玻璃板的制造方法以及制造装置与流程
1.本发明涉及制造玻璃板的方法以及装置。
背景技术:
2.近年来,液晶显示器、有机el显示器等面板显示器正在推进高精细化。与之相伴,在作为显示器用的基板使用的玻璃板中,通过该显示器的制造工序而形成致密的电路。因此,对于这种玻璃板,要求不带有灰尘、污垢的高清洁性。
3.因此,在玻璃板的制造工序中,有时从玻璃原板切出规定尺寸的玻璃板,在对该切出的玻璃板的切断端面进行加工之后,设置利用清洗装置对玻璃板进行清洗的清洗工序。
4.例如,在专利文献1中公开了在利用多个搬运辊沿规定的搬运方向搬运玻璃板的同时,利用作为清洗器具的辊刷对玻璃板的表面以及背面进行清洗的清洗装置。
5.在该清洗装置中,从玻璃板的搬运方向的上游侧朝向下游侧设置有定位区域、碱性清洗区域、纯水清洗区域以及干燥区域。清洗装置在碱性清洗区域以及纯水清洗区域中,通过使多个辊刷与玻璃板的表面接触来进行该玻璃板的清洗。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开2015-89546号公报
技术实现要素:
9.发明要解决的课题
10.在上述那样的现有的清洗装置中,为了去除附着于玻璃板的表面的异物、污垢,需要将辊刷按压于玻璃板。因此,玻璃板即使在定位区域中被定位了的情况下,在通过了碱性清洗区域的时间点,也可能产生位置偏移。
11.有时在干燥区域中接受了干燥处理的玻璃板被从清洗装置取出,且为了移送至显示器的制造工序而被捆包。为了高效地进行该捆包作业,期望在通过了清洗工序(碱性清洗工序)后进行玻璃板的定位。作为用于此的方法,考虑使辊等限制构件与搬运中的玻璃板的端部接触。
12.然而,若限制构件与产生了位置偏移的玻璃板的行进方向上的前端部发生碰撞,则可能导致该前端部的破损。
13.本发明是鉴于上述情况而完成的,技术课题在于,在清洗工序后,不使玻璃板破损地搬运玻璃板。
14.用于解决课题的方案
15.本发明是用于解决上述课题的一种玻璃板的制造方法,包括:清洗工序,在利用搬运装置搬运玻璃板的同时利用清洗器具清洗所述玻璃板;以及搬运工序,利用所述搬运装置搬运所述清洗工序后的所述玻璃板,所述玻璃板的制造方法的特征在于,所述玻璃板包括:前端部,其位于所述搬运工序中的行进方向的前侧;后端部,其位于所述前端部的后方;
以及第一侧端部和第二侧端部,它们位于所述前端部与所述后端部之间,所述搬运装置具备:搬运辊,其在所述清洗工序中搬运所述玻璃板;以及限制构件,其在所述清洗工序后与所述玻璃板的所述第一侧端部接触,所述搬运辊包括:第一端部,其位于所述玻璃板的所述第一侧端部侧;以及第二端部,其位于所述玻璃板的所述第二侧端部侧,所述搬运工序包括:第一搬运工序,以使所述玻璃板的所述第一侧端部与所述限制构件分离的状态进行搬运;以及第二搬运工序,在所述第一搬运工序后,以使所述玻璃板的所述第一侧端部与所述限制构件接触着的状态进行搬运。
16.根据这样的结构,在清洗工序后的第一搬运工序中,通过使玻璃板的第一侧端部与限制构件分离,能够可靠地防止玻璃板的前端部与限制构件发生碰撞。由此,能够在清洗工序后,不使玻璃板破损地搬运玻璃板。
17.也可以是,在所述清洗工序以及所述搬运工序中,所述玻璃板以所述第一侧端部在上下方向上位于比所述第二侧端部靠下方的位置的倾斜姿态被搬运。
18.根据这样的结构,能够利用重力使与限制构件分离的第一侧端部下降而与限制构件接触。因此,能够省略使第一侧端部与限制构件接触的装置,从而能够使设备简化。
19.也可以是,所述玻璃板的所述第一侧端部具有:前半部分,其位于所述搬运工序中的所述行进方向的前侧;以及后半部分,其位于所述前半部分的后侧,在所述第一搬运工序中,前半间隔与后半间隔不同,所述前半间隔为所述前半部分和与所述前半部分对置的所述限制构件的间隔,所述后半间隔为所述后半部分和与所述后半部分对置的所述限制构件的间隔。
20.根据这样的结构,即使在利用重力使第一侧端部下降而与限制构件接触的情况下,在玻璃板的前半部分或后半部分与限制构件接触之后,剩余部分也与限制构件接触。由此,能够缓和接触时的冲击,从而能够抑制玻璃板的破损。
21.也可以是,在所述第一搬运工序中,所述前半间隔比所述后半间隔大。
22.若使前半间隔小于后半间隔,则玻璃板伴随着与清洗工序中的清洗器具的接触而无意地旋转,前半间隔容易减少并消失,因此存在玻璃板的前半部分与限制构件发生碰撞的担忧。若使前半间隔大于后半间隔,则即使玻璃板伴随着与清洗器具的接触而无意地旋转且前半间隔减少,前半间隔也容易残存,因此能够排除玻璃板的前半部分与限制构件发生碰撞的担忧。
