一种瓷砖自动运输装置
1.本发明涉及运输装置领域,更具体的,涉及一种瓷砖自动运输装置。
背景技术:
2.在陶瓷生产的过程中,需要将陶瓷原料或陶瓷制品进行移动转移,例如传统的窑尾储砖需要先将瓷砖下线储存24小时,然后再运输到加工线上进行下一步的工序,不能连贯运作。同时,储砖运转的过程中,通常由工人操作,人工搬运需要大量的工人以及多台叉车配合,耗费大量人力,并且陶瓷烧成后温度较高,需要冷却一段时间才能由工人人工运输,效率低下。
技术实现要素:
3.为了克服现有技术中陶瓷生产中搬运过程由人工进行运输效率较低的缺陷,本发明提供了一种瓷砖自动运输装置,其能够快速运送砖窑,提高砖窑的运输效率。
4.为达此目的,本发明采用以下技术方案:
5.本发明提供了一种瓷砖自动运输装置,包括机架、移栽组件以及吸砖组件,吸砖组件固定于移栽组件的底部,机架的顶部设置有水平齿条,移栽组件滑动连接于机架上,且移栽组件与水平齿条啮合。
6.在本发明较佳的技术方案中,所述移栽组件包括固定板、水平移动部件与竖直移动部件,水平移动部件与竖直移动部件均设置于固定板上;水平移动部件包括减速机、机座、第一传动轴、端板、菱形座轴承以及横向齿轮;第一传动轴转动连接于机座一侧,减速机的动力输出端与第一传动轴传动连接,端板固定于一侧,且第一传动轴穿过端板与横向齿轮固定连接,端板上固定有菱形座轴承,横向齿轮与菱形座轴承转动连接,横向齿轮与水平齿条啮合。
7.在本发明较佳的技术方案中,所述竖直移动部件包括固定座、升降齿条、升降传动部件以及固定杆;固定座固定于所述固定板上,固定板上开设有与固定座连通的通孔,升降齿条固定于固定杆的一侧,固定杆穿过固定座与通孔延伸至固定板的下方,固定杆的底部与所述吸砖组件固定连接,升降传动部件固定于固定板上,升降传动部件与升降齿条啮合。
8.在本发明较佳的技术方案中,所述升降传动部件包括伺服电机、蜗轮蜗杆波箱、第二传动轴以及升降齿轮;蜗轮蜗杆波箱固定于所述固定座的一侧,伺服电机的动力输出端与蜗轮蜗杆波箱的动力输入端连接,第二传动轴的一端固定于蜗轮蜗杆波箱的动力输出端,升降齿轮固定于蜗轮蜗杆波箱的另一端,升降齿轮位于所述固定座内,且升降齿轮与所述升降齿条啮合。
9.在本发明较佳的技术方案中,所述吸砖组件包括固定架以及两个以上吸砖组,两个以上吸砖组固定于固定架的底部,固定架固定于所述固定杆的底部,吸砖组包括两个吸砖件,吸砖件包括第二安装板、夹紧板以及两个吸盘件,两个吸盘件分别设置于第二安装板的两端,夹紧板设置于第二安装板的中部,第二安装板通过夹紧板滑动连接于固定架底部;
吸盘件包括导向座、导向杆、第三安装板以及吸盘,导向座固定于第二安装板的顶部,第三安装板设置于第二安装板的下方,吸盘固定于第三安装板的底部,第三安装板通过导向杆与导向座连接,导向杆穿过第二安装板。
10.在本发明较佳的技术方案中,所述吸砖组还包括感应片、吸盘限位电眼架以及吸砖下照电眼架;感应片固定于其中一个所述第二安装板的一侧,吸盘限位电眼架固定于其中一个第二安装板的一侧,吸砖下照电眼架固定于其中一个第二安装板的一侧。
11.在本发明较佳的技术方案中,所述升降传动部件还包括竖链槽、竖拖链、升降限位电眼架、滑轨、滑块以及升降限位板;滑块固定于所述固定座的内壁,滑轨固定于所述固定杆上,滑块与滑轨滑动连接,竖链槽固定于固定板的一侧,竖拖链的一端固定于竖链槽内,竖拖链的另一端固定于固定杆的顶部,升降限位板固定于固定杆的顶部,升降限位板的底部设置有限位胶。
12.在本发明较佳的技术方案中,所述吸砖组件还包括气缸,相邻的所述吸盘件之间通过连杆连接,连杆固定于第二安装板上,两个气缸分别固定于所述固定架的底部的两端,气缸的自由端固定连接于相邻吸盘件的第二安装板上。
13.在本发明较佳的技术方案中,所述机架顶部固定有水平链槽,水平链槽内固定有水平拖链,水平拖链的另一端固定于所述固定板上。
