一种吊牌打包机的尾数打包装置的制作方法
1.本实用新型涉及吊牌打包技术领域,特别涉及一种吊牌打包机的尾数打包装置。
背景技术:
2.吊牌是商品不可缺少的物件之一,主要用于展示商品的各类信息,比如服装吊牌上会展示服装的商标名称及服装的各项参数等。为了方便使用,吊牌厂家在生产、加工或检测之后需要打包,在打包的时候需要对每一批待打包吊牌进行按照设定数量计数收集打包,但往往会剩余不能满足设定数量进行打包的尾数吊牌,以符合工厂发货的要求。
3.吊牌打包机是按所设定的每一包所需打包数量进行打包的设备,由于每一批待打包的吊牌数量不确定,所以传统的打包机无法确定最后尾数,当传统打包机的收集装置所收集的吊牌数量低于所设定的打包数量时,传统打包机不能正常打包,需要人工将收集装置中低于所设定的吊牌数量的吊牌人工取出,混入下一批待包装的吊牌之中再重新打包或直接将尾数吊牌直接打包。当尾数吊牌数量较少时,如果进行打包会导致收集的尾数吊牌两边强度低,会出现吊牌被包装带造成弯折的问题,导致吊牌损坏。
技术实现要素:
4.本实用新型的目的在于克服现有技术中的上述缺陷,提供一种吊牌打包机的尾数打包装置,可以解决对吊牌进行自动计数收集、尾数收集打包以及避免尾数吊牌弯折的问题;具有自动化生产、提高生产效率和减低操作人员的劳动强度等优点。
5.为实现上述目的,一种吊牌打包机的尾数打包装置,包括机架、装设在机架一侧并用于运送吊牌的输送装置、装设在机架上的接料装置,所述接料装置装设在输送装置下方;所述接料装置包括用于吊牌预存和吊牌尾数收集的第一下料机构和用于吊牌计数收集的第二下料机构,所述第二下料机构装设在第一下料机构一侧;所述输送装置包括与第一下料机构配合设置的用于将输送装置上吊牌下料的第一导送机构、与第二下料机构配合设置的用于将输送装置上吊牌下料的第二导送机构,所述接料装置一侧装设有用于夹取和移送吊牌的第一移料模组,所述第一移料模组一侧设有打包装置,所述打包装置一侧设有第二移料模组,所述第二移料模组一侧装设有收料装置。
6.作为优选的,所述第一下料机构包括装设在机架上的第一下料板,所述第一下料板一侧装设有第一运送气缸,所述第一运送气缸驱动装设在第一运送气缸上的第一支撑架横向往复运动,所述第一支撑架上装设有第一收集组件,所述第一收集组件上装设有用于吊牌预存计数的第一计数部件;装设有第一下料机构可以将一定数量的吊牌进行预存,采用第一计数部件可以将第一下料机构种预存的吊牌进行精确计数。
7.作为优选的,所述第一收集组件包括用于放置吊牌的第一托板,所述第一托板两侧设有平行设置的第一侧板和第二侧板,所述第一托板后部设有第一推板,所述第一托板前部一侧设有第一固定挡板,前部另一侧设有第一活动挡板,所述第一托板设有方便第一移料模组夹持吊牌的第一u型槽,所述第一支撑架上装设有第一竖直移动组件,并驱动第一
托板竖直往复移动;利用第一收集组件,可实现对第一导送机构导送过来的吊牌进行收集,同时第一侧板、第二侧板、第一推板、第一固定挡板和第一活动挡板形成的区域为吊牌收集的区域,并且第一竖直移动组件可以调整放置吊牌张数的整体高度。
8.作为优选的,所述第二下料机构包括装设在机架上的第二下料板,所述第二下料板一侧装设有第二运送气缸,所述第二运送气缸驱动装设在第二运送气缸上的第二支撑架,所述第二支撑架上装设有第二收集组件,所述第二收集组件上装设有用于吊牌收集计数的第二计数部件;所述第二收集组件包括用于放置吊牌的第二托板,所述第二托板两侧设有平行设置的第三侧板、第四侧板,所述第二托板后部设有第二推板,所述第二托板前部一侧设有第二固定挡板,前部另一侧设有第二活动挡板,所述第二托板设有方便第一移料模组夹持吊牌的第二u型槽;所述第二支撑架上装设有第二竖直移动组件,并驱动第二托板竖直往复移动;利用第二计数部件,可实现第二下料机构的吊牌收集计数的功能。利用第二收集组件,可实现对第二导送机构导送过来的吊牌进行收集,同时第三侧板、第四侧板、第二推板、第二固定挡板和第二活动挡板形成的区域为吊牌收集的区域,并且第二竖直移动组件可以调整放置吊牌张数的整体高度。
