀速输送,到达连续式输送带1的输出位置时,通过夹持移动装置3精准地移动到间歇式输送带2,夹持移动装置3位于其二者之间的衔接位置,夹持移动装置3可以为带气源的吸杆吸取杆状物料,也可以为机械手,目的是从一特定位置精准抬起物料后放置到间歇式输送带2的杆状物料容纳腔4b中。夹持移动装置3可以设置在移动的横梁上,该移动横梁可旋转式或上下式移动带动吸杆或者机械手运动。
26.电子烟在间歇式输送带2以一定的频率步进式前进,间歇式输送带2的每一杆状物料容纳腔4b移动至转盘5处时,与转盘5上的杆状物料容纳腔4c中线大致重合,带动力源的推杆21对准这条重合的中线向前推动,电子烟可以通过该杆状物料容纳腔4b直线推入到转盘5的杆状物料容纳腔4c内,进入到转盘5中被转盘5带动并输送。转盘5设有多个杆状物料容纳腔4c,转盘5在转动时带动多个杆状物料容纳腔4c同步转动,每个杆状物料容纳腔4c具有杆状物料进口和杆状物料出口,当转盘5转动至相应的位置时,杆状物料进口与杆状物料输送装置上的输出位置相衔接,用于杆状物料输送装置上的物料接纳,转盘5持续转动,不同的杆状物料容纳腔4c依次接收物料,当转盘5转动至杆状物料容纳腔4c到达最高点时,其后段具有以部分遮盖的方式包裹在转盘5外的弧形挡板51,以防止物料从转盘5中脱离掉出,当该杆状物料容纳腔4c到达袋体输送装置6位置时,杆状物料出口和袋体输送装置6上的袋体进口相衔接。转盘5的杆状物料出口和袋体输送装置6上的袋体进口之间具有只能够杆状物料竖向通过的通道52,通道52连接杆状物料出口和袋体输送装置6上的袋体进口,使该通道52单次通过一个杆状物料并竖向进入袋体内。间歇式输送带2上可以设置有位置传感器,具体可以为光电传感器、红外传感器等探知输送位置的传感器,当一个容纳腔到达传感器位置时,控制系统控制推杆21推动物料进入转盘中。
27.袋体输送装置6包括固定夹持部件61和移动夹持部件62,固定夹持部件61包括两条可相对移动的带夹持块64a的横梁63a;移动夹持部件62也包括两条可相对移动的带夹持块64b的横梁63b,横梁63(a,b)带动夹持块64(a,b)相对运动夹持或松开袋体,移动夹持部件62设置在固定夹持部件61下方,移动夹持部件62与传动机构传动连接并可沿输送方向水平移动,固定夹持部件61在固定工位上做相对的动作实现夹持和松开,移动夹持部件62在上一工位上通过夹持块64b夹取袋体后,固定夹持部件61松开,移动夹持部件62的动力源带动其横向运动至下一工位,下一工位的固定夹持部件61的夹持块64a夹持住袋体后,移动夹持部件62的夹持块64b松开,返回上一工位,以此反复交替夹持来实现袋体的移动。
28.其中夹持块64(a,b)沿着各个工位设置,其中工位包括料仓7,此工位的夹持块64
(a,b)可以为吸嘴,将袋体从料仓7中吸出,并将袋体转移至下一工位,还包括将将袋体打开的工位,夹持块64(a,b)为吸嘴,向内外两侧吸住袋体将其张开后到达袋体进口,杆状物料从杆状物料出口落入袋体进口后,可以设置有二次按压工位,二次按压工位上在固定夹持部件61的上方位置设有杆状物料二次按压装置,杆状物料二次按压装置包括可上下移动的横梁,横梁上设有与横梁同步动作的按压件将袋体中的物料下压到底,其中按压可以一次按压,或者多次进行深度由浅到深的按压。其中移动夹持部件62在运动时,单个工位上可以设置一个或者若干夹持块,若干个袋体同步输送,固定夹持部件61和移动夹持部件62在相应工位上的夹持块或者其他工序的部件同步对其工位上的袋体或者装有杆状物料的袋体进行加工。还可以设置有压合工位,压合工位上设置有封合装置8,该封合装置可以设置在固定夹持部件的横梁63a上,也可以独立设置动力源,封合装置8包括内外设置的热封头,通过移动加持部件62将装有杆状物料的袋体输送至压合工位上,可以在封合装置8中对袋体上口进行热封。机体上还可以设有物料等待工位,物料等待工位上设有可相对移动的夹持板,夹持板闭合时夹持住包装好的物料,夹持板张开时释放包装好的物料,包装好的物料通过机械手转移,也可以通过机械手夹持到物料送出装置的杆状物料容纳腔4d后送出。
29.总之,以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所作的均等变化与修饰,皆应属本实用新型专利的涵盖范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1