一种钢绞线的容纳梳理装置的制作方法
1.本发明属于钢绞线加工设备领域,具体而言,涉及带有一种钢绞线的容纳梳理装置。
背景技术:
2.钢绞线在多个行业中都具有应用,现有技术中的钢绞索都是单根成卷,钢绞线在使用中需要将其等长切割并定型牵引,每条切割或牵引线都需要搭配一专门使用的平台、切割装置,多条牵引线并列设置在施工现场占地面积大,能耗高,半自动化操作需要人力切割钢绞线,并通过牵引机牵引送出,施工过程费时费力,浪费极大的人力物力,现有技术中并未出现能够将钢绞线编排的工艺,无法将钢绞线编梳成一排,制约了现有技术中钢绞线的承力效果,造成了钢材量的浪费,并且现有技术中的工装,自动化程度低,并且现有技术中并未有可以实现多跟钢绞线同时操作并容纳定长后送出的设备,市场空缺较大。
技术实现要素:
3.本发明为解决上述的现有产品中无法实现多根钢绞线同时自动化加工的问题,而提供了一种钢绞线的容纳梳理装置,其实现了将多跟钢绞线牵引、容纳、定长夹紧固定并返送同时输出的技术效果。
4.提供的技术方案为:一种钢绞线的容纳梳理装置,包括能够轴向回转的收纳线架,在收纳线架的外圈沿着轴向等间距的配装有多个环状隔板,每个环状隔板与相邻环状隔板之间形成用于容纳钢绞线的容纳槽;用于将钢绞线送入容纳槽的递给机构,正对所述的容纳槽设置,送入机构沿着收纳线架的轴向移动以将钢绞线送入各个容纳槽中,递给机构将钢绞线送入容纳槽过程中收纳线架正转;用于将钢绞线送出的送出机构,设置在收纳线架远离递给机构侧的斜上方,收纳线架反转将钢绞线送入送出机构并被送出机构像输送方向送出。
5.进一步的,每个容纳槽中都配装有用于夹紧钢绞线输入端的转动自锁件和用于夹紧钢绞线末端的末端锁止单元;所述的转动自锁件为两端成柱状部且柱状部之间通过折弯杆相连的构件,转动自锁件的下方为固定在收纳线架内侧的夹紧板,所述的各个转动自锁件的通过偏心枢接的枢轴转动配合在收纳线架的架身上。
6.进一步的,所述的末端锁止单元设置在容纳槽的外侧且与收纳线架固定连接,末端锁止单元包括固定环状隔板上的端板、固定在端板上的压紧座,在压紧座上开设有滑槽,位于滑槽中滑动配装有压紧杆,压紧滑块自端板上开设的开口中探出且沿着开口方向而滑动配合端板上,所述的压紧杆成型有楔状的用于压紧升降滑块的楔形部,所述的压紧杆的
顶部连接有折杆,折杆的中部枢接在相邻的两个端板上。
7.进一步的,位于每个压紧杆的正下方都正对设置有压紧伸缩缸,压紧伸缩缸推动压紧杆能够锁止钢绞索。
8.进一步的,所述的送出机构的入口处设置有能够沿着竖直方向升降的抬起板,抬起板的上表面与竖直设置伸缩气缸的伸缩端相连,抬起板抬起所述的折杆的伸出端能够解锁钢绞线的限位。
9.进一步的,所述的递给机构包括可沿着所述的收纳线架的轴向平行移动的递送单元和可沿着所述的收纳线架的轴向平行移动的切割单元,递送单元包括多个成折线状分布的联动滚轮,联动滚轮之间形成供钢绞索穿过的穿过路径,所述的切割单元能够沿着移动方向切断所递送的钢绞索。
10.进一步的,还包括支撑机架,所述的收纳线架的中心通过转轴架设在支撑机架中,转轴的一端与回转电机相连。
11.进一步的,所述的末端锁止单元锁止的钢绞索姿态为水平状锁止,各个钢绞索被锁止后成直线均布排列。
12.进一步的,所述的送出机构包括用于牵引钢绞索的牵引单元、用于送出钢绞索的两个并行设置的送出辊,牵引单元具有水平状的夹口,所述的钢绞索解除锁止后全部容纳在所述的夹口中并被夹紧,牵引单元夹紧钢绞索后直线拖曳并被送出辊输送。
13.进一步的,所述的送出机构还包括通过抬起伸缩缸斜撑的横杆,横杆位于牵引单元的一侧并位于送出辊的下方,牵引单元夹紧钢绞索后抬杆将钢绞索抬起并递送至送出辊处并被送出辊送出。
14.其相对于现有技术而言具有的有益效果在于:1.所设计的收纳线架上配装的环状隔板分割成型多个容纳槽,收纳线架可由回转电机驱动回转,其中所设计的转动自锁件会在收纳线架回转过程中将钢绞线自行锁定,并在收纳完毕后通过末端锁止单元将钢绞线锁止在容纳槽中。
