一种流水线全自动输送分料机构的制作方法
1.本实用新型涉及分料技术领域,尤其涉及一种流水线全自动输送分料机构。
背景技术:
2.在流水线生产上,需要对输送的工件进行标识印刷,而工件在印刷的时候运输较为集中,使得工件容易在印刷处产生堆积,从而导致工件较为混乱,使得印刷容易出现差错,并且工件在印刷完毕后,需要通过人工对工件进行检查或者人工分拣转入下一道程序,从而导致工人的劳动强度较大,且效率较低,因此,为了解决此类问题,我们提出了一种流水线全自动输送分料机构。
技术实现要素:
3.本实用新型提出的一种流水线全自动输送分料机构,解决了工件在印刷处产生堆积容易使得印刷出现差错和人工分拣使得工人劳动强度较大效率较低的问题。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种流水线全自动输送分料机构,包括底板,所述底板的顶端设置有分料结构,所述分料结构用于对工件进行分拨,所述底板的顶端设置有夹持机构,所述夹持机构用于工件的固定;
6.所述分料结构包括第一摆动气缸、衔接块、连接轴、分料板、第二摆动气缸和拨料板,所述第二摆动气缸的圆周侧壁与底板相连接,所述第二摆动气缸的活塞杆端部与拨料板相连接,所述第一摆动气缸的活塞杆端部与连接轴相连接,所述连接轴的圆周侧壁与衔接块相连接,所述衔接块远离连接轴的一端与分料板相连接。
7.优选的,所述底板的顶端安装有连接板,所述连接板以底板的中轴线呈对称设置,两个所述连接板的顶端安装有支撑架,所述支撑架的侧壁与夹持机构相连接。
8.优选的,所述夹持机构包括伸缩气缸和夹持板,所述伸缩气缸与支撑架相连接,所述伸缩气缸的活塞杆端部穿过支撑架与夹持板相连接。
9.优选的,所述支撑架的顶端安装有液压缸,所述液压缸以支撑架的中轴线呈对称设置,所述支撑架的底端设置有印刷块,且所述液压缸的活塞杆端部穿过支撑架与印刷块相连接。
10.优选的,所述底板的顶端设置有输送带,所述输送带的顶端设置有第一输送道和第二输送道,所述第一输送道和第二输送道与支撑架相连接。
11.优选的,所述第一输送道和第二输送道之间安装有密封板,所述密封板与第一输送道和第二输送道铰接,且所述密封板的顶端安装有伺服电机,所述密封板与伺服电机的输出端相连接。
12.本实用新型的有益效果为:
13.1、通过启动第一摆动气缸带动分料板进行旋转,从而能够有效的将第一输送道和第二输送道进行密封,使得工件能够均匀的引流至输送道内,使得工件不易产生堆积,减少
了印刷出错率。
14.2、通过启动第二摆动气缸,第二摆动气缸带动拨料板进行移动,从而通过拨料板将印刷完毕的工件分拨至两边,在分拨的同时启动伺服电机,通过伺服电机带动密封板将第一输送道和第二输送带进行密封,防止拨料板在分料时工件偏离预定轨道,通过机械进行分拨,从而不需要人工分拣,降低了工人的劳动强度,且提高了劳动效率。
15.综上所述,该装置使得工件不易产生堆积,减少了印刷出错率,同时也降低了工人的劳动强度,且提高了劳动效率,方便使用。
附图说明
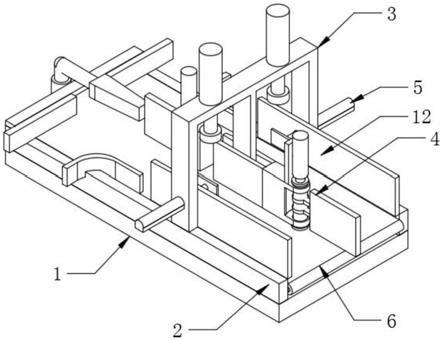
16.图1为本实用新型的结构示意图。
17.图2为本实用新型的拆分结构示意图。
18.图3为本实用新型的分料挡板结构示意图。
