一种螺母输送机构的制作方法
1.本技术涉及螺母上料设备的技术领域,尤其是涉及一种螺母输送机构。
背景技术:
2.在木质包装箱的组装过程中,t形螺母与对应的螺栓配合是一种常用的木板之间的固定连接方式,具有连接紧固性高,经济性高,重量更轻,便于自动化安装等优点。参照图1,是一种带有四爪的t形螺母。这种t形四爪螺母包括内部开设有螺纹的柱状体,柱状体的一个端面为环形的座体,座体靠近柱状体的一侧环设有四个间隔均匀分布的定位爪。在实际使用过程中,需要将该种t形螺母压固于木板上预设的安装孔内,再将装有t形螺母的木板与需要连接的木板通过螺栓连接即可。
3.目前,通常采用铆钉机将t形螺母冲压安装于板材内,由于这种t形螺母的结构的特殊性,实际操作过程中,缺乏一种能够对t形螺母进行排序和有序依次输送的机构。
技术实现要素:
4.为了实现对t形螺母的排序和有序依次输送,本技术提供一种螺母输送机构。
5.本技术提供的一种螺母输送机构采用如下的技术方案:
6.一种螺母输送机构,包括振动盘本体,振动盘本体包括振动料斗,振动料斗的内壁设置有螺旋上升的用于若干t形螺母倒置前进的内前进道;内前进道的末端衔接有螺旋下降的外输送道,所述外输送道包含翻转通道和与翻转通道末端承接的输送通道;内前进道与外输送道的衔接处倾斜设置,翻转通道倾斜设置,以使t形螺母由内前进道中的倒置状态逐渐倾斜翻转至输送通道中的正置状态;输送通道的上方设置有对t形螺母进行限位的挡板;输送通道连接有将t形螺母输送至铆钉机冲头处的输送导轨,输送导轨沿行进方向的两侧向下设置有用于吊挂t形螺母的翼边。
7.通过采用上述技术方案,本技术中充分利用了振动盘的自动送料功能,并对其进行结构改造。振动盘是一种常见的用于自动组装的可自动定向排序的送料设备,料斗在电磁振动器的作用下进行扭动式的上下振动,使得所输送的工件能够沿着螺旋轨道从低到高的移动并自动定向排序。
8.在使用过程中,t形螺母进入振动料斗的内前进道后,在重力和振动料斗的扭摆作用下呈现座体向下的倒置状态,并保持倒置状态输送至内前进道的末端。通过对振动盘内的螺旋轨道进行结构设计,将内前进道与外输送道的衔接处倾斜设置,翻转通道倾斜设置,使得t形螺母由内前进道中的倒置状态逐渐倾斜翻转至输送通道中的正置状态,并继续向前输送至输送导轨,t形螺母正置地挂在输送导轨的翼边上继续向下有序依次输送。该螺母输送机构的自动排序效率高,输送准确度高,实用性强。
9.可选的,所述翻转通道的底面开设有供t形螺母的座体卡入的滑槽。
10.通过采用上述技术方案,当t形螺母被输送至翻转通道的末端时,t形螺母在翻转通道逐渐倾斜的坡道作用下逐渐竖立,滑槽能够辅助对t形螺母的座体进行限位作用;滑槽
与翻转通道对t形螺母一同进行限位作用,从而协助t形螺母实现翻转。该滑槽的结构设计巧妙,提高了翻转通道的翻转效率和翻转的成功率。
11.可选的,所述振动料斗的底面为中间高,四周低的锥体状。
12.通过采用上述技术方案,t形螺母倒入振动料斗后,斜面将使t形螺母逐渐向四周滑落,能够加快上料速度,从而提高输送效率。
13.可选的,所述输送通道与翻转通道的承接处设置有与t形螺母的柱状体的直径一致的限位道。
14.通过采用上述技术方案,当t形螺母从翻转通道翻转完成进入输送通道时,限位道能够帮助t形螺母稳定,帮助完成输送状态的过渡。
15.可选的,所述振动料斗的外围位于输送通道的下方还设置有接料盘。
16.通过采用上述技术方案,接料盘能够承接输送过程中意外脱离输送轨道后掉落的t形螺母,便于人工拾取散落的t形螺母。
17.可选的,所述接料盘倾斜环绕设置,接料盘的底端连通至振动料斗内部。
18.通过采用上述技术方案,接料盘的倾斜设置能够减缓t形螺母在掉落过程中的冲击力,从而避免对t形螺母造成损伤,同时能够将t形螺母输送回振动盘内的振动料斗内,重新进行上料动作,避免了人工拾取掉落的t形螺母的不便,提高工作效率。
19.可选的,所述振动料斗的内前进道的宽度只允许一个t形螺母通过。
20.通过采用上述技术方案,内前进道限制单个t形螺母通过,能够有效减少t形螺母在振动盘内的输送过程中发生堆叠现象,从而提高工作效率和有序性。
21.可选的,所述输送导轨与振动盘本体之间固定连接有加强筋。
22.通过采用上述技术方案加强筋能够将输送导轨固定在振动盘本体上,减轻输送导轨在输送过程中的晃动,从而保证t形螺母在输送过程中的稳定。