15.2.每个容纳槽内的钢绞线分别通过可以横移改变递送工位的递给机构实现递给,并且递给机构还具有切割能力,在钢绞线递送进入后容纳槽后,将钢绞线自行割断以实现定长且多根容纳的技术效果。
16.3.收纳线架收纳完毕钢绞线后可以整体翻转并将钢绞线的水平姿态的末端递送至递出机构位置处,递出机构可以牵引多根钢绞线的整体输出。
17.4.所述的转动自锁件通过利用转轮的回转力将钢绞线自锁,转动自锁件无需额外的动力源,其简单结构即实现了预设效果,设计精巧。
18.5.所述的末端锁止单元可以跟随收纳线架同步回转,并且末端锁止单元结构精巧还具有可以跟随同步回转的解锁机构,通过两个锁止单元实现了将钢绞线锁止在收纳线架上以保证了后续的同步输出。
19.6.所设计的递给机构可以沿着横向即容纳槽排列方向以将钢绞线对准各个容纳槽,并且所具有的切割单元在将钢绞线纳入结束后定长切割。
20.7.所设计的送出机构可以将排列钢绞线整体牵引拖曳,并在胶辊作用下送出。
21.8.所述的容纳槽内的钢绞线的末端排列整齐,并等间距的均布便于送出机构整体将其送出。
22.9.可以实现多根钢绞线同时送出在后续工序中因为前序方案所实现的多根钢绞线同时送出可以形成多根钢绞线并成排输出,后期绑扎后同时成卷的效果,多个钢绞线并列的成卷后,可以将其标准化,并排使用其受力均匀,抗拉扯极限得到提升,布局更加合理,即按照预设长度和根数形成新标准化的多钢绞线并列成卷产品,本产品已于运输并且已于使用,可以极大的减少施工现场的劳动量,现对市面上的其他产品而言具有极大的优势。
附图说明
23.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
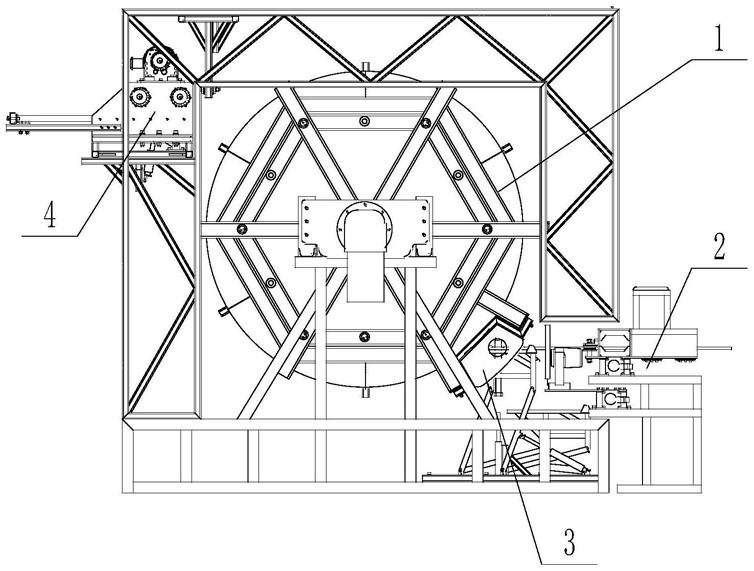
24.图1为钢绞线的容纳梳理装置的侧视结构图。
25.图2为钢绞线的容纳梳理装置的轴视结构图。
26.图3为收纳线架的轴视结构图。
27.图4为收纳线架俯视结构图。
28.图5为收纳线架又一视角轴视结构图。
29.图6为末端锁止单元的结构图。
30.图7为末端锁止单元的侧视结构图。
31.图8为末端锁止单元的剖视结构图。
32.图9为递给机构的侧视结构图。
33.图10为递送单元的内部结构图。
34.图11为送出机构的轴视结构图。
35.图12为送出机构的侧视结构图。
具体实施方式
36.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
37.以下根据附图1-附图12对本发明做进一步说明,提供了一种钢绞线的容纳梳理装置,包括支撑机架5,支撑机架5为网格状钢构架,在支撑机架5的中轴处通过转轴回转配装有收纳线架1,收纳线架1为柱状的回转架体,收纳线架1的中轴与回转电机相连,回转电机固定在支撑机架5上。
38.收纳线架1能够轴向回转,在收纳线架1的外圈沿着轴向等间距的配装有多个环状隔板1a,每个环状隔板1a与相邻环状隔板1a之间形成用于容纳钢绞线的容纳槽1d,容纳槽1d成环状的槽体如图1和图2所示,还包括用于将钢绞线送入容纳槽1d的递给机构2,递给机构2正对所述的容纳槽1d设置,送入机构沿着收纳线架1的轴向移动以将钢绞线送入各个容纳槽1d中,递给机构2将钢绞线送入容纳槽1d过程中收纳线架1正转;以及用于将钢绞线送出的送出机构4,设置在收纳线架1远离递给机构2侧的斜上方,收纳线架1反转将钢绞线送入送
出机构4并被送出机构4向输送方向送出。
39.如图3所示,作为本发明提供的又一实施例,增加了用于锁止钢绞线两端的转动自锁件1b和末端锁止单元3。
40.具体的,位于每个容纳槽1d中都配装有用于夹紧钢绞线输入端的转动自锁件1b,所述的转动自锁件1b为两端成柱状部且柱状部之间通过折弯杆相连的构件,转动自锁件1b的下方为固定在收纳线架1内侧的夹紧板1c,转动自锁件1b在夹紧板1c上并排设置,各个转动自锁件1b的折弯处通过一公用的公共轴以转动配合在收纳线架1的架身上,所述的公共轴在转动自锁件1b上为偏心枢接。