23.在本方法中,也可以是,所述搬运辊以所述第一端部位于比所述第二端部靠所述玻璃板的所述行进方向上的前方的位置的方式倾斜。
24.根据这样的结构,伴随于搬运辊的搬运,玻璃板的第一侧端部与限制构件分离,并且前半间隔大于后半间隔。因此,能够不使用特别的装置地对搬运辊的位置进行调整,从而向第一搬运工序供给适当的姿态的玻璃板。
25.在本方法中,也可以是,所述玻璃板包括第一主面和第二主面,所述搬运辊由弹性构件构成,所述搬运辊包括:上侧搬运辊,其与所述玻璃板的所述第一主面接触;以及下侧搬运辊,其与所述玻璃板的所述第二主面接触,所述上侧搬运辊的所述第二端部与所述下侧搬运辊的所述第二端部的间隔比所述上侧搬运辊的所述第一端部与所述下侧搬运辊的所述第一端部的间隔小。
26.根据这样的结构,通过使各搬运辊的第二端部彼此的间隔小于各搬运辊的第一端
部彼此的间隔,能够提高作用于被搬运的玻璃板的第二侧端部侧的搬运辊的接触压力。由此,伴随于搬运辊的搬运,玻璃板的第一侧端部与限制构件分离,并且前半间隔大于后半间隔。因此,能够不使用特别的装置地对搬运辊的位置进行调整,从而向第一搬运工序供给适当的姿态的玻璃板。
27.在本方法中,也可以是,所述限制构件包括多个限制辊。通过使用多个限制辊,能够防止玻璃板的破损并且适当地搬运玻璃板。
28.另外,也可以是,所述限制辊具有被保持为能够旋转的辊部,所述辊部具有:弹性体,其成为外皮;支承部,其支承所述弹性体;以及空间部,其内包于所述支承部,所述弹性体构成为筒状,所述支承部支承所述弹性体的轴向的端部,所述空间部以与所述弹性体的轴向的中间部对应的方式设置于所述弹性体的内侧。
29.根据这样的结构,在玻璃板的第一侧端部与弹性体的中间部接触时,该中间部能够在空间部的范围内以不与支承部接触的方式发生变形。即,弹性体由于空间部的存在而容易发生弹性变形,从而能够有效地吸收与玻璃板的第一侧端部接触时的冲击。由此,能够有效地防止玻璃板的第一侧端部的破损。
30.本发明是用于上述课题的玻璃板的制造装置,具备:清洗部,其利用清洗器具清洗玻璃板;以及搬运装置,其搬运所述玻璃板,所述玻璃板的制造装置的特征在于,所述玻璃板包括:前端部,其位于由所述搬运装置进行搬运的行进方向的前侧;后端部,其位于所述前端部的后方;以及第一侧端部和第二侧端部,它们位于所述前端部与所述后端部之间,所述搬运装置具备在由所述清洗部进行的清洗后与所述玻璃板的所述第一侧端部接触的限制构件,所述搬运装置在由所述清洗部进行的清洗后以使所述玻璃板的所述第一侧端部与所述限制构件分离的状态进行搬运,之后使所述玻璃板的所述第一侧端部与所述限制构件接触。
31.根据这样的结构,搬运装置通过以使清洗后的玻璃板的第一侧端部与限制构件分离的状态进行搬运,之后使该第一侧端部与限制构件接触,从而能够可靠地防止玻璃板的前端部与限制构件发生碰撞。由此,能够在玻璃板的清洗后,不使玻璃板破损地搬运玻璃板。
32.发明效果
33.根据本发明,能够在清洗工序后,不使玻璃板破损地搬运玻璃板。
附图说明
34.图1是玻璃板的立体图。
35.图2是示出玻璃板的清洗装置的侧视图。
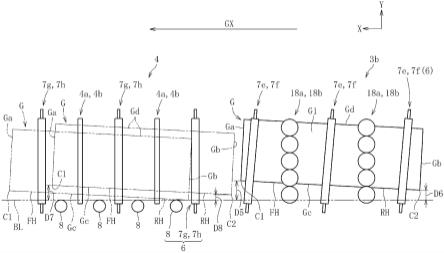
36.图3是示出玻璃板的清洗装置的俯视图。
37.图4是供给部的俯视图。
38.图5是搬运辊的主视图。
39.图6是限制辊的剖视图。
40.图7是第一清洗部的俯视图。
41.图8是搬运辊的主视图。
42.图9是第二清洗部的俯视图。
43.图10是冲洗部的俯视图。
44.图11是干燥部的俯视图。
45.图12是示出玻璃板的制造方法的流程图。
46.图13是示出搬运工序的流程图。
47.图14是示出供给搬运工序以及第一清洗搬运工序的俯视图。
48.图15是示出第一清洗搬运工序以及第二清洗搬运工序的俯视图。
49.图16是示出第二清洗搬运工序以及冲洗搬运工序的俯视图。
50.图17是示出冲洗搬运工序以及干燥搬运工序的俯视图。
51.图18是示出搬运辊的另一例的主视图。
52.图19是示出搬运辊的又一例的主视图。
53.图20是示出第二清洗搬运工序以及冲洗搬运工序的另一例的俯视图。
具体实施方式
54.以下,参照附图对本发明的实施方式进行说明。图1至图17示出本发明的玻璃板的制造方法以及制造装置的一实施方式。
