实现下片定位侧滑的装置的制作方法
1.本实用新型涉及玻璃自动化领域,尤其涉及玻璃定位下片领域,具体是指一种实现下片定位侧滑的装置。
背景技术:
2.随着我国工业技术的日益发展,玻璃的需求和生产不断提高,玻璃的自动化生产规格种类多变,多数玻璃生产企业在对满足多种玻璃下片定位准确的同时需要控制设备的经济成本,这就要求在下片装置上同时满足多种规格玻璃的下片定位。目前多数玻璃生产企业使用的下片定位装置多采用电机推动定位且定位玻璃的规格比较单一,目前设备故障率较高,无法满足玻璃规格跨度较大的定位。
技术实现要素:
3.本实用新型的目的是克服了上述现有技术的缺点,提供了一种满足(操作简便、经济耐用、适用范围较为广泛的实现下片定位侧滑的装置。
4.为了实现上述目的,本实用新型的实现下片定位侧滑的装置如下:
5.该实现下片定位侧滑的装置,其主要特点是,所述的系统包括机架、动力单元、传动轴、多个输送装置、多个前挡轮、多个侧挡轮和顶升滚动单元,所述的动力单元固定在机架上,为玻璃传输提供动力,所述的传动轴连接动力单元与输送装置,且位于输送装置的前端,所述的多个输送装置并排固定在机架上,所述的动力单元通过传动轴连接带动输送装置,玻璃在输送装置上输送,所述的前挡轮设置在输送装置的末端,通过多个前挡轮定位玻璃长边,所述的侧挡轮设置在机架的侧边,通过多个侧挡轮直接定位玻璃短边,所述的顶升滚动单元固定在输送装置的侧边,玻璃在顶升滚动单元进行上升、滚动及下滑。
6.所述的顶升滚动单元包括气缸,在气缸缩回的情况下,顶升滚动单元的滚轮的上表面在同一水平面且低于输送装置的上表面;在气缸伸出的情况下,所述的顶升滚动单元根据气缸行程不同,滚轮的上表面连线与输送装置的上表面成5
°
倾角。
7.较佳地,所述的顶升滚动单元装在气缸伸缩杆端,进行升降动作。
8.较佳地,所述的顶升滚动单元包括第一组顶升滚动单元、第二组顶升滚动单元、第三组顶升滚动单元、第四组顶升滚动单元、第五组顶升滚动单元,所述的第一组顶升滚动单元、第二组顶升滚动单元、第三组顶升滚动单元、第四组顶升滚动单元、第五组顶升滚动单元按照气缸行程依次分布。
9.较佳地,所述的第一组顶升滚动单元的气缸行程是30mm,第二组顶升滚动单元的气缸行程是75mm,第三组顶升滚动单元的气缸行程是120mm,第四组顶升滚动单元的气缸行程是145mm,第五组顶升滚动单元的气缸行程是180mm。
10.较佳地,所述的装置具有6个输送装置,还具有6个前挡轮,以及具有5个侧挡轮。
11.采用了本实用新型的实现下片定位侧滑的装置,玻璃在输送装置上输送,长边通过前挡轮直接定位,短边通过气缸伸出的行程不同,与输送装置形成5
°
倾角,玻璃依靠自身
重力下滑完成短边定位,本定位方式设置巧妙,跨玻璃规格较广,且经济耐用。
附图说明
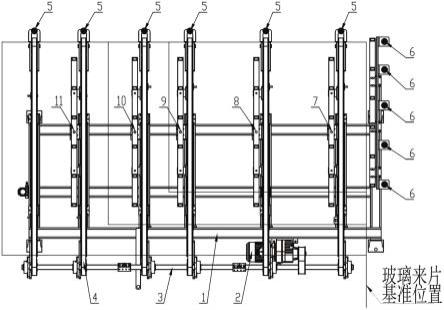
12.图1为本实用新型的实现下片定位侧滑的装置的俯视图。
13.图2为本实用新型的实现下片定位侧滑的装置的前视图。
14.图3为本实用新型的实现下片定位侧滑的装置的轴侧图。
15.附图标记:
[0016]1ꢀꢀꢀꢀꢀ
定位机架
[0017]2ꢀꢀꢀꢀꢀ
动力单元
[0018]3ꢀꢀꢀꢀꢀ
传动轴
[0019]4ꢀꢀꢀꢀꢀ
输送装置
[0020]5ꢀꢀꢀꢀꢀ
前挡轮
[0021]6ꢀꢀꢀꢀꢀ
侧挡轮
[0022]7ꢀꢀꢀꢀꢀ
第一组顶升滚动单元
[0023]8ꢀꢀꢀꢀꢀ
第二组顶升滚动单元
[0024]9ꢀꢀꢀꢀꢀ
第三组顶升滚动单元
[0025]
10
ꢀꢀꢀꢀ
第四组顶升滚动单元
[0026]
11
ꢀꢀꢀꢀ
第五组顶升滚动单元
具体实施方式
[0027]
为了能够更清楚地描述本实用新型的技术内容,下面结合具体实施例来进行进一步的描述。
[0028]
本实用新型的该实现下片定位侧滑的装置,其中包括机架1、动力单元2、传动轴3、多个输送装置4、多个前挡轮5、多个侧挡轮6和顶升滚动单元,所述的动力单元2固定在机架1上,为玻璃传输提供动力,所述的传动轴3连接动力单元2与输送装置4,且位于输送装置4的前端,所述的多个输送装置4并排固定在机架1上,所述的动力单元2通过传动轴3连接带动输送装置4,玻璃在输送装置4上输送,所述的前挡轮5设置在输送装置4的末端,通过多个前挡轮定位玻璃长边,所述的侧挡轮6设置在机架1的侧边,通过多个侧挡轮直接定位玻璃短边,所述的顶升滚动单元固定在输送装置4的侧边,玻璃在顶升滚动单元进行上升、滚动及下滑。