9.作为优选的,所述接料装置还包括用于吊牌收集的第三下料机构,所述输送装置还包括与第三下料机构配合设置的用于将输送装置上吊牌下料的第三导送机构,所述第二下料机构和第三下料机构交替完成收集吊牌功能,能够提高自动化工作效率,实现快速打包的功能。
10.作为优选的,所述输送装置上装设有真空输送带,所述第一导送机构、第二导送机构、第三导送机构各装设有导送组件,所述导送组件包括导送气缸,所述导送气缸装设有用于把吊牌导送到接料装置的导送块,所述导送块中部装设有用于真空输送带穿过的开口槽,所述导送块贯穿在输送装置上;利用导送组件,有效将输送装置输送过来的卡片导送到接料装置上。
11.与现有技术相比,本实用新型的有益效果在于:
12.1、本实用新型设置有第一下料机构和第一导送机构,所述第一下料机构和第一导送机构匹配设置,可实现吊牌预存和吊牌尾数收集的功能;所述第二下料机构和第二导送机构匹配设置,可实现吊牌收集和吊牌尾数判定功能;当尾数判定功能达到用户设置值时,第一下料机构和第二下料机构正常被第一移料模组移料打包;当尾数判定功能达不到用户设置值时,第一移料模组把第二下料机构的吊牌移送并叠加到第一下料机构上,并把预存的吊牌和吊牌尾数叠加一起收集后,可以有效解决吊牌尾数打包捆扎过程中被折弯损坏的问题。
13.2.所述第一移料模组可对接料装置上收集的吊牌进行夹持并移送到打包装置,实现了自动化夹持移料功能,所述打包装置实现了自动化打包功能,所述收料装置具有自动化收料的优点。
14.3.本实用新型所述一种吊牌打包机的尾数打包装置,用于解决对接收过来的吊牌进行自动计数收集打包和尾数收集打包的问题,具有自动尾数收集、自动化计数打包、提高生产效率和减低操作人员的劳动强度等优点。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
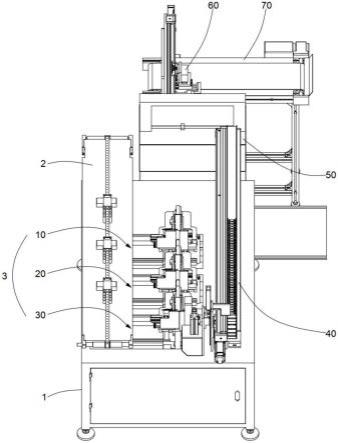
16.图1是本实用新型提供的一种吊牌打包机的尾数打包装置的结构示意图;
17.图2是本实用新型提供的输送装置的结构示意图;
18.图3是本实用新型提供的导送组件的结构示意图;
19.图4是本实用新型提供的第一下料机构的结构示意图;
20.图5是本实用新型提供的第一收集组件的结构示意图;
21.图6是本实用新型提供的第二下料机构的结构示意图;
22.图7是本实用新型提供的第二收集组件的结构示意图;
23.图8是本实用新型提供的第三下料机构的结构示意图;
24.图9是本实用新型提供的第三收集组件的结构示意图;
25.图10是本实用新型提供的第一移料模组和打包装置的结构示意图;
26.图11是本实用新型提供的旋转驱动模组的结构示意图;
27.图12是本实用新型提供的第二移料模组和收料装置的结构示意图。在图中包括有:
28.1、机架;2、输送装置;3、接料装置;10、第一下料机构;11、第一下料板;12、第一运送气缸;13、第一支撑架;14、第一收集组件;15、第一计数部件;20、第二下料机构;21、第二下料板;22、第二运送气缸;23、第二支撑架;24、第二收集组件;25、第二计数部件;26、第一导送机构;27、第二导送机构;28、第三导送机构;29、真空输送带;30、第三下料机构;31、第三下料板;32、第三运送气缸;33、第三支撑架;34、第三收集组件;35、第三计数部件;40、第一移料模组;41、第一移料基架;42、第一横向驱动模组;43、第一纵向驱动模组;44、旋转驱动模组;45、夹持机构;46、第一夹臂;47、第二夹臂;48、第二夹臂气缸;49、导轨;50、打包装置;51、打包