14.在本发明较佳的技术方案中,所述固定杆上还固定有限位座,限位座位于升降齿条的下方,限位座上固定有止挡垫。
15.本发明的有益效果为:
16.本发明提供的一种瓷砖自动运输装置,通过设置的吸砖组件吸取陶瓷砖窑,通过移栽组件带动吸砖组件以及吸起砖窑进行水方向以及竖直方向上的移动。两个方向上的同时移动砖窑,使其方便地移动到合适的位置上。节省了人工搬运的人力成本,提升运输的效率,降低工厂的用工成本。
附图说明
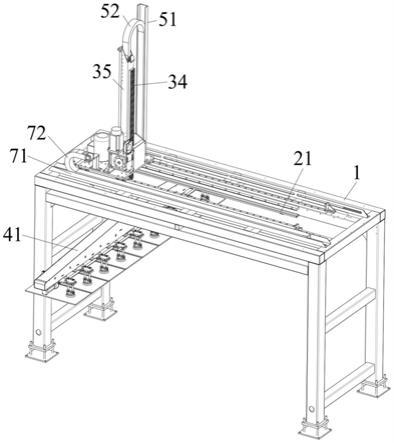
17.图1是本发明具体实施方式提供的一种瓷砖自动运输装置的正面结构示意图;
18.图2是本发明具体实施方式提供的一种瓷砖自动运输装置的背面结构示意图;
19.图3是图2中a的放大示意图;
20.图4是图1中移栽组件的正面结构示意图;
21.图5是图1中移栽组件的背面结构示意图;
22.图6是图1中水平移动部件的结构示意图;
23.图7是图6的爆炸示意图;
24.图8是图1中竖直移动部件的结构示意图;
25.图9是图1中吸砖件的结构示意图;
26.图10是图9的爆炸示意图;
27.图11是图4中b的放大示意图;
28.图12是图5中c的放大示意图;
29.图13是横向轴的结构示意图;
30.图14是横向轴的受力示意图;
31.图15是升降轴的结构示意图。
32.图中:
33.1-机架,2-固定板,21-水平齿条,22-减速机,23-第一传动轴,24-端板,25-菱形座轴承,26-横向齿轮,28-第一安装板,31固定座,32-伺服电机,33-蜗轮蜗杆波箱,34-升降齿条,35-固定杆,36-第二传动轴,37-升降齿轮,38-。深沟球轴承,39-方形座轴承,41-固定架,42-第二安装板,43-夹紧板,44-导向座,45-导向杆,46-第三安装板,47-吸盘,48-感应片,49-吸盘限位电眼架,40-吸砖下照电眼架,51-竖链槽,52-竖拖链,53-升降限位电眼架,54-滑块,55-滑轨,56-升降限位板,57-限位胶,61-限位座,62-止挡垫,71-水平拖链,72-水平链槽,8-气缸。
具体实施方式
34.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
35.如图1-12所示,实施例中提供了一种瓷砖自动运输装置,包括机架1、移栽组件以及吸砖组件,吸砖组件固定于移栽组件的底部,机架1的顶部设置有水平齿条21,移栽组件滑动连接于机架1上,且移栽组件与水平齿条21啮合。
36.移栽组件通过在机上通过与水平齿条21的啮合实现水平的移动,同时移栽组件自身也能进行竖直方向上的移动。通过水平方向与竖直方向上的移动配合,带动吸砖组件进行竖直方向与水平方向的移动。进而让吸砖组件能够到达砖窑的初始位置将砖窑吸起,然后通过在机架1上的移动,将砖窑移动到合适的位置。移动取砖放砖的过程自动化进行,效率较高,提高砖窑生产转运的效率。
37.吸砖机的生产能力是指在单位时间内能搬运瓷砖的数量,也称为产量或生产率。吸砖机的生产能力是每分钟以吸盘47来回运动多少次,一次能从釉线上搬运多少瓷砖为计算依据。
38.若移栽吸砖组件每分钟摆动n次,一次吸3片瓷砖,则吸砖机的生产能力为:
39.q
min
=60n
×
3=60
×8×
3=1440片/h
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(式3-1)
40.q
max
=60n
×
3=60
×
10
×
3=1800片/h
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(式3-2)
41.式中,q——吸砖机的生产能力,片/h;