19.图中标号:1、底板;2、连接板;3、支撑架;4、分料结构;401、第一摆动气缸;402、衔接块;403、连接轴;404、分料板;405、第二摆动气缸;406、拨料板;5、夹持机构;501、伸缩气缸;502、夹持板;6、输送带;7、密封板;8、伺服电机;9、液压缸;10、印刷块;11、第一输送道;12、第二输送道。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
21.参照图1-图3所示,一种流水线全自动输送分料机构,包括底板1,所述底板1的顶端设置有分料结构4,所述分料结构4用于对工件进行分拨,所述底板1的顶端设置有夹持机构5,所述夹持机构5用于工件的固定;
22.所述分料结构4包括第一摆动气缸401、衔接块402、连接轴403、分料板404、第二摆动气缸405和拨料板406,所述第二摆动气缸405的圆周侧壁与底板1相连接,所述第二摆动气缸405的活塞杆端部与拨料板406相连接,所述第一摆动气缸401的活塞杆端部与连接轴403相连接,所述连接轴403的圆周侧壁与衔接块402相连接,所述衔接块402远离连接轴403的一端与分料板404相连接。
23.如图1和图2所示,所述底板1的顶端安装有连接板2,所述连接板2以底板1的中轴线呈对称设置,两个所述连接板2的顶端安装有支撑架3,所述支撑架3的侧壁与夹持机构5相连接,所述夹持机构5包括伸缩气缸501和夹持板502,所述伸缩气缸501与支撑架3相连接,所述伸缩气缸501的活塞杆端部穿过支撑架3与夹持板502相连接,所述支撑架3的顶端安装有液压缸9,所述液压缸9以支撑架3的中轴线呈对称设置,所述支撑架3的底端设置有印刷块10,且所述液压缸9的活塞杆端部穿过支撑架3与印刷块10相连接,通过伸缩气缸501带动夹持板502进行移动,通过夹持板502将工件进行夹持。
24.如图2所示,所述底板1的顶端设置有输送带6,所述输送带6的顶端设置有第一输送道11和第二输送道12,所述第一输送道11和第二输送道12与支撑架3相连接,所述第一输送道11和第二输送道12之间安装有密封板7,所述密封板7与第一输送道11和第二输送道12
铰接,且所述密封板7的顶端安装有伺服电机8,所述密封板7与伺服电机8的输出端相连接,通过第一摆动气缸401带动分料板404将第二输送道12进行密封,从而将工件引流至第一输送道11中,从而能够有效的防止工件输送过于集中,导致工件堆积使得印刷出现偏差的问题。
25.工作原理:该装置在使用时,先通过输送带6将需要印刷的工件运输至分料结构4处,此时启动第一摆动气缸401,通过第一摆动气缸401带动分料板404进行旋转,从而通过分料板404将第一输送道11进行密封,然后通过分料板404将工件引流至第二输送道12中,同时,启动伸缩气缸501,通过伸缩气缸501带动夹持板502进行移动,通过夹持板502将工件进行夹持,此时启动液压缸9,通过液压缸9带动印刷块10进行移动,通过印刷块10对工件进行标记印刷,当第二输送道12上的工件满足时,再次启动第一摆动气缸401,通过第一摆动气缸401带动分料板404将第二输送道12进行密封,从而将工件引流至第一输送道11中,从而能够有效的防止工件输送过于集中,导致工件堆积使得印刷出现偏差的问题,当工件印刷完毕后,启动伺服电机8带动密封板7进行旋转,随后启动第二摆动气缸405,通过第二摆动气缸405带动拨料板406进行移动,从而通过拨料板406将印刷完毕的工件均匀的分拨至两边输送至下一道工序,在分拨时,通过密封板7将第一输送道11和第二输送道12进行密封,防止在分拨时偏离预定轨道。
26.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1