平台;52、打包部件;60、第二移料模组;61、第二移料基架;62、第二横向驱动模组;63、第二纵向驱动模组;64、第三夹臂气缸;65、第四夹臂气缸;66、第三夹臂;67、第四夹臂;70、收料装置;71、收料机架;72、收料带;140、第一托板;141、第一侧板;142、第二侧板;143、第一推板;144、第一固定挡板;145、第一活动挡板;146、第一u型槽;147、第一推送气缸;148、第二推送气缸;149、第一推进气缸;150、第一开合气缸;151、第一调节组件;152、第二调节组件;153、第一竖直移动组件;240、第二托板;241、第三侧板;242、第四侧板;243、第二推板;244、第二固定挡板;245、第二活动挡板;246、第二u型槽;247、第三推送气缸;248、第四推送气缸;249、第二推进气缸;250、第二开合气缸;251、第三调节组件;252、第四调节组件;253、第二竖直移动组件;290、导送组件;291、导送气缸;292、导送块;293、开口槽;294、圆弧部;340、第三托板;341、第五侧板;342、第六侧板;343、第三推板;344、第三固定挡板;345、第三活动挡板;346、第三u型槽;347、第五推送气缸;348、第六推送气缸;349、第三推进气缸;350、第三开合气缸;351、第五调节组件;352、第六调节组件;353、第三竖直移动组件;440、旋转驱动气缸;441、第一连杆;442、第二连杆;443、连接块;444、旋转轴。
具体实施方式
29.下面将结合本实用新型本实施方式中的附图,对本实用新型本实施方式中的技术方案进行清楚、完整地描述,显然,所描述的本实施方式是本实用新型的一种实施方式,而不是全部的本实施方式。基于本实用新型中的本实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他本实施方式,都属于本实用新型保护的范围。
30.请参考图1至图12,本实用新型提供了一种吊牌打包机的尾数打包装置,包括机架1,输送装置2,接料装置3,第一移料模组40,打包装置50,第二移料模组60和收料装置70。吊牌在生产、加工或检测结束后,会运送到输送装置2上,输送装置2位于机架1一侧,输送装置2上的吊牌输送给装设在机架1上的接料装置3,然后装设在机架1一侧的第一移料模组40从接料装置3中夹持吊牌,移送到位于第一移料模组40一侧的打包装置50上,打包装置50一侧有第二移料模组60,第二移料模组60一侧装设有收料装置70,最后,第二移料模组60将打包装置50上打包的吊牌移送到收料装置70。其中,接料装置3包括第一下料机构10、第二下料机构20和第三下料机构30,第一下料机构10可用于先预存吊牌和最后尾数收集;第二下料机构20和第三下料机构30预存之后可交替完成吊牌收集功能,并且第二下料机构20在吊牌收集过程中利用第二计数部件25进行尾数判定,若第二下料机构20收集最后一组不满足用户设定值时会出现尾数不足提示,此时第一移料模组40夹持第二收集组件24的吊牌尾数移送到第一下料机构10的第一收集组件14上;同理第三下料机构30在吊牌收集过程中利用第三计数部件35进行尾数判定,若第三下料机构30收集不满足用户设定值时会出现尾数不足提示,此时第一移料模组40夹持第三收集组件34移送到第一下料机构10的第一收集组件14上。
31.请参考图2-图3,上述输送装置2装设有真空输送带29,输送装置2沿真空输送带29运动方向依次设置有第一导送机构26,第二导送机构27和第三导送机构28。真空输送带29采用真空吸附吊牌,吊牌在运输过程中,从输送装置2的底部进入,此时真空输送带29底部吸附吊牌并带动吊牌沿真空输送带29的运动方向运动,第一导送机构26与第一下料机构10匹配设置,第一导送机构26用于将输送装置2上输送的吊牌导送到第一下料机构10,第二导送机构27与第二下料机构20匹配设置,第二导送机构27用于将输送装置2上输送的吊牌导送到第二下料机构20,第三导送机构28与第三下料机构30匹配设置,第三导送机构28用于将输送装置2上输送的吊牌导送到第三下料机构30。