42.进一步的,移栽组件包括固定板2、水平移动部件与竖直移动部件,水平移动部件与竖直移动部件均设置于固定板2上;水平移动部件包括减速机22、机座、第一传动轴23、端板24、菱形座轴承25以及横向齿轮26;第一传动轴23转动连接于机座一侧,减速机22的动力输出端与第一传动轴23传动连接,端板24固定于一侧,且第一传动轴23穿过端板24与横向齿轮26固定连接,端板24上固定有菱形座轴承25,横向齿轮26与菱形座轴承25转动连接,横向齿轮26与水平齿条21啮合。
43.在进行水平移动时,水平电机将动力传输给减速机22,减速机22带动第一传动轴23转动,第一传动轴23上的横向齿轮26随之转动起来。同时端板24以及菱形座轴承25能够为第一传动轴23提供支撑以及转动润滑,让第一传动轴23能够顺畅顺滑地转动。第一传动轴23带动横向齿轮26转动时,横向齿轮26与通过在水平齿条21上啮合,带动整个移栽组件、吸砖组件以及砖块进行水平移动,实现对砖块水平方向上的运输。菱形座轴承25安装到端板24上,减速机22的背部设置有第一安装板28,通过第一安装板28连接到固定板2上。同时
本实施例中第一传动轴23的两端均设置有横向齿轮26,通过两侧的横向齿轮26同步在水平齿条21上啮合前进实现移动,具有更加强劲的动力,能够携带砖块进行水平方向移动。
44.进一步的,竖直移动部件包括固定座31、升降齿条34、升降传动部件以及固定杆35;固定座31固定于固定板2上,固定板2上开设有与固定座31连通的通孔,升降齿条34固定于固定杆35的一侧,固定杆35穿过固定座31与通孔延伸至固定板2的下方,固定杆35的底部与吸砖组件固定连接,升降传动部件固定于固定板2上,升降传动部件与升降齿条34啮合。
45.通过升降传动部件与升降齿条34的啮合进而带动固定杆35上下移动,进而将吸砖组件以及砖块上下移动,配合前序水平移动,让砖块能够实现水平与竖直方向上的移动,进而将砖块方便地移动到合适的位置上。
46.进一步的,升降传动部件包括伺服电机32、蜗轮蜗杆波箱33、第二传动轴36以及升降齿轮37;蜗轮蜗杆波箱33固定于固定座31的一侧,伺服电机32的动力输出端与蜗轮蜗杆波箱33的动力输入端连接,第二传动轴36的一端固定于蜗轮蜗杆波箱33的动力输出端,升降齿轮37固定于蜗轮蜗杆波箱33的另一端,升降齿轮37位于固定座31内,且升降齿轮37与升降齿条34啮合。在进行升降操作时,伺服电机32带动蜗轮蜗杆波箱33,进而带动蜗轮蜗杆波箱33转动,蜗轮蜗杆波箱33带动第二传动轴36转动,第二传动轴36进而带动升降齿轮37转动,升降齿轮37通过与升降齿条34的啮合进而带动固定杆35的上下移动。
47.进一步的,吸砖组件包括固定架41以及两个以上吸砖组,两个以上吸砖组固定于固定架41的底部,固定架41固定于固定杆35的底部,吸砖组包括两个吸砖件,吸砖件包括第二安装板42、夹紧板43以及两个吸盘47件,两个吸盘47件分别设置于第二安装板42的两端,夹紧板43设置于第二安装板42的中部,第二安装板42通过夹紧板43滑动连接于固定架41底部;吸盘47件包括导向座44、导向杆45、第三安装板46以及吸盘47,导向座44固定于第二安装板42的顶部,第三安装板46设置于第二安装板42的下方,吸盘47固定于第三安装板46的底部,第三安装板46通过导向杆45与导向座44连接,导向杆45穿过第二安装板42。
48.吸砖部件负责将瓷砖吸起。在吸起前,吸砖组由固定杆35带动移动到瓷砖的上方,然后下降,使吸砖组上的吸盘47贴合到瓷砖的表面将瓷砖吸紧。通过设置的多个吸砖件,能够将多块瓷砖吸紧,使装置能够一次性运输多块瓷砖,提高运载的效率。本实施例中吸砖件上的两个吸盘47件吸附到同一块瓷砖上,对瓷砖的吸附力大,避免瓷砖意外掉落,提高运输的稳定性。
