一种用于吨袋包装的上袋装置的制作方法
1.本实用新型涉及吨袋包装领域,尤其是涉及一种用于吨袋包装的上袋装置。
背景技术:
2.目前,吨袋包装领域有众多成熟的包装设备,其中大多为半自动包装机。在包装前需要操作人员站在高平台上将吨袋的袋口套在下料口处,再将四个吊耳分别挂在包装机的挂钩上。由于吨袋长宽尺寸较大,人工套袋的空间跨度大,动作复杂。这就导致了上袋过程费时费力,生产效率低且高平台作业安全难以保障。故自动上袋技术应运而生。
技术实现要素:
3.本实用新型的目的就是为了提供一种用于吨袋包装的上袋装置。
4.本实用新型的目的可以通过以下技术方案来实现:
5.一种用于吨袋包装的上袋装置,包括机架、下吸盘、上吸盘、上吸盘固定架、吸盘驱动气缸和摆臂套袋组件,
6.所述摆臂套袋组件包括支架、两个撑袋单元,以及用于驱动两个撑袋单元相对靠近或远离运动的驱动机构,所述撑袋单元包括l型的摆臂和设于摆臂的短臂末端的三角形块,
7.所述支架转动连接于机架上,所述撑袋单元和驱动机构均设于支架上,所述上吸盘固定架的一端和吸盘驱动气缸的一端均转动连接于机架上,所述吸盘驱动气缸的另一端与上吸盘固定架转动连接,所述上吸盘设于上吸盘固定架的另一端。
8.所述上吸盘固定架包括第一安装杆、第二安装杆和两根侧杆,所述第一安装杆和第二安装杆相互平行,所述第一安装杆的两端分别与两根侧杆的一端连接,所述侧杆的另一端转动连接于机架上,所述第二安装杆的两端分别与两根侧杆的杆体部分连接,所述吸盘驱动气缸连接至第二安装杆,所述上吸盘设于第一安装杆上。
9.所述第二安装杆和第一安装杆的距离小于第二安装杆与侧杆另一端的距离。
10.所述第二安装杆和第一安装杆的距离为第二安装杆与侧杆另一端的距离的一半。
11.所述驱动机构包括同步带、导向轴,所述导向轴依次穿过两根摆臂的长臂端的端部,所述同步带为环形同步带,所述同步带的两个半圈分别与两个摆臂通过同步带压块连接固定。
12.所述装置还包括吨袋输送机、空袋移载部件和皮带输送机,所述空袋移载部件和皮带输送机均设于机架上,且所述空袋移载部件位于皮带输送机的输出端一侧。
13.所述空袋移载部件包括安装架、吸袋板和直线滑台,所述安装架固定于机架顶部下方,所述升降机构通过直线滑台设于安装架上并沿直线滑台滑动,所述直线滑台与皮带输送机的输出方向垂直,所述升降机构的底部设有吸袋板。
14.所述升降机构包括升降气缸,所述升降气缸连接直线滑台的活动端,且升降气缸的输出端连接吸袋板。
15.所述吨袋输送机为辊筒输送机。
16.所述摆臂套袋组件还包括伺服电机和减速机,所述伺服电机的输出端通过加速机连接至支架的转轴。
17.与现有技术相比,本实用新型具有以下有益效果:
18.1、可以通过上吸盘和下吸盘打开袋口,然后由摆臂套袋部件撑住吨袋并旋转角度实现机器上袋。
19.2、操作人员只需将整叠袋子放在托盘上,其余工作均可由设备自动完成。由于其他生产过程不需要人工参与,避免了物料对人体健康的危害。
20.3、每次上袋时间在10秒以内,效率与复杂的人工套袋相比大大提高。
附图说明
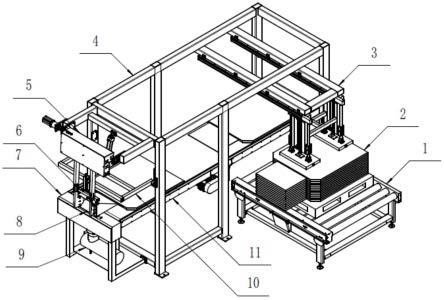
21.图1为本实用新型的结构示意图;
22.图2为上吸盘固定架的结构示意图;
23.图3为摆臂套袋组件的结构示意图;
24.图4为开袋部分的结构示意图;
25.图5为空袋移载部件的结构示意图;
26.其中:1、吨袋输送机,2、吨袋,3、空袋移载部件,4、机架,5、摆臂套袋部件,6-上吸盘,7、开袋平台,8、下吸盘,9、真空泵,10、上吸盘固定架,11、皮带输送机,12、吸盘驱动气缸,51、支架,52、摆臂,53、三角形块,54、同步带,55、导向轴,56、同步带压块,101、第一安装杆,102、第二安装杆,103、侧杆,31、机架,32、横移固定架,33、导向轴,34、滑块,35、吸袋板,36、升降气缸,37、直线滑台。
具体实施方式
27.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
28.一种用于吨袋包装的上袋装置,应用于吨袋包装,如图1所示,包括机架4、下吸盘8、上吸盘6、上吸盘固定架10、吸盘驱动气缸12和摆臂套袋组件5,