32.上述的第一导送机构26、第二导送机构27和第三导送机构28各装设有导送组件290,所述导送组件290包括导送气缸291,所述导送气缸291装设有用于把吊牌导送到接料装置3的导送块292,所述导送块292中部装设有用于真空输送带29穿过的开口槽293,所述导送块292贯穿在输送装置2上,所述导送块292底部还设有圆弧部294。导送组件290的工作原理是:导送块292设置在真空输送带29底部上方,真空输送带29底部输送有吊牌,当导送组件290不工作时,圆弧部294设置在真空输送带29底部上方,此时不阻碍吊牌运动状态;当导送组件290工作时,导送气缸291驱动装设在导送块292上的圆弧部294低于真空输送带29底部,导送块292的圆弧部294改变真空输送带29输送吊牌的运动状态,使吊牌与真空输送带29分离开,吊牌下落。
33.请参考图4-图5,上述第一下料机构10装设在机架1一侧,第一下料机构10包括固定装设在机架1一侧的第一下料板11,第一下料板11一侧装设有第一运送气缸12,第一运送
气缸12驱动第一支撑架13横向往复移动,第一支撑架13上装设有第一收集组件14,第一收集组件14上装设有第一计数部件15。第一收集组件14用来预存吊牌,第一计数部件15用于对第一收集组件14收集的吊牌进行预存计数,第一运送气缸12一侧有第一移料模组40,第一运送气缸12可带动第一收集组件14运送到第一移料模组40一侧,从而方便第一移料模组40对第一收集组件14内的吊牌进行夹持操作。
34.在其中一个实施例中,第一计数部件15可设为感应光纤。
35.请参考图6-图7,上述第二下料机构20装设在第一下料机构10一侧,第二下料机构20包括固定装设在机架1一侧的第二下料板21,第二下料板21一侧装设有第二运送气缸22,第二运送气缸22一侧装设有第二支撑架23,第二运送气缸22驱动第二支撑架23横向往复移动,第二支撑架23上装设有第二收集组件24,第二收集组件24上装设有第二计数部件25。第二收集组件24用来收集吊牌,第二计数部件25用于对第二收集组件24收集的吊牌进行计数和对收集的吊牌进行尾数判定,第二运送气缸22一侧有第一移料模组40,第二运送气缸22可带动第二收集组件24运送到第一移料模组40一侧,从而方便第一移料模组40对第二收集组件24内的吊牌进行夹持操作。
36.在其中一个实施例中,第二计数部件25可设为感应光纤。
37.请参考图8-图9,上述第三下料机构30装设在第二下料机构20一侧,第三下料机构30包括固定装设在机架1一侧的第三下料板31,第三下料板31一侧装设有第三运送气缸32,第三运送气缸32一侧装设有第三支撑架33,第三运送气缸32驱动第三支撑架33横向往复移动,第三支撑架33上装设有第三收集组件34,第三收集组件34上装设有第三计数部件35。第三收集组件34用来收集吊牌,第三计数部件35用于对第三收集组件34收集的吊牌进行计数和对收集的吊牌进行尾数判定,第三运送气缸32一侧有第一移料模组40,第三运送气缸32可带动第三收集组件34运送到第一移料模组40一侧,从而方便第一移料模组40对第三收集组件34内的吊牌进行夹持操作。
38.在其中一个实施例中,第三计数部件35可设为感应光纤。
39.上述的第一收集组件14装设有用于放置吊牌的第一托板140,第一托板140两侧设有平行设置的第一侧板141、第二侧板142,第一托板140后部设有第一推板143,第一托板140前部一侧设有第一固定挡板144,前部另一侧设有第一活动挡板145,第一托板140设有方便第一移料模组40夹持吊牌的第一u型槽146。第一侧板141、第二侧板142、第一推板143、第一固定挡板144和第一活动挡板145形成的区域为吊牌收集的区域。第一计数部件15可装设在第一侧板141上。