49.进一步的,吸砖组还包括感应片48、吸盘限位电眼架49以及吸砖下照电眼架40;感应片48固定于其中一个第二安装板42的一侧,吸盘限位电眼架49固定于其中一个第二安装板42的一侧,吸砖下照电眼架40固定于其中一个第二安装板42的一侧。上述设置的感应片48能够方便安装感应传感器,同时两个电眼架也能够安装相应的电眼,方便管理人员观察瓷砖的位置以及监控运输的情况。
50.进一步的,升降传动部件还包括竖链槽51、竖拖链52、升降限位电眼架53、滑轨55、滑块54以及升降限位板56;滑块54固定于固定座31的内壁,滑轨55固定于固定杆35上,滑块54与滑轨55滑动连接,竖链槽51固定于固定板2的一侧,竖拖链52的一端固定于竖链槽51内,竖拖链52的另一端固定于固定杆35的顶部,升降限位板56固定于固定杆35的顶部,升降限位板56的底部设置有限位胶57。在固定杆35升降的过程中,固定杆35上的滑轨55在滑块54上滑动,使固定杆35能够更加顺畅地滑动,同时升降限位板56也能够在固定杆35滑动位
置过低时顶到固定座31上,防止固定杆35掉落。在固定杆35上下移动的过程中,竖拖链52也跟随着固定杆35移动,竖拖链52上能够连接伺服电机32,竖拖链52上连接上控制以及供电线路,方便进行信号与电能的传输。
51.进一步的,吸砖组件还包括气缸8,相邻的吸盘47件之间通过连杆连接,连杆固定于第二安装板42上,两个气缸8分别固定于固定架41的底部的两端,气缸8的自由端固定连接于相邻吸盘47件的第二安装板42上。通过气缸8能够驱动多个吸盘47件在第二安装板42上前后滑动,在吸砖带砖时,能够更加快速便捷地移动到相应的位置,配合前面的水平左右以及竖直移动,实现对吸盘47件的多向移动控制,使吸盘47件能够满足不同位置的吸砖以及移动需求。
52.进一步的,机架1顶部固定有水平链槽72,水平链槽72内固定有水平拖链71,水平拖链71的另一端固定于固定板2上。水平拖链71的作用与竖拖链52一致,能够防止移栽组件移动位置移动远,同时也能够其他连接线路提供支撑。
53.进一步的,固定杆35上还固定有限位座61,限位座61位于升降齿条34的下方,限位座61上固定有止挡垫62。限位座61能够避免固定杆35上升幅度过高而引起吸砖组件与机架1等发生碰撞,提高安全性。
54.电动机按使用电源不同分为直流电动机和交流电动机,电力系统中的电动机大部分是交流电机,可以是同步电机或者是异步电机(电机定子磁场转速与转子旋转转速不保持同步速)。电动机主要由定子与转子组成,通电导线在磁场中受力运动的方向跟电流方向和磁感线(磁场方向)方向有关。电动机工作原理是磁场对电流受力的作用,使电动机转动。根据生产情况实际要求,选择直流110v电源的直流电动机。
55.本实施例在实施的过程中,还需要进行以下计算:
56.计算电机功率
57.电动机所需的工作功率为
[0058][0059]
式4-1中:f为升降主轴牵引力f1=2000n,横向主轴牵引力f2=3900n;
[0060]
v为升降移动速度v1=0.3m/s,横向移动速度v2=1m/s;
[0061]
ηa为电动机至工作机主运动端物体的总效率。
[0062]
计算传动效率
[0063]
传动装置的总效率应为组成传动装置的各部分运动副效率之乘积,即
[0064]
η=η1·
η2·
η3.....ηnꢀꢀꢀ
(式4-2)
[0065]
其中:分别为每一传动副,每对轴承,每个减速器的效率.传动副的效率数值可按下列选取,轴承及减速器效率的概略值为:
[0066]
滚动轴承:0.98-0.99
[0067]
齿轮传动(开式传动):0.94-0.96
[0068]
齿轮齿条传动(开式传动):0.94-0.96
[0069]
蜗轮蜗杆减速器:0.40-0.80
[0070]