55.图1示出通过本方法制造玻璃板g。玻璃板g例如通过切断利用溢流下拉法形成的长条状的玻璃带而构成。溢流下拉法是这样的方法:使熔融玻璃流入在截面为大致楔形的成形体的上部设置的溢流槽,并使从该溢流槽向两侧溢出的熔融玻璃一边沿着成形体的两侧的侧壁部流下,一边在成形体的下端部融合一体化,而连续成形玻璃带。玻璃板g并不限定于通过溢流下拉法制造,也可以通过浮法、其他各种成形法制造。
56.玻璃板g构成为矩形形状,但并不限定于该形状。玻璃板g包括第一主面g1和第二主面g2。在本实施方式中,第一主面g1为保证面,第二主面g2为非保证面。在此,“保证面”例如是指在显示器的制造过程中实施透明导电膜等的成膜处理的一侧的面。玻璃板g的尺寸例如为500
×
600mm~3100
×
3500mm。
57.玻璃板g在沿搬运方向(也称为行进方向)gx被搬运的同时接受规定的清洗处理。玻璃板g包括:前端部ga,其位于行进方向gx上的前侧;后端部gb,其位于前端部ga的后方(搬运方向gx上的上游侧);以及第一侧端部gc和第二侧端部gd,它们位于前端部ga与后端部gb之间。前端部ga、后端部gb、第一侧端部gc以及第二侧端部gd由直线状的边构成。在玻璃板g的第一侧端部gc中,将位于行进方向gx的前侧的一半称为前半部分fh,将位于前半部分fh的后侧的一半称为后半部分rh。
58.玻璃板g例如使用硅酸盐玻璃、二氧化硅玻璃,优选由硼硅酸玻璃、钠钙玻璃、铝硅酸盐玻璃、化学强化玻璃、无碱玻璃构成。在此,无碱玻璃是指实质不含碱成分(碱金属氧化物)的玻璃,具体而言是碱成分的重量比为3000ppm以下的玻璃。本发明中的碱成分的重量比优选为1000ppm以下,更优选为500ppm以下,最优选为300ppm以下。
59.图2以及图3示出作为本实施方式的玻璃板g的制造装置的一部分的清洗装置。清洗装置1主要具备供给部2、清洗部3、冲洗部4以及干燥部5。此外,清洗装置1具备将玻璃板g从供给部2连续地搬运至干燥部5的搬运装置6。
60.搬运装置6具备搬运辊7和作为限制构件的限制辊8作为基本的构成要素。搬运装置6利用限制辊8对玻璃板g的位置进行限制,以使得玻璃板g在供给部2、冲洗部4以及干燥
部5中位于规定的基准位置。玻璃板g的基准位置是指玻璃板g的第一侧端部gc与限制辊8接触的状态下的该玻璃板g的位置。在图3中,由双点划线表示将玻璃板g的第一侧端部gc与多个限制辊8的接触位置连结的直线(以下称为“基准线”)bl(以下,在其他附图中相同)。位于基准位置的玻璃板g成为第一侧端部gc与该基准线bl一致的状态。
61.供给部2将经过前工序(切断工序、端面加工工序)而被加工为矩形形状的玻璃板g向清洗部3供给。在供给部2中,搬运装置6将玻璃板g以被限制为位于基准位置的状态朝向清洗部3搬运。如图4以及图5所示,搬运装置6包括夹持玻璃板g的多对搬运辊7a、7b以及与玻璃板g的第一侧端部gc接触的多个限制辊8。
62.一对搬运辊7a、7b包括与玻璃板g的第一主面g1接触的上侧搬运辊7a以及与玻璃板g的第二主面g2接触的下侧搬运辊7b。各搬运辊7a、7b具备圆柱状的辊部9以及支承该辊部9的轴部10。
63.辊部9包括轴向上的第一端部9a和第二端部9b。第一端部9a位于玻璃板g的第一侧端部gc侧,第二端部9b位于玻璃板g的第二侧端部gd侧。辊部9例如能够由弹性构件构成为圆筒状。辊部9例如能够由发泡树脂成形体或发泡橡胶成形体(泡沫海绵)、或者毡状的纤维成形体(毡海绵)等构成。
64.轴部10例如由金属制的棒状构件构成。轴部10贯通辊部9的内部。轴部10与未图示的驱动装置连结,并由该驱动装置驱动旋转。
65.如图4所示,各搬运辊7a、7b在俯视下相对于与玻璃板g的搬运方向gx正交的方向(y轴方向)平行而不倾斜。如图5所示,各搬运辊7a、7b在主视下相对于水平方向(y轴方向)倾斜。即,各搬运辊7a、7b以辊部9的第一端部9a在上下方向(z轴方向)上位于比第二端部9b靠下方的位置的方式倾斜。搬运辊7a、7b相对于水平方向(y轴方向)的倾斜角度θ1、θ2优选为2~15
°
。上侧搬运辊7a的倾斜角度θ1与下侧搬运辊7b的倾斜角度θ2相等。在供给部2中,搬运装置6通过利用如上述那样倾斜的搬运辊7a、7b夹持玻璃板g,而能够将该玻璃板g以倾斜姿态搬运。
66.如图6所示,限制辊8以与玻璃板g的第一侧端部gc接触的方式配置在各搬运辊7a、7b的第一端部9a的附近。限制辊8具有辊部11、以及将辊部11保持为能够旋转的轴部12。