40.在其中一个实施例中,第一侧板141一侧与第一推送气缸147传动连接,第二侧板142一侧与第二推送气缸148传动连接,第一推送气缸147将第一侧板141靠近第一托板140,第二推送气缸148将第二侧板142靠近第一托板140,作用是将收集的吊牌两侧整理并对齐;第一推板143一侧与第一推进气缸149传动连接,作用是跟第一固定挡板144、第一活动挡板145共同将收集的吊牌前后部整理并对齐。
41.在其中一个实施例中,第一活动挡板145一侧传动连接有第一开合气缸150,当第一收集组件14收集吊牌时,第一开合气缸150驱动第一活动挡板145到达第一固定挡板144,使第一托板140的前部完全闭合,使吊牌完全下落至第一收集组件14内;当第一移料模组40夹持第一托板140的吊牌时,第一开合气缸150驱动第一活动挡板145远离第一固定挡板
144,使第一托板140的前部打开。为了保证运动的平稳性和良好的载重性能,在第一活动挡板145处还连接有若干滑块,所述滑块还搭配有直线导轨以满足要求。
42.在其中一个实施例中,第一支撑架13上装设有用于调整第一收集组件14上收集吊牌的宽度的第一调节组件151,通过第一调节组件151,可以调节第一侧板141和第二侧板142之间的平行距离。第一支撑架13上装设有用于调整第一收集组件14上收集吊牌的长度的第二调节组件152,通过第二调节组件152,可以调节第一推板143与第一固定挡板144、第一活动挡板145之间的平行距离。
43.在其中一个实施例中,第一支撑架13上装设有与第一托板140传动连接的第一竖直移动组件153,通过调节第一托板140的高度,第一竖直移动组件153用于调整第一收集组件14上收集不同吊牌张数整体的高度。在本实施例中,第一竖直移动组件153采用升降电机连接有滚珠丝杆,滚珠丝杆上搭配有升降滑块,升降滑块连接有顶块,顶块跟第一托板140固定连接的方案,为了保证运动的平稳性和良好的载重性能,在升降滑块上还连接有若干滑块,所述滑块还搭配有直线导轨以满足要求。
44.上述的第二收集组件24装设有用于放置吊牌的第二托板240,第二托板240两侧设有平行设置的第三侧板241、第四侧板242,第二托板240后部设有第二推板243,第二托板240前部一侧设有第二固定挡板244,前部另一侧设有第二活动挡板245,第二托板240设有方便第一移料模组40夹持吊牌的第二u型槽246。第三侧板241、第四侧板242、第二推板243、第二固定挡板244和第二活动挡板245形成的区域为吊牌收集的区域。第二计数部件25可装设在第三侧板241上。
45.在其中一个实施例中,第三侧板241一侧与第三推送气缸247传动连接,第四侧板242一侧与第四推送气缸248传动连接,第三推送气缸247将第三侧板241靠近第二托板240,第四推送气缸248将第四侧板242靠近第二托板240,作用是将收集的吊牌两侧整理并对齐;第二推板243一侧与第二推进气缸249传动连接,作用是跟第二固定挡板244、第二活动挡板245共同将收集的吊牌前后部整理并对齐。
46.在其中一个实施例中,第二活动挡板245一侧传动连接有第二开合气缸250,当第二收集组件24收集吊牌时,第二开合气缸250驱动第二活动挡板245到达第二固定挡板244,使第二托板240的前部完全闭合,使吊牌完全下落至第二收集组件24内;当第一移料模组40夹持第二托板240的吊牌时,第二开合气缸250驱动第二活动挡板245远离第二固定挡板244,使第二托板240的前部打开。为了保证运动的平稳性和良好的载重性能,在第二活动挡板245处还连接有若干滑块,所述滑块还搭配有直线导轨以满足要求。