本设计根据要求选择滚动轴承效率η1=0.98,蜗轮蜗杆减速器传动效率η2=0.60,开式齿轮传动及齿轮齿条传动效率η3=0.94;
[0071]
升降电机总效率为η
升总
=η1·
η2·
η3=0.98
×
0.60
×
0.94=0.553
ꢀꢀꢀꢀꢀꢀ
(式4-3)
[0072]
横向电机总效率为η
横总
=η1·
η2·
η3=0.98
×
0.60
×
0.94=0.553
ꢀꢀꢀꢀꢀ
(式4-4)
[0073]
升降电动机功率为:
[0074]
横向电机功率为:
[0075]
确定电机转速
[0076]
蜗轮蜗杆减速器传动比为7.5,则电机转速为
[0077]
nd=ia·
n=7.5
×
60=450r/min
ꢀꢀꢀ
(式4-7)
[0078]
升降电动机的转速采用同步转速为1400r/min的电动机,横向电动机的转速采用同步转速为1400r/min的电动机。在此,自己综合考虑,升降、横向电动机分别选用型号为100la41400r/min、90l61400r/min的交流电动机。如下表4-1所示。
[0079][0080]
表4-1交流电动机的参数
[0081]
减速器构的选择
[0082]
根据吸砖机的运动特点,横向移动组件的移速和升降传动组件的速度相对于直流电动机的转速低很多,因此必须在直流电动机和轴之间用减速器构连接。
[0083]
本设计选用涡轮蜗杆减速器作为减速传动机构。出于节省成本的前提下,减速器选择外购,所以只需要定好传动比即可。
[0084]
传动装置的运动及动力参数的选择和计算
[0085]
①
各轴的转速计算
[0086]
升降轴
[0087]
横向轴
[0088]
使用系数:查表4-2得:ka=1.25
[0089][0090]
表4-2使用系数ka
[0091]
②
各轴的输入功率计算
[0092]
升降轴p
升
=pd·
η=2
×
0.6=1.2kw
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(式4-10)
[0093]
横向轴p
横
=pd·
η=1.1
×
0.6=0.66kw
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(式4-11)
[0094]
③
各轴的输入转矩计算
[0095][0096][0097]
各轴的参数如下表4-3所示
[0098][0099]
表4-3运动参数和动力参数
[0100]
传动零件的计算
[0101]
齿轮齿条传动的设计计算
[0102]
齿轮材料和热处理方式的确定
[0103]
由于吸砖机工作条件,连续双向运转,两班制工作,载荷变化较大,工作环境粉尘较多。所以选择齿轮材料和热处理方式及其力学性能如表5-1所示。
[0104]
调质和正火处理后的齿面硬度较低(≤350hbs),为软齿面,升降电机轴上的升降
齿轮和升降齿条,横向电机传动轴上的横向齿轮和横向齿轮2、横向齿条1和横向齿条2,均先按齿面接触强度进行设计计算,然后校核齿根弯曲疲劳强度。
[0105][0106][0107]
表5-1齿轮材料和热处理方式及其力学性能
[0108]
齿轮的设计计算(升降齿轮和升降齿条)
[0109]
5.2.1选择材料及确定许用应力
[0110]
升降齿轮用40cr调质,齿面硬度为217~229hbs相应的疲劳强度取均值,σ
hlim1
=700mpa,σ
fe1
=590mpa,升降齿条用45调质,齿面硬度为197~229hbs相应的疲劳强度取均值,σ
hlim2
=585mpa,σ
fe2
=445mpa。最小安全系数sh、sf为sh=1.1,sf=1.25,则
[0111][0112][0113][0114][0115]
按齿面接触强度设计
[0116]