67.辊部11具有:弹性体13,其成为外皮;支承部(垫环)14,其支承弹性体13;以及空间部15,其内包于支承部14。
68.弹性体13例如由橡胶构成,但也可以由树脂构成。弹性体13(橡胶)的肖氏a硬度优选为40~80。弹性体13的厚度优选为2~20mm。弹性体13构成为筒状(例如圆筒状)。在弹性体13的内侧穿过支承部14。弹性体13的轴向上的各端部13a、13b被支承部14支承。弹性体13的轴向上的中间部13c由于空间部15的存在而未支承于支承部14。
69.支承部14例如由树脂等构成为筒状(例如圆筒状)。空间部15以与弹性体13的轴向上的中间部13c对应的方式设置于弹性体13的内侧。空间部15由在支承部14的轴向上的中间部形成的凹部16构成。凹部16在支承部14的整周上构成为环状。支承部14的除了该凹部16以外的外周面与弹性体13的内周面接触。空间部15的深度例如能够设为1~10mm,空间部15的轴向上的长度例如能够设为5~30mm。
70.轴部12例如由金属制的棒状构件构成。轴部12穿过支承部14的内侧。轴部12以与在倾斜姿态下被搬运的玻璃板g倾斜方向大致正交的方式相对于铅垂方向以规定的角度倾
斜。
71.如图6所示,限制辊8在空间部15的范围内使玻璃板g的第一侧端部gc与弹性体13的中间部13c接触。像这样,弹性体13的中间部13c在与空间部15对应的位置与玻璃板g接触,因此能够以不被支承部14的外周面限制的方式发生弹性变形。因此,与不存在空间部15的情况相比,弹性体13容易在接触玻璃板g时发生弹性变形。
72.限制辊8并不限定于上述结构,能够进行各种变形、变更。例如,成为限制辊8的外皮的弹性体13也可以由发泡树脂成形体或发泡橡胶成形体等构成。在该情况下,即使不形成凹部16,弹性体13的内部所含的气泡也作为允许弹性体13的变形的空间部15而发挥功能。即,在玻璃板g与具有气泡的弹性体13接触的情况下,该弹性体13所含的作为空间部的气泡以允许变形的方式收缩。由此,弹性体13在接触玻璃板g时容易发生弹性变形。
73.并不限定于上述结构,限制辊8也可以仅由弹性体13、或仅由不具有空间部15的支承部14构成。在该情况下,限制辊8也可以在外周面具备供玻璃板g的第一侧端部gc卡合的剖视v状的槽部。
74.如图2以及图3所示,清洗部3能够在利用搬运装置6搬运从供给部2供给的玻璃板g的同时,进行对玻璃板g的第一主面g1以及第二主面g2的擦拭清洗。清洗部3包括位于玻璃板g的搬运方向gx上的上游侧的第一清洗部3a以及位于下游侧的第二清洗部3b。
75.第一清洗部3a具备第一清洗器具17a、17b以及搬运装置6中的搬运辊(以下称为“第一清洗搬运辊”)7c、7d。在第一清洗部3a中,并未配备搬运装置6的限制辊8。
76.第一清洗器具17a、17b例如由清洗辊构成,但并不限定于该结构,也能够由清洗盘、其他各种清洗器具构成。清洗辊能够由刷、海绵(例如pva海绵)、无纺布构成。第一清洗器具17a、17b包括与玻璃板g的第一主面g1接触的上侧清洗器具17a以及与玻璃板g的第二主面g2接触的下侧清洗器具17b。第一清洗器具17a、17b在利用上侧清洗器具17a和下侧清洗器具17b夹持玻璃板g的状态下对该玻璃板g进行擦拭清洗。
77.第一清洗搬运辊7c、7d包括与玻璃板g的第一主面g1接触的上侧清洗搬运辊7c以及与玻璃板g的第二主面g2接触的下侧清洗搬运辊7d。第一清洗搬运辊7c、7d具备辊部9和轴部10。辊部9和轴部10的结构与供给部2中的搬运辊7a、7b的辊部9和轴部10相同。
78.如图7所示,第一清洗搬运辊7c、7d以在俯视下辊部9的第一端部9a位于比第二端部9b靠玻璃板g的行进方向gx上的前方(下游侧)的位置的方式倾斜。上侧清洗搬运辊7c相对于与玻璃板g的搬运方向gx正交的方向(y轴方向)的倾斜角度θ3与对应的下侧清洗搬运辊7d的倾斜角度θ4相等。该倾斜角度θ3、θ4优选设为0.05~1
°
。
79.如图8所示,第一清洗搬运辊7c、7d在主视下相对于水平方向(y轴方向)以规定的角度θ5、θ6倾斜。即,第一清洗搬运辊7c、7d以辊部9的第一端部9a在上下方向(z轴方向)上位于比第二端部9b靠下方的位置的方式倾斜。
80.上侧清洗搬运辊7c相对于水平方向(y轴方向)的倾斜角度θ5与对应的下侧清洗搬运辊7d的倾斜角度θ6不同。即,上侧清洗搬运辊7c的倾斜角度θ5小于下侧清洗搬运辊7d的倾斜角度θ6。