47.在其中一个实施例中,第二支撑架23上装设有用于调整第二收集组件24上收集吊牌的宽度的第三调节组件251,通过第三调节组件251,可以调节第三侧板241和第四侧板242之间的平行距离。第二支撑架23上装设有用于调整第二收集组件24上收集吊牌的长度的第四调节组件252,通过第四调节组件252,可以调节第二推板243与第二固定挡板244、第二活动挡板245之间平行的距离。
48.在其中一个实施例中,第二支撑架23上装设有与第二托板240传动连接的第二竖直移动组件253,通过调节第二托板240的高度,第二竖直移动组件253用于调整第二收集组件24上收集不同吊牌张数整体的高度。在本实施例中,第二竖直移动组件253采用升降电机连接有滚珠丝杆,滚珠丝杆上搭配有升降滑块,升降滑块固定连接有顶块,顶块跟第二托板
240固定连接的方案,为了保证运动的平稳性和良好的载重性能,在升降滑块上还连接有若干滑块,所述滑块还搭配有直线导轨以满足要求。
49.上述的第三收集组件34装设有用于放置吊牌的第三托板340,第三托板340两侧设有平行设置的第五侧板341、第六侧板342,第三托板340后部设有第三推板343,第三托板340前部一侧设有第三固定挡板344,前部另一侧设有第三活动挡板345,第三托板340设有方便第一移料模组40夹持吊牌的第三u型槽346。第五侧板341、第六侧板342、第三推板343、第三固定挡板344和第三活动挡板345形成的区域为吊牌收集的区域。第三计数部件35可装设在第五侧板341上。
50.在其中一个实施例中,第五侧板341一侧与第五推送气缸347传动连接,第六侧板342一侧与第六推送气缸348传动连接,第五推送气缸347将第五侧板341靠近第三托板340,第六推送气缸348将第六侧板342靠近第三托板340,作用是将收集的吊牌两侧整理并对齐;第三推板343一侧与第三推进气缸349传动连接,作用是跟第三固定挡板344、第三活动挡板345共同将收集的吊牌前后部整理并对齐。
51.在其中一个实施例中,第三活动挡板345一侧传动连接有第三开合气缸350,当第三收集组件34收集吊牌时,第三开合气缸350驱动第三活动挡板345到达第三固定挡板344,使第三托板340的前部完全闭合,使吊牌完全下落至第三收集组件34内;当第一移料模组40夹持第三托板340的吊牌时,第三开合气缸350驱动第三活动挡板345远离第三固定挡板344,使第三托板340的前部打开。为了保证运动的平稳性和良好的载重性能,在第三活动挡板345处还连接有若干滑块,所述滑块还搭配有直线导轨以满足要求。
52.在其中一个实施例中,第三支撑架33上装设有用于调整第三收集组件34上收集吊牌的宽度的第五调节组件351,通过第五调节组件351,可以调节第五侧板341和第六侧板342之间的平行距离。第三支撑架33上装设有用于调整第三收集组件34上收集吊牌的长度的第六调节组件352,通过第六调节组件352,可以调节第三推板343与第三固定挡板344、第三活动挡板345之间的平行距离。
53.在其中一个实施例中,第三支撑架33上装设有与第三托板340传动连接的第三竖直移动组件353,通过调节第三托板340的高度,第三竖直移动组件353用于调整第三收集组件34上收集不同吊牌张数整体的高度。在本实施例中,第三竖直移动组件353采用升降电机连接有滚珠丝杆,滚珠丝杆上搭配有升降滑块,升降滑块固定连接有顶块,顶块跟第三托板340固定连接的方案,为了保证运动的平稳性和良好的载重性能,在升降滑块上还连接有若干滑块,所述滑块还搭配有直线导轨以满足要求。