23.综上所述,本技术包括以下有益技术效果:
24.本技术中充分利用了振动盘的自动送料功能,并对其进行结构改造,将内前进道与外输送道的衔接处倾斜设置,翻转通道倾斜设置,使得t形螺母由内前进道中的倒置状态逐渐倾斜翻转至输送通道中的正置状态,实现t形螺母在振动盘内自动排序的同时能够正置状态地依次传送至输送通道。本技术能够对t形螺母进行自动排序并依次有序地向前输送,具备输送效率高,输送准确度高,实用性强的特点。
附图说明
25.图1是t形四爪螺母的结构示意图;
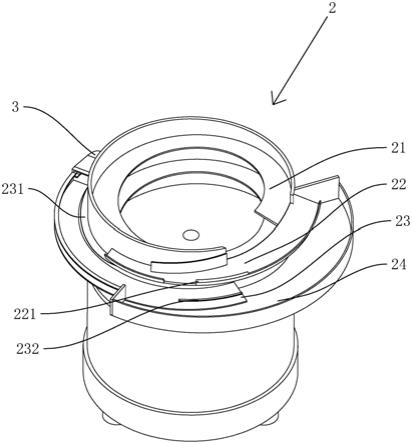
26.图2是本技术实施例的立体结构示意图;
27.图3是本技术实施例的应用示意图;
28.图4是翻转通道和输送通道的承接处的放大示意图。
29.附图标记说明:1、t形四爪螺母;11、柱状体;12、座体;13、定位爪;2、振动料斗;21、内前进道;22、翻转通道;221、滑槽;23、输送通道;231、挡板;232、限位道;24、接料盘;3、输送导轨;31、翼边;32、加强筋。
具体实施方式
30.以下对本技术作进一步详细说明。
31.参照图1,本技术实施例所针对的对象是一种带有四爪的t形螺母,简称t形四爪螺母1。t形四爪螺母1包括内部开设有螺纹的柱状体11,柱状体11的一个端面为环形的座体12,座体12上环设有四个间隔均匀分布的定位爪13。
32.本技术实施例公开一种螺母输送机构,参照图2,包括振动盘本体,振动盘本体包括振动料斗2。振动料斗2内设有螺旋上升的内前进道21和与内前进道21衔接的螺旋下降的外输送道;外输送道衔接有输送导轨3,输送导轨3延伸至铆钉机的冲头处。
33.振动料斗2为竖直放置的空心圆筒状,振动料斗2的底面呈中间高,四周低的锥体状,座体12与铆钉机的机架固定连接。振动料斗2的内壁设置有由振动料斗2的底面到顶面呈螺旋上升状的内前进道21。内前进道21的宽度只允许一个t形四爪螺母1通过,内前进道21的末端的外侧衔接有由振动料斗2的顶面开始螺旋下降的外输送道。
34.沿t形四爪螺母前进路径,外输送道包括翻转通道22和输送通道23,翻转通道22与内前进道21衔接。翻转通道22与内前进道21的衔接处的外侧倾斜向下设置,使得翻转通道22的输送面呈倾斜状,翻转通道22的输送面的倾斜程度沿螺旋下降的方向逐渐加大。结合图4,翻转通道22的底面开设有供t形四爪螺母1的座体12卡入的滑槽221。结合图3,由此使得t形四爪螺母由内前进道21上的倒置状态逐渐转变为翻转通道22上的正置状态。
35.输送通道23位于翻转通道22的末端的下方,用于承接由翻转通道22翻转下来的正置的t形四爪螺母。输送通道23与翻转通道22的承接处设置有限位道232,限位道232为与t形四爪螺母1的柱状体11直径一致的通道。输送通道23的上方设置有对t形四爪螺母1进行限位的挡板231,挡板231的底面抵接t形四爪螺母1的顶面。
36.输送通道23远离翻转通道22的一端连接有输送导轨3。输送导轨3竖直设置,与输送通道23的连接处为圆弧状,沿行进方向的两侧向下设置有用于吊挂t形四爪螺母1的翼边31。输送导轨3与振动盘本体之间固定连接有加强筋32。加强筋32为长方体条状,一端与输送导轨3固定连接,一端与振动盘本体固定连接。
37.振动料斗2的外围位于输送通道23的下方固定设置有接料盘24,用于承接掉落的t形四爪螺母1。接料盘24为倾斜环绕设置的通道结构,通道的底端连通至振动料斗2内,从而将掉落的t形四爪螺母1再次输送回振动料斗2内。
38.本技术实施例的一种螺母输送机构的实施原理为:将t形四爪螺母1倒入振动盘的振动料斗2中,在重力和振动料斗2的扭摆作用下呈现座体12向下的倒置状态,并逐渐沿着内前进道21螺旋向上输送至内前进道21的顶端,由于内前进道21与外输送道的衔接处倾斜,t形四爪螺母1滑入翻转通道22,倾斜设置的翻转通道22将t形四爪螺母1翻转,使其呈现正置状态并输送至输送通道23,在输送通道23内继续向前有序输送至输送导轨3。该螺母输送机构能够对t形四爪螺母1进行自动排序并依次有序地向前输送,具备操作简便,输送效率高,输送准确度高,实用性强的特点。
39.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1