81.第一清洗搬运辊7c、7d的倾斜角度θ5、θ6并不限定于上述方案。第一清洗搬运辊7c、7d只要配置为随着从辊部9的第一端部9a趋向第二端部9b而上侧清洗搬运辊7c与下侧清洗搬运辊7d的轴间距离逐渐变短即可。
82.由于上述那样的倾斜角度θ5、θ6的不同,上侧清洗搬运辊7c的第二端部9b与下侧清洗搬运辊7d的第二端部9b的间隔(轴心间的距离)d2比上侧清洗搬运辊7c的第一端部9a与下侧清洗搬运辊7d的第一端部9a的间隔(轴心间的距离)d1小。间隔d1与间隔d2之差(d1-d2)优选设为1~4mm。
83.通过该结构,在利用上侧清洗搬运辊7c和下侧清洗搬运辊7d夹持玻璃板g的情况下,第一清洗搬运辊7c、7d中的辊部9的第二端部9b侧的部分与第一端部9a侧的部分相比较大地发生弹性变形。因此,第一清洗搬运辊7c、7d的各辊部9在搬运玻璃板g的情况下,第二端部9b侧的部分以比第一端部9a侧的部分大的接触压力(弹性恢复力)按压该玻璃板g。
84.如图2、图3以及图9所示,第二清洗部3b具备第二清洗器具18a、18b以及搬运装置6的搬运辊(以下称为“第二清洗搬运辊”)7e、7f。在第二清洗部3b中,并未配备搬运装置6的限制辊8。
85.第二清洗器具18a、18b通过沿玻璃板g的宽度方向排列配置多个清洗盘而构成,但并不限定于该结构,也可以由清洗辊、其他各种清洗器具构成。第二清洗器具18a、18b包括与玻璃板g的第一主面g1接触的上侧清洗器具18a以及与玻璃板g的第二主面g2接触的下侧清洗器具18b。
86.第二清洗搬运辊7e、7f包括与玻璃板g的第一主面g1接触的上侧清洗搬运辊7e以及与玻璃板g的第二主面g2接触的下侧清洗搬运辊7f。第二清洗搬运辊7e、7f具备辊部9和轴部10。辊部9和轴部10的结构与第一清洗搬运辊7c、7d的辊部9和轴部10相同。
87.如图9所示,第二清洗搬运辊7e、7f以在俯视下辊部9的第一端部9a位于比第二端部9b靠玻璃板g的行进方向gx上的前方的位置的方式倾斜。第二清洗搬运辊7e、7f的倾斜角度θ7、θ8与第一清洗搬运辊7c、7d的倾斜角度θ3、θ4相等。并不限定于此,第二清洗搬运辊7e、7f的倾斜角度θ7、θ8也可以与第一清洗搬运辊7c、7d的倾斜角度θ3、θ4不同。
88.第二清洗搬运辊7e、7f以在主视下辊部9的第一端部9a在上下方向(z轴方向)上位于比第二端部9b靠下方的位置的方式倾斜(参照图8)。上侧清洗搬运辊7e相对于水平方向(y轴方向)的倾斜角度θ9(参照图8)与第一清洗部3a中的上侧清洗搬运辊7c的倾斜角度05相等。下侧清洗搬运辊7f相对于水平方向(y轴方向)的倾斜角度θ10(参照图8)与第一清洗部3a中的下侧清洗搬运辊7d的倾斜角度θ6相等。并不限定于该结构,第二清洗搬运辊7e、7f的倾斜角度θ9、θ10也可以与第一清洗搬运辊7c、7d的倾斜角度θ5、θ6不同。
89.如图2、图3以及图10所示,冲洗部4具备冲洗液供给部4a、4b以及搬运装置6中的搬运辊7g、7h和限制辊8。冲洗液供给部4a、4b包括向玻璃板g的第一主面g1供给冲洗液的第一冲洗液供给部4a以及向玻璃板g的第二主面g2供给冲洗液的第二冲洗液供给部4b。
90.第一冲洗液供给部4a配置于比搬运辊7g、7h靠上方的位置。第一冲洗液供给部4a朝向下方喷出冲洗液。第二冲洗液供给部4b配置于比搬运辊7g、7h靠下方的位置。第二冲洗液供给部4b朝向上方喷出冲洗液。
91.搬运辊7g、7h包括与玻璃板g的第一主面g1接触的上侧搬运辊7g以及与玻璃板g的第二主面g2接触的下侧搬运辊7h。冲洗部4中的搬运辊7g、7h和限制辊8的结构与供给部2中的搬运辊7a、7b和限制辊8相同。搬运辊7g、7h以与供给部2中的搬运辊7a、7b相同的角度θ1、θ2倾斜。
92.如图2、图3以及图11所示,干燥部5具备气刀5a、5b以及搬运装置6中的搬运辊7i、
7j和限制辊8。气刀5a、5b包括向玻璃板g的第一主面g1吹送空气的上侧气刀5a以及向玻璃板g的第二主面g2吹送空气的下侧气刀5b。
93.搬运辊7i、7j包括与玻璃板g的第一主面g1接触的上侧搬运辊7i以及与玻璃板g的第二主面g2接触的下侧搬运辊7j。干燥部5中的搬运辊7i、7j和限制辊8的结构与冲洗部4中的搬运辊7g、7h和限制辊8相同。搬运辊7i、7j以与供给部2中的搬运辊7a、7b相同的角度θ1、θ2倾斜。
94.以下,对使用上述结构的清洗装置1来制造玻璃板g的方法进行说明。如图12所示,本方法主要具备清洗工序s1、冲洗工序s2以及干燥工序s3。此外,本方法具备将玻璃板g从清洗工序s1搬运至干燥工序s3的搬运工序。