54.请参考图10和图11,第一移料模组40包括装设在机架1一侧上的第一移料基架41,第一移料基架41装设在第一下料机构10、第二下料机构20和第三下料机构30一侧,第一移料基架41上装设有第一横向驱动模组42,第一横向驱动模组42装设有第一纵向驱动模组43,第一横向驱动模组42驱动第一纵向驱动模组43横向往复移动,第一纵向驱动模组43装设有旋转驱动模组44,第一纵向驱动模组43驱动旋转驱动模组44纵向往复移动,旋转驱动模组44一侧装设有用于夹放吊牌的夹持机构45,旋转驱动模组44驱动夹持机构45旋转,夹持机构45一端固定装设有第一夹臂46,夹持机构45上还装设有导轨49,导轨49上滑动连接有第二夹臂47,第二夹臂47一侧传动连接有第二夹臂气缸48。第一横向驱动模组42驱动夹持机构45到达第一收集组件14或第二收集组件24或第三收集组件34,此时,夹持机构45的
第一夹臂46到达第一u型槽146或第二u型槽246或第三u型槽346的底部,第二夹臂气缸48驱动装设在导轨49上的第二夹臂47靠近第一夹臂46,从而夹紧收集好的吊牌。然后,第一纵向驱动模组43驱动夹持机构45远离第一收集组件14或第二收集组件24或第三收集组件34,当达到打包装置50的水平位置时,旋转驱动模组44驱动夹持机构45旋转为水平方向,接着,第一横向驱动模组42驱动夹持机构45到达位于第一移料模组40一侧的打包装置50,接着,夹持机构45的第二夹臂气缸48驱动第二夹臂47远离第一夹臂46,吊牌移送到打包装置50后,最后第一移料模组40复位。
55.请参照图11,在一种实施例中,旋转驱动模组44包括旋转驱动气缸440,旋转驱动气缸440传动连接第一连杆441,第一连杆441一端连接有连接块443,第二连杆442的一端也铰接在连接块443上,第二连杆442的另一端点固定连接有旋转轴444,旋转轴444与夹持机构45固定连接。将第二连杆442连接旋转轴444的一端作为旋转点,将旋转驱动气缸440复位时作为第一行程,当旋转驱动气缸440驱动第一连杆441到最大行程时为第二行程,此时第二连杆442的在空间上的动作轨迹为:第二连杆442从第一行程到达第二行程的过程中,围绕旋转点旋转了九十度,此时旋转轴444旋转了九十度。为了保证运动的平稳性和良好的载重性能,在活动块处还连接有若干滑块,所述滑块还搭配有直线导轨以满足要求。
56.请参照图10,打包装置50包括打包平台51和装设在打包平台51上的打包部件52,当第一移料模组40将吊牌移动并放置在打包平台51后,打包部件52将收集的吊牌进行捆扎打包操作。之后,打包好的吊牌被位于打包装置50一侧的第二移料模组60夹持。
57.请参考图12,第二移料模组60包括装设在收料装置70一侧的第二移料基架61,第二移料基架61上装设有第二横向驱动模组62,第二横向驱动模组62上装设有第二纵向驱动模组63,第二横向驱动模组62驱动第二纵向驱动模组63横向往复运动;第二纵向驱动模组63底部装设有第三夹臂气缸64和第四夹臂气缸65,第三夹臂气缸64底部与第四夹臂气缸65顶部相连接,第二纵向驱动模组63驱动第三夹臂气缸64和第四夹臂气缸65纵向往复运动,第三夹臂气缸64一侧连接有第三夹臂66,第四夹臂气缸65一侧连接有第四夹臂67,第三夹臂气缸64与第四夹臂气缸65传动方向相反。第二横向驱动模组62驱动第二纵向驱动模组63到达打包装置50的位置后,第二纵向驱动气缸驱动第三夹臂66、第四夹臂67到达打包平台51位置,接着,第三夹臂气缸64驱动第三夹臂66和第四夹臂气缸65驱动第四夹臂67,第三夹臂66、第四夹臂67同时靠近并夹紧打包的吊牌,接着,第二横向驱动模组62驱动第二纵向驱动模组63到达收料装置70,接着,第三夹臂气缸64驱动第三夹臂66和第四夹臂气缸65驱动第四夹臂67远离打包的吊牌,吊牌进入收料装置70,最后第二移料模组60复位。
58.收料装置70包括收料机架71、装设在收料机架71上的收料带72,收料架上装设有位于收料带72一侧的第二移料基架61。收料带72自动运输打包吊牌出料。