41.如图5至图8所示,作为本发明提供的又一实施例,公开了用于夹紧钢绞线末端的末端锁止单元3;具体的为,所述的末端锁止单元3设置在容纳槽1d的外侧且与收纳线架1固定连接,末端锁止单元3与递给机构2正对但末端锁止单元3可跟随收纳线架1回转,末端锁止单元3包括固定每个环状隔板1a上的端板3a、固定在端板3a上的压紧座3f,在压紧座3f的一侧开设有直线滑槽,位于滑槽中滑动配装有压紧杆3d,压紧滑块3b自端板3a上开设的开口中探出且沿着开口方向而滑动配合端板3a上,直线滑槽的双侧各配装有一垂直于压紧座3f伸出的导向柱,所述的压紧滑块3b的两侧伸出一侧板过渡配合在导向柱上,以实现直线滑动,所述的压紧杆3d成型有楔状的用于压紧升降滑块的楔形部,所述的压紧杆3d的顶部铰接有折杆3c,折杆3c的中部枢接在相邻的两个端板3a上,位于每个压紧杆3d的正下方都正对设置有压紧伸缩缸,压紧伸缩缸推动压紧杆3d能够锁止钢绞索。
42.如图3所示,作为本发明提供的又一实施例,公开了用于解锁钢绞索的机构。
43.具体的为,所述的送出机构4的入口处设置有能够沿着竖直方向升降的抬起板6a,抬起板的上表面与竖直设置伸缩气缸6b的伸缩端相连,抬起板抬起所述的折杆3c的伸出端能够解锁钢绞线的限位。
44.如图9-图10所示,作为本发明提供的又一实施例,公开了用于送出钢绞索的递给机构2,具体的为,所述的递给机构2包括可沿着所述的收纳线架1的轴向平行移动的递送单元,递送单元整体配装在第一滑轨模块2b上,和可沿着所述的收纳线架1的轴向平行移动的切割单元2d,切割单元2d整体配装在第二滑轨模块2c上,递送单元包括多个成联动滚轮,联动滚轮2e枢设在递给单元机壳内,联动滚轮2e之间形成供钢绞索穿过的穿过路径,联动滚轮之间通过齿轮2f啮合以同步转动,第一滑轨模块2b和第二滑轨模块2c并行设置,所述的切割单元能够沿着移动方向切断所递送的钢绞索,在递给单元机壳上方设置有递送电机2a,递送电机2a与其中一个联动滚轮2e的枢轴动力连接,切割单元为砂轮切割机。
45.为保证后续牵引过程中可以整体牵引,所述的末端锁止单元3锁止的钢绞索姿态为水平状锁止,各个钢绞索被锁止后成直线均布排列。
46.如图11-12所示,作为本发明提供的又一实施例,公开了用于输出钢绞索的送出机构4,具体的为,所述的送出机构4包括送出机壳、用于牵引钢绞索的牵引单元、用于送出钢绞索的两个并行设置的送出辊4c和送出电机4a,送出辊4c都与送出电机4a动力连接,牵引单元具有水平状且可开合的夹口,牵引单元整体直线滑动配合在送出机壳内,位于牵
引单元的背部连接有用于带动牵引单元直线移动的牵引气缸4b,牵引气缸4b一端与送出机壳相连,牵引气缸4b的送出端与牵引单元相连。
47.所述的牵引单元包括滑动配合在送出机壳内的牵引壳体,牵引壳体内回转架设有牵引辊4h,以及与牵引辊4h平行的夹紧杆,夹紧杆的两端相连的过渡件回转配合至牵引辊4h上,每个过渡件一侧都设有一夹紧缸4f,夹紧缸4f一端与牵引壳体铰连另一端与过渡件铰连,所述的钢绞索解除锁止后全部容纳在所述的夹口中并被夹紧,牵引单元夹紧钢绞索后直线拖曳并被送出辊4c输送。所述的送出机构4还包括通过抬起伸缩缸4e斜撑的横杆,横杆的两端通过摆臂4d铰接在牵引壳体的下部,横杆位于牵引单元的一侧并位于送出辊4c的下方,牵引单元夹紧钢绞索后抬杆将钢绞索抬起并递送至送出辊4c的下方在送出辊4c持续动作下,并被送出辊4c送出至位于钢绞线输送方向下游的斜坡状板体上,斜坡状板体的上表面垂直设立有多个立板,立板与立板之间形成的通道数量与所牵引钢绞线数量相同。
48.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1