95.清洗工序s1包括通过第一清洗部3a清洗玻璃板g的第一清洗工序以及通过第二清洗部3b清洗玻璃板g的第二清洗工序。
96.在第一清洗工序中,在使上侧清洗器具17a与玻璃板g的第一主面g1接触着且使下侧清洗器具17b与玻璃板g的第二主面g2接触着的状态下,使各清洗器具17a、17b旋转。此时,向玻璃板g的第一主面g1和第二主面g2供给规定的清洗液。由此,去除附着于玻璃板g的第一主面g1和第二主面g2的异物、污垢。
97.在第二清洗工序中,在使上侧清洗器具18a与搬入到第二清洗部3b的玻璃板g的第一主面g1接触着且使下侧清洗器具18b与玻璃板g的第二主面g2接触着的状态下,使各清洗器具18a、18b旋转。此时,向玻璃板g的第一主面g1和第二主面g2供给规定的清洗液。由此,去除残存于玻璃板g的第一主面g1和第二主面g2的异物、污垢。
98.在冲洗工序s2中,在冲洗部4中,向玻璃板g的第一主面g1和第二主面g2供给从第一冲洗液供给部4a和第二冲洗液供给部4b排出的冲洗液。由此,在清洗工序s1中去除附着于玻璃板g的清洗液。
99.在干燥工序s3中,向玻璃板g的第一主面g1和第二主面g2吹送从上侧气刀5a和下侧气刀5b喷出的空气。由此,在冲洗工序s2中去除附着于玻璃板g的冲洗液。
100.以下,参照图13至图17对与上述的清洗工序s1、冲洗工序s2以及干燥工序s3同时进行的玻璃板g的搬运工序进行说明。如图13所示,搬运工序具备供给搬运工序s10、清洗搬运工序s11、冲洗搬运工序s21以及干燥搬运工序s31。
101.在供给搬运工序s10中,搬运装置6利用供给部2中的搬运辊7a、7b支承玻璃板g的第一主面g1和第二主面g2,并且在使玻璃板g的第一侧端部gc与限制辊8接触着的状态下向下游侧的清洗部3搬运该玻璃板g(参照图14)。由此,玻璃板g一边维持基准位置,一边以第一侧端部gc位于下方而第二侧端部gd位于上方的倾斜姿态被向清洗部3供给。
102.清洗搬运工序s11包括通过第一清洗搬运辊7c、7d搬运玻璃板g的第一清洗搬运工序以及通过第二清洗搬运辊7e、7f搬运玻璃板g的第二清洗搬运工序。
103.如图14所示,在第一清洗搬运工序中,在利用第一清洗部3a的第一清洗搬运辊7c、7d夹持玻璃板g的状态下,朝向第二清洗部3b搬运该玻璃板g。在该情况下,玻璃板g一边维持第一侧端部gc位于下方而第二侧端部gd位于上方的倾斜姿态,一边向搬运方向gx的下游侧移动。
104.在该移动时,第一侧端部gc与基准线bl的间隔逐渐增大。另外,玻璃板g的第一侧端部gc中的前半部分fh与基准线bl的间隔(前半间隔)比该第一侧端部gc的后半部分rh与
基准线bl的间隔(后半间隔)大。换言之,如图14所示,玻璃板g的前端部ga和第一侧端部gc之间的角部c1与基准线bl的间隔d3比玻璃板g的后端部gb和第一侧端部gc之间的角部c2与基准线bl的间隔d4大。
105.玻璃板g与基准线bl的间隔d3、d4随着该玻璃板g向下游侧(第二清洗部3b侧)移动而逐渐增大。该作用是由于第一清洗搬运辊7c、7d以上述那样的角度θ3、θ4倾斜,且辊部9中的第二端部9b侧的部分以比第一端部9a侧的部分大的接触压力按压玻璃板g。
106.如图15所示,在第二清洗搬运工序中,利用第二清洗搬运辊7e、7f将从第一清洗部3a转移到第二清洗部3b的玻璃板g向下游侧的冲洗部4搬运。在该情况下,玻璃板g通过被与第一清洗搬运辊7c、7d同样地构成的第二清洗搬运辊7e、7f搬运,而以第一侧端部gc进一步远离基准线bl的方式移动。
107.因此,在第二清洗搬运工序中,玻璃板g的前侧的角部c1与基准线bl的间隔d5比第一清洗搬运工序中的该角部c1与基准线bl的间隔d3大。另外,玻璃板g的后侧的角部c2与基准线bl的间隔d6比第一清洗搬运工序中的该角部c2与基准线bl的间隔d4大。
108.与第一清洗搬运工序同样地,玻璃板g在第二清洗搬运工序中也以前侧的角部c1与基准线bl的间隔d5比后侧的角部c2与基准线bl的间隔d6大的俯视倾斜的状态被搬运。
109.在清洗部3与冲洗部4的边界,玻璃板g与基准线bl的间隔d5和d6例如设为4~90mm即可。在该情况下,玻璃板g的前侧的角部c1和基准线bl的间隔d5与玻璃板g的后侧的角部c2和基准线bl的间隔d6之差(d5-d6)例如设为2~45mm即可。