29.如图3和图4所示,摆臂套袋组件5包括支架51、两个撑袋单元,以及用于驱动两个撑袋单元相对靠近或远离运动的驱动机构,撑袋单元包括l型的摆臂52 和设于摆臂52的短臂末端的三角形块53,
30.支架51转动连接于机架4上,撑袋单元和驱动机构均设于支架51上,上吸盘固定架10的一端和吸盘驱动气缸12的一端均转动连接于机架4上,吸盘驱动气缸 12的另一端与上吸盘固定架10转动连接,上吸盘6设于上吸盘固定架10的另一端。
31.如图2所示,上吸盘固定架10包括第一安装杆101、第二安装杆102和两根侧杆103,第一安装杆101和第二安装杆102相互平行,第一安装杆101的两端分别与两根侧杆103的一端连接,侧杆103的另一端转动连接于机架4上,第二安装杆102的两端分别与两根侧杆103的杆体部分连接,吸盘驱动气缸12连接至第二安装杆102,上吸盘6设于第一安装杆101上。
32.第二安装杆102和第一安装杆101的距离小于第二安装杆102与侧杆103另一端的
距离。
33.第二安装杆102和第一安装杆101的距离为第二安装杆102与侧杆103另一端的距离的一半。
34.如图3所示,驱动机构包括同步带54、导向轴55,导向轴55依次穿过两根摆臂52的长臂端的端部,同步带54为环形同步带,同步带54的两个半圈分别与两个摆臂52通过同步带压块56连接固定。
35.装置还包括吨袋输送机1、空袋移载部件3和皮带输送机11,空袋移载部件3 和皮带输送机11均设于机架4上,且空袋移载部件3位于皮带输送机11的输出端一侧。
36.如图5所示,空袋移载部件3包括安装架31、吸袋板35和直线滑台37,安装架31固定于机架4顶部下方,升降机构通过直线滑台37设于安装架31上并沿直线滑台37滑动,直线滑台37与皮带输送机11的输出方向垂直,升降机构的底部设有吸袋板35。
37.在一些实施例中,升降机构包括升降气缸36,升降气缸36连接直线滑台37 的活动端,且升降气缸36的输出端连接吸袋板35,此外,还可以配置横移固定架 32、导向轴33和滑块34提高升降的稳定性。
38.在一些实施例中,吨袋输送机1为辊筒输送机,在其他实施例中,也可以采用链板输送机等其他种类的输送机。
39.摆臂套袋组件5还包括伺服电机和减速机,伺服电机的输出端通过加速机连接至支架51的转轴,摆臂套袋组件5的摆动靠伺服电机通过减速机驱动,可精确控制摆臂到达指定位置;其撑袋机构由同步带带动上下两个压块实现同时内缩或外伸。
40.在一些实施例中,皮带输送机11采用铝合金型材框架,结构简单,占用空间小,重量小。
41.本技术应用时,首先,辊筒输送机将载有一叠吨袋的托盘输送到取袋位置,空袋移载部件吸取吨袋并将其放置在皮带输送机上;辊筒输送机将一个空袋输送到开袋口位置,开袋部件中的下吸盘8吸住下袋口不动,上吸盘6吸住上袋口升高,如此pe袋口被打开,摆臂52转动向下,插入袋口后向两侧撑开,袋子套牢在摆臂上并随摆臂转动套在包装机的下料口。包装机将袋口夹紧后摆臂向下,回到等待位置,重新开始流程。
42.下吸盘8固定在带导杆气缸上,开袋前上升,吸盘与开袋平台7平齐,开袋后下降,位置低于开袋平台7,以保护吸盘;上吸盘6除上下移动完成开袋动作外,还可随上吸盘固定架10上下翻转。开袋前固定架处于水平位置,开袋完成后,当摆臂52撑开袋口,上吸盘固定架10向上翻转,让开吨袋上摆所需空间。
43.具体的,首先,辊筒输送机将载有一叠吨袋2的托盘输送到取袋位置,空袋移载部件3吸取吨袋2并将其放置在皮带输送机11上;皮带输送机11将此空袋向前输送,袋口到达开袋位置时会被开袋平台下的光电传感器检测到,皮带输送机停止输送。开袋部件中的下吸盘8上升,吸住下袋口保持不动,上吸盘6下降,吸住上袋口并提升,如此pe袋口被打开;摆臂转动向下,插入袋口后向两侧撑开,袋子套牢在摆臂上;开袋部件的上吸盘随固定架向上摆动,让开吨袋上摆所需空间。袋子随摆臂52转动套在包装机的下料口。包装机将袋口夹紧后摆臂向下,回到等待位置,重新开始流程。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1