齿轮按7级精度制造。查表取载荷系数k=1.2,齿宽系数φd=1,齿轮上的转矩
[0117]
取则
[0118][0119]
齿轮齿数取z=20,齿条齿数根据行程距离取l=129。故模数
[0120][0121]
齿宽b=φdd1=1
×
51.272=51.272mm,取b2=70mm,b1=80mm(式5-8)
[0122]
按模数的标准值取m1=3mm,实际的d1=zm=20
×
=60mm
[0123]
验算齿根弯曲疲劳强度
[0124]
齿形系数y
fa1
=2.83,y
fa2
=2.26,y
sa1
=1.58,y
sa2
=1.77,则
[0125][0126][0127]
安全,故所设计的齿轮齿条适用。
[0128]
齿轮的设计计算
[0129]
5.3.1选择材料及确定许用应力
[0130]
齿轮用40cr调质,齿面硬度为217~229hbs相应的疲劳强度取均值,σ
hlim3
=700mpa,σ
fe3
=590mpa,齿条用45调质,齿面硬度为197~286hbs相应的疲劳强度取均值,σ
hlim4
=585mpa,σ
fe4
=445mpa。最小安全系数sh、sf为sh=1.1,sf=1.25,则
[0131][0132][0133][0134][0135]
按齿面接触强度设计
[0136]
齿轮按7级精度制造。取载荷系数k=1.2,齿宽系数φd=1,横向齿轮2上的转矩
[0137]
取则
[0138][0139]
齿数取z2=30,齿条齿数根据行程距离取l=376。故实际传动比
[0140]
模数
[0141]
齿宽b=φdd2=1
×
41.06=41.06mm,取b5=b6=45mm,b3=b4=28mm
ꢀꢀꢀ
(式5-17)
[0142]
按模数标准值取m2=2mm,实际的d3=zm=30
×
2=60mm。
[0143]
验算齿根弯曲疲劳强度
[0144]
齿形系数y
fa3
=2.46,y
fa4
=2.24,y
sa3
=1.68,y
sa4
=1.79
[0145][0145][0146]
安全。
[0147]
齿轮的圆周速度
[0148][0149]
对照工艺标准可知选用7级精度是合适的。
[0150]
齿轮尺寸的计算
[0151]
升降轴上的升降齿轮,横向轴上的一对齿轮(横向齿轮1和横向齿轮2)的相关尺寸计算如下取标准压力角α=20
°
,齿顶高系数顶隙系数c
*
=0.25。
[0152]
5.4.1升降齿轮的相关尺寸计算
[0153]
齿顶高
[0154]
齿根高
[0155]
齿距p1=πm1=3.14
×
3=9.42mm(式5-23)
[0156]
齿槽宽和齿厚
[0157]
分度圆直径d1=m1z1=3
×
20=60mm
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(式5-25)
[0158]
基圆直径d
b1
=d1cosa=60
×
cos20
°
=56.38mm
ꢀꢀꢀꢀꢀꢀꢀ
(式5-26)
[0159]
齿顶圆直径d
a1
=d1+2h
a1
=60+2
×
3=66mm
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(式5-27)
[0160]
齿根圆直径d
f1
=d
1-2h
f1
=60-2
×
3.75=52.5mm
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(式5-28)
[0161]
横向齿轮的相关尺寸计算
[0162]
齿顶高
[0163]
齿根高
[0164]
齿距p3=πm2=3.14
×
2=6.28mm
ꢀꢀꢀ
(式5-31)
[0165]
齿槽宽和齿厚
[0166]
分度圆直径d3=m2z3=2