59.本实用新型具体工作过程:
60.吊牌在生产、加工或检测之后,吊牌会被会运送到输送装置2上,但是吊牌是成批上料,数量无法提前确认;
61.此时,第一导送机构26先动作,吊牌会先会被第一下料机构10的第一收集组件14进行一定数量的吊牌预存收集,第一收集组件14通过第一计数部件15预存计数满后,第一移料模组40先不动作,第一下料机构10和第一导送机构26暂停工作;
62.接着,第二导送机构27开始动作,运送过来的吊牌会被第二下料机构20的第二收
集组件24收集,第二收集组件24通过第二计数部件25计数满后,第一移料模组40动作,把第二收集组件24移送到打包装置50;
63.此时,为了提高生产效率,第二下料机构20和第二导送机构27暂停工作后第三下料机构30和第三导送机构28接替开始工作,同理第三收集组件34的吊牌通过第三计数部件35计数满后,被第一移料模组40移送到打包装置50,打包好的吊牌被第二移料模组60移送到收料装置70;
64.之后,第二下料机构20和第三下料机构30交替完成吊牌收集功能;
65.若第二下料机构20或第三下料机构30收集到最后一组吊牌时,若收集吊牌被第二计数部件25或第三计数部件35的尾数判定功能判定吊牌尾数达到设置数量时,此时虽然剩余的尾数吊牌数量不能满足包装成一包,但是数量较多,足够抵抗打包装置50上打包带捆绑的压力;可以进行单独的打包;此时最后一组吊牌会被第一移料模组40移送到打包装置50,打包好的吊牌被第二移料模组60移送到收料装置70,之后,接着第一收集组件14预存吊牌会被第一移料模组40移送到打包装置50,打包好的吊牌被第二移料模组60移送到收料装置70后,此时吊牌打包工作完成。
66.若第二下料机构20或第三下料机构30收集到最后一组吊牌时,若收集吊牌被第二计数部件25或第三计数部件35的尾数判定功能判定为数量不足数时,此时剩余的尾数吊牌数量较少,无法抵抗打包带捆绑的压力;将会发生捆绑而弯折损坏的情况。第二收集组件24或第三收集组件34上剩余的吊牌尾数会被第一移料模组40移送到第一收集组件14上,然后第一移料模组40把剩余的吊牌尾数与预存吊牌叠加后,再从第一收集组件14上的吊牌尾数和预存吊牌移送到打包装置50,打包后的吊牌被第二移料模组60移送到收料装置70后,此时吊牌打包工作完成。
67.设置对吊牌剩余尾数和预存吊牌数进行打包收料的功能,是为了避免了只有尾数收集而达不到设定数量时,导致最后一组吊牌因数量不足而被打包装置50捆绑而弯折损坏的情况。
68.举一个更加具体的例子说明上述情况,
69.假设需要进行打包的吊片是1003张(当然在进行包装前张数是未知,此处只是为了更好说明),每包打包的规格是100张;
70.所述第一下料机构10先预存100张;剩余的最后尾数为3张,可能出现在第二下料机构20或者第三下料机构30;由于吊牌尾数较少,没超过设定值80张;
71.第一移料模组40将第二下料机构20或者第三下料机构30上的3张尾数,通过第一移料模组40,添加至预存在第一下料机构10的100张上;之后一起被第一移料模组40移送到打包装置50上。
72.假设需要进行打包的吊牌是1083张(当然在进行包装前张数是未知,此处只是为了更好说明),每包打包的规格是100张;
73.所述第一下料机构10先预存100张;剩余的最后尾数为83张,可能出现在第二下料机构20或者第三下料机构30;
74.由于存在较多,超过设定值80张;能够独立抵抗打包带的压力;
75.第一移料模组40将第二下料机构20或者第三下料机构30上的83张尾数被第一移料模组40移送到打包装置50上;最后将预存在第一下料机构10上的100张吊牌被第一移料
模组40移送到打包装置50上。
76.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1