[0029]
所述的顶升滚动单元包括气缸,在气缸缩回的情况下,顶升滚动单元的滚轮的上表面在同一水平面且低于输送装置4的上表面;在气缸伸出的情况下,所述的顶升滚动单元根据气缸行程不同,滚轮的上表面连线与输送装置4的上表面成5
°
倾角。
[0030]
作为本实用新型的优选实施方式,所述的顶升滚动单元装在气缸伸缩杆端,进行升降动作。
[0031]
作为本实用新型的优选实施方式,所述的顶升滚动单元包括第一组顶升滚动单元7、第二组顶升滚动单元8、第三组顶升滚动单元9、第四组顶升滚动单元10、第五组顶升滚动单元11,所述的第一组顶升滚动单元7、第二组顶升滚动单元8、第三组顶升滚动单元9、第四组顶升滚动单元10、第五组顶升滚动单元11按照气缸行程依次分布。
[0032]
作为本实用新型的优选实施方式,所述的第一组顶升滚动单元7的气缸行程是30mm,第二组顶升滚动单元8的气缸行程是75mm,第三组顶升滚动单元9的气缸行程是120mm,第四组顶升滚动单元10的气缸行程是145mm,第五组顶升滚动单元11的气缸行程是180mm。
[0033]
作为本实用新型的优选实施方式,所述的装置具有6个输送装置4,还具有6个前挡轮5,以及具有5个侧挡轮6。
[0034]
本实用新型的具体实施方式中,目的是解决多种规格玻璃定位且设备经济耐用的问题,提供了玻璃下片定位侧滑装置。
[0035]
如图1和图2所示,装置主要包括机架1、动力单元2、传动轴3、输送装置4、前挡轮5、侧挡轮6、顶升滚动单元。
[0036]
机架1是该装置的基础。动力单元2固定在机架1上,为玻璃前进提供动力。传动轴3连接动力单元2与输送装置4,位于输送装置4的前端。
[0037]
输送装置4固定在机架1上,设有6个,由动力单元2通过传动轴3连接带动,玻璃在输送装置4上输送。
[0038]
前挡轮5设置在输送装置4的末端,玻璃长边通过6个前挡轮5直接定位。侧挡轮6设置在机架1的侧边,玻璃短边通过5个侧挡轮6直接定位。
[0039]
顶升滚动单元固定在输送装置4的侧边,玻璃在顶升滚动单元完成上升滚动下滑动作。
[0040]
顶升滚动单元装在气缸伸缩杆端,可完成升降动作。
[0041]
顶升滚动单元设有5组,按气缸行程依次分布。
[0042]
顶升滚动单元设有5组,气缸缩回时滚轮上表面在同一水平面并低于输送装置4上表面顶升滚动单元设有5组,第一组顶升滚动单元7的气缸行程是30mm。顶升滚动单元设有5组,第二组顶升滚动单元8的气缸行程是75mm。顶升滚动单元设有5组,第三组顶升滚动单元9的气缸行程是120mm。顶升滚动单元设有5组,第四组顶升滚动单元10的气缸行程是145mm。顶升滚动单元设有5组,第五组顶升滚动单元11的气缸行程是180mm。
[0043]
顶升滚动单元设有5组,气缸伸出时,根据气缸行程不同,滚轮上表面连线与输送装置4上表面成5
°
倾角,玻璃靠自身重力侧边滑下进行短边定位。
[0044]
其工作流程是:顶升滚动单元中气缸缩回,玻璃沿来片基准位置偏差
±
50mm线在下片定位侧滑装置中的输送装置4上向前输送,直至长边通过前挡轮5进行直接定位,顶升滚动单元中气缸伸出,根据气缸行程不同,顶升滚动单元上的滚轮上表面连线与输送装置4上表面成5
°
夹角,玻璃靠重力侧边滑下通过侧挡轮6进行短边定位,气缸缩回,完成玻璃的定位。
[0045]
采用了本实用新型的实现下片定位侧滑的装置,玻璃在输送装置上输送,长边通过前挡轮直接定位,短边通过气缸伸出的行程不同,与输送装置形成5
°
倾角,玻璃依靠自身重力下滑完成短边定位,本定位方式设置巧妙,跨玻璃规格较广,且经济耐用。
[0046]
在此说明书中,本实用新型已参照其特定的实施例作了描述。但是,很显然仍可以作出各种修改和变换而不背离本实用新型的精神和范围。因此,说明书和附图应被认为是说明性的而非限制性的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1