110.玻璃板g与基准线bl的间隔d5、d6随着该玻璃板g向下游侧移动而逐渐增大。该作用是由于第二清洗搬运辊7e、7f与第一清洗搬运辊7c、7d同样地以上述那样的角度θ7、θ8倾斜,且辊部9中的第二端部9b侧的部分以比第一端部9a侧的部分大的接触压力按压玻璃板g。
111.玻璃板g以第一侧端部gc与基准线bl分离的状态从第二清洗部3b被搬入冲洗部4。
112.冲洗搬运工序s21利用搬运辊7g、7h和限制辊8将从第二清洗部3b搬入冲洗部4的玻璃板g向下游侧的干燥部5搬运。冲洗搬运工序s21包括:第一冲洗搬运工序,以使玻璃板g的第一侧端部gc与限制辊8分离的状态进行搬运;以及第二冲洗搬运工序,在第一冲洗搬运工序后,以使玻璃板g的第一侧端部gc与限制辊8接触着的状态进行搬运。
113.如图16中由单点划线所示那样,在第一冲洗搬运工序中,仅利用搬运辊7g、7h将玻璃板g以第一侧端部gc与基准线bl分离的状态向下游侧搬运(搬入)。在该情况下,第一侧端部gc的前半部分fh和与该前半部分fh对置的限制辊8的间隔比该第一侧端部gc的后半部分rh和与该后半部分rh对置的限制辊8的间隔大。即,玻璃板g一边维持前侧的角部c1与基准线bl的间隔d7比后侧的角部c2与基准线bl的间隔d8大的俯视倾斜的状态,一边被向下游侧搬运。
114.如已述的那样,配置于冲洗部4的上侧搬运辊7g和下侧搬运辊7h被设为平行,并且以规定的角度θ1、θ2倾斜。因此,玻璃板g在仅被搬运辊7g、7h搬运的期间,由于其自重而以逐渐接近限制辊8(基准线bl)的方式移动(沿着倾斜方向下降)。因此,在第一冲洗搬运工序中,随着玻璃板g向下游侧移动,上述的间隔d7、d8逐渐缩小。
115.在第二冲洗搬运工序中,在第一冲洗搬运工序中以接近基准线bl的方式移动的玻璃板g与限制辊8接触。在该情况下,如图16中由双点划线所示那样,玻璃板g的后半部分rh
的一部分比前半部分fh先与位于最靠上游侧的位置的限制辊8接触。然后,玻璃板g的前半部分fh与位于下游侧的限制辊8接触。具体而言,前半部分fh和后半部分rh与限制辊8的弹性体13的中间部13c接触。由于该接触,中间部13c向空间部15侧发生弹性变形。通过该弹性变形,限制辊8缓和与玻璃板g接触时的冲击,从而能够防止玻璃板g的第一侧端部gc的破损。另外,也能够防止由玻璃板g的接触以及摩擦引起的弹性体13的起尘。
116.如图17所示,玻璃板g以配置在基准位置的状态被搬运辊7g、7h向干燥部5搬运。
117.在干燥搬运工序s31中,一边利用限制辊8将从冲洗部4搬入干燥部5的玻璃板g限制在基准位置,一边利用搬运辊7i、7j沿着搬运方向gx搬运该玻璃板g。
118.根据以上说明的本实施方式的玻璃板g的制造方法以及制造装置(清洗装置1),在清洗工序s1后的冲洗搬运工序s21中,通过使玻璃板g的第一侧端部gc与限制辊8分离地进行搬运(第一冲洗搬运工序),能够可靠地防止玻璃板g的前端部ga(前侧的角部c1)在冲洗部4中与限制辊8发生碰撞。由此,能够在清洗工序s1后,不使玻璃板g破损地搬运玻璃板g。
119.另外,在第二冲洗搬运工序以及干燥搬运工序s31中,通过将玻璃板g配置在基准位置并进行搬运,能够高效且高精度地进行干燥搬运工序s31的结束后的玻璃板g的取出以及捆包。
120.需要说明的是,本发明并不限定于上述实施方式的结构,也并不限定于上述的作用效果。本发明能够在不脱离本发明的主旨的范围内进行各种变更。
121.在上述实施方式中,第一清洗搬运辊7c、7d和第二清洗搬运辊7e、7f构成为在俯视下倾斜,并且辊部9的第二端部9b侧的部分以比辊部9的第一端部9a侧的部分大的接触压力按压玻璃板g,但本发明并不限定于该结构。第一清洗搬运辊7c、7d和第二清洗搬运辊7e、7f也可以构成为在俯视下倾斜,但辊部9的第二端部9b侧的部分以与辊部9的第一端部9a侧的部分相同程度的接触压力按压玻璃板g。或者,第一清洗搬运辊7c、7d和第二清洗搬运辊7e、7f也可以构成为辊部9的第二端部9b侧的部分以比辊部9的第一端部9a侧的部分大的接触压力按压玻璃板g,但在俯视下为平行。
122.在上述实施方式中,第一清洗搬运辊7c、7d和第二清洗搬运辊7e、7f的辊部9构成为通过使从第一端部9a至第二端部9b外径恒定并且使间隔d2小于间隔d1,而使辊部9的第二端部9b侧的部分以比辊部9的第一端部9a侧的部分大的接触压力按压玻璃板g,但本发明并不限定于该结构。