×
30=60mm
ꢀꢀꢀ
(式5-33)
[0167]
基圆直径d
b3
=d3cosa=60
×
cos20
°
=56.38mm
ꢀꢀꢀ
(式5-34)
[0168]
齿顶圆直径d
a3
=d3+2h
a3
=60+2
×
2=64mm
ꢀꢀꢀ
(式5-35)
[0169]
齿根圆直径d
f3
=d
3-2h
f3
=60-2
×
2=56mm
ꢀꢀꢀ
(式5-36)
[0170]
因为横向齿轮1跟横向齿轮2、横向齿条1跟横向齿条2参数相同,所以不再另外计算。
[0171]
对以上计算结果填入表5-2中。
[0172]
轴的设计计算
[0173]
升降轴的设计计算
[0174]
轴的结构设计是先设计升降轴,把升降轴设计出来后根据升降轴的长度尺寸就可确定机架的宽度等尺寸,故先设计升降轴。
[0175]
[0176][0177]
表5-2齿轮齿条的尺寸参数
[0178]
轴的材料的确定
[0179]
由于载荷变化不大,因此选用价格低廉、对应力集中的敏感性低的40cr为轴的材料,为改善其力学性能,对其进行调质处理。
[0180]
轴上零件的装配方案的确定
[0181]
为了便于轴上零件的安装,把轴设计为阶梯轴,直径从轴端逐渐向中间增大,表后段轴的直径大于前端轴的直径,具体如图6-1所示。轴段
②
、轴段
④
安装轴承。升降齿轮安装在轴段
④
。轴承与齿轮间用套筒进行定位。轴段
③
高于轴段
②
和轴段
④
形成轴肩,用来轴向定位轴承和齿轮。
[0182]
升降轴结构简图
[0183]
如图15所示,根据轴向定位的要求确定轴的各段直径和长度
[0184]
确定轴的最小直径。因为还不知道支反力作用点,不能决定弯矩的大小与分布情况,即还不可以按照轴所受的具体载荷及其引起的应力来确定轴的直径,因此只能按照已求得的轴所受的扭矩初步估算承受扭矩的轴段的最小直径。由以上计算可知,升降轴的输入功率p
升
=1.085kw,转速n
升
=187r/min,查表14-2可知40cr对应的常数c=107,初步确定轴的直径如下
[0185][0186]
又因为该轴与轴承相配合,则应考虑轴承的内径。初步选定滚动轴承。因轴承只承受径向力的作用,故选深沟球轴承,参照工作要求并根据d
min
≥19.26mm,轴承润滑为脂润滑,考虑机体架的铸造误差,在确定滚动轴承位置时,机体架的宽度为s=206mm,轴段
①
的长度及其宽度根据购买的蜗轮蜗杆减速机确定,li=120mm,轴径d1=28mm。所以d
min
≥28mm根据由手册表12-5初步选取深沟球轴承6206,其尺寸为d
×d×
b=30mm
×
62mm
×
16mm,故轴
段
②
和轴段
④
的直径为di=d
iv
=30mm。轴端处采用带方形座轴承ucfu206,其尺寸为d
×d×
b=30mm
×
110mm
×
38mm。
[0187]
由手册查得6206型轴承和带方形座轴承ucfu206的安装尺寸d
amin
=36mm,因此,取安装齿轮处的轴段
④
的直径为d=30mm。升降齿轮的右端与右轴承之间采用套筒定位。已知升降齿轮的宽度为80mm,为了使套筒端面可靠地压紧齿轮,此轴段应略短于轮毂宽度,考虑到需要留有足够的抓手升降管安装空间,故取轴段
④
的长度为l
iv
=225mm。轴段
②
,已知滚动轴承宽度b=16mm,考虑到需要留有足够的升降电机和减速机安装空间,故取轴段
②
的长度为l
ii
=55mm。
[0188]
升降齿轮的左端采用轴肩定位,取齿轮端面距机架体内壁的距离为δ=63mm,由轴径d
ii
=d=30mm,则轴肩
③
处的直径为d
iii
=40mm。取轴段
③
的长度为l
iii
=50mm。
[0189]
至此,已初步确定升降轴的各段直径和长度。
[0190]
轴上零件的周向定位
[0191]