123.例如,图18所示的上侧清洗搬运辊7c、7e的辊部9具备形成于第一端部9a侧且外径较小的第一辊部9a以及形成于第二端部9b侧且外径较大的第二辊部9b。
124.另外,如图19所示,上侧清洗搬运辊7c、7e的辊部9也可以构成为随着从第一端部9a趋向第二端部9b而外径逐渐增大的锥状。
125.根据上述的图18以及图19所示的例子,即使在上侧清洗搬运辊7c、7e与下侧清洗搬运辊7d、7f平行地配置的情况(角度θ5、θ9与角度θ6、θ10相等的情况)下,辊部9的第二端部9b侧的部分也能够以比第一端部9a侧的部分大的接触压力按压玻璃板g。
126.并不限定于上述结构,对于下侧清洗搬运辊7d、7f,也可以采用与上侧清洗搬运辊7c、7e相同的结构。
127.清洗工序的清洗器具能够由清洗盘、清洗辊、其他各种清洗器具构成,但优选包括清洗盘。伴随于清洗盘的旋转,在俯视下,玻璃板无意地旋转,其结果是,玻璃板容易与限制
辊发生碰撞。因此,若清洗器具包括清洗盘,则能够在清洗工序后不使玻璃板破损地搬运玻璃板这一本发明的效果更为显著。
128.在上述实施方式中,例示出作为限制构件的限制辊8,但本发明并不限定于该结构。例如,限制构件也可以由包括与玻璃板g的第一侧端部gc接触的带的带式输送机构成。
129.在上述实施方式中,在冲洗搬运工序s21中,例示出使与限制辊8分离地移动的玻璃板g在其自重的作用下移动,从而使第一侧端部gc与限制辊8接触的例子,但本发明并不限定于该方案。
130.例如,如图20所示,在冲洗搬运工序s21中,也可以利用具有能够与玻璃板g的第二侧端部gd接触的抵接构件19a、19b的挤出装置19a、19b强制性地使玻璃板g朝向限制辊8移动。
131.挤出装置19a、19b包括配置在玻璃板g的搬运方向gx的上游侧的第一挤出装置19a以及配置在第一挤出装置19a的下游侧的第二挤出装置19b。各挤出装置19a、19b中的抵接构件19a、19b例如由橡胶等弹性体构成。抵接构件19a、19b构成为能够通过未图示的致动器而相对于玻璃板g接近、远离。
132.各挤出装置19a、19b使位于与玻璃板g的第二侧端部gd分离的待机位置(图20中由实线表示的位置)的抵接构件19a、19b朝向玻璃板g移动。抵接构件19a、19b如图20中由双点划线所示那样在与限制辊8分离的位置与移动的玻璃板g的第二侧端部gd接触。
133.具体而言,第一挤出装置19a使其抵接构件19a比第二挤出装置19b的抵接构件19b先与玻璃板g的第二侧端部gd中的后半部分rh接触。然后,第二挤出装置19b使其抵接构件19b与玻璃板g的第二侧端部gd中的前半部分fh接触。
134.由此,玻璃板g一边维持其倾斜姿态,一边被抵接构件19a、19b以接近限制辊8的方式施力。需要说明的是,挤出装置19a、19b之后使抵接构件19a、19b向待机位置移动。
135.通过如上述那样利用抵接构件19a、19b对玻璃板g施力,能够使玻璃板g迅速地朝向限制辊8移动。由此,能够缩短玻璃板g的搬运路径,并且提高玻璃板g的制造效率。另外,即使在将玻璃板g以水平姿态搬运的情况下,也能够可靠地进行玻璃板g向基准位置的定位。需要说明的是,作为挤出装置19a、19b的抵接构件19a、19b,并不限定于上述结构,也可以使用辊(例如限制辊8)。
136.附图标记说明
137.3:清洗部,3a:第一清洗部,3b:第二清洗部,6:搬运装置,7:搬运辊,7c:上侧清洗搬运辊(上侧搬运辊),7d:下侧清洗搬运辊(下侧搬运辊),7e:上侧清洗搬运辊(上侧搬运辊),7f:下侧清洗搬运辊(下侧搬运辊),8:限制辊(限制构件),9:辊部,9a:第一端部,9b:第二端部,11:限制辊的辊部,12:限制辊的轴部,13:限制辊的弹性体,14:限制辊的支承部,15:限制辊的空间部,17a:第一清洗器具(上侧清洗器具),17b:第一清洗器具(下侧清洗器具),18a:第二清洗器具(上侧清洗器具),18b:第二清洗器具(下侧清洗器具),d1:上侧搬运辊的第一端部与下侧搬运辊的第一端部的间隔,d2:上侧搬运辊的第二端部与下侧搬运辊的第二端部的间隔,g:玻璃板,g1:玻璃板的第一主面,g2:玻璃板的第二主面,ga:玻璃板的前端部,gb:玻璃板的后端部,gc:玻璃板的第一侧端部,gd:玻璃板的第二侧端部,fh:玻璃板的前半部分,rh:玻璃板的后半部分,s1:清洗工序,s21:冲洗搬运工序。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1