齿轮与轴的周向定位均采用圆头普通平键(a型)连接。按d
ii
=d=30mm、l
ii
=55mm、l=225mm,由设计手册表11-28查得轴段
④
的平键截面b
×h×
l=8mm
×
7mm
×
110mm,轴段
①
的平键截面b
×h×
l=8mm
×
7mm
×
100mm,同时为了保证齿轮与轴配合有良好的对中性,故选择齿轮轮毂与轴的配合为滚动轴承与轴的周向定位是由过渡配合来保证的,此处选轴的直径尺寸公差为m6。
[0192]
确定轴上圆角和倒角尺寸
[0193]
参考机械设计手册,取轴段
①
和轴段
④
的轴端倒角为c1。参考机械设计手册,取轴段
③
和
②
、
④
间的轴肩处的倒角为c1。
[0194]
求轴上的载荷
[0195]
升降齿轮为直齿圆柱齿轮,轮齿间相互作用的总压力为法向力,可分解为圆周力和径向力,已知升降轴的转矩为t
升
=61.28n
·
m,升降齿轮的分度圆直径为d1=60mm,则有
[0196]
圆周力
[0197]
径向力f
r1
=f
t1
tanα=2043
×
tan20
°
=743.59n
ꢀꢀꢀ
(式6-3)
[0198]
做出轴的受载分析简图
[0199]
根据轴的结构简图,做出升降轴的受载分析简图如图6-2所示。已知滚动轴承宽度b=16mm,故简支梁的轴的支承跨距为
[0200][0201]
左轴承中心处到升降齿轮的a-a截面处的跨距为
[0202][0203]
右轴承中心处到升降齿轮的a-a截面处的跨距为
[0204][0205]
求垂直面的支承反力
[0206][0207][0208]
求水平面的支承反力
[0209][0210][0211]
绘制垂直面的弯矩图
[0212]mav
=f
1v
l1=389.09
×
123
×
10-3
=47.86n
·mꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(式6-11)
[0213]mbv
=f
2v
l2=354.5
×
135
×
10-3
=47.86n
·mꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(式6-12)
[0214]
绘制水平面的弯矩图
[0215]mah
=f
1h
l1=1069.01
×
123
×
10-3
=131.49n
·mꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(式6-13)
[0216]mbh
=f
2h
l2=974
×
135
×
10-3
=131.49n
·mꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(式6-14)
[0217]
求合成弯矩图
[0218][0219][0220]
求危险截面的当量弯矩
[0221]
从图5-2所示,a-a截面最危险,转矩不变且往复转动,取α=0.6,其当量弯矩为
[0222][0223]
危险截面的当量应力,对轴进行强度校核
[0224]
由于轴的材料为40cr调质,则许用弯曲应力为则
[0225][0226][0227]
故,轴的直径选取合理。
[0228]
横向轴的设计计算
[0229]
轴的材料的确定
[0230]
由于载荷变化不大,因此选用价格适中、对应力集中的敏感性低的40cr作为轴的材料,为改善其力学性能,对其进行调质处理。
[0231]
轴上零件的装配方案的确定
[0232]
为了便于安装,解决轴在行程的过程中有位置发生偏移的情况,把轴设计为直杆光轴,整根轴的直径处处相等,具体如图13所示。
[0233]
轴段中间连接蜗轮蜗杆减速机,用键周向固定。轴端两边安装齿轮,在轴端用螺栓对齿轮进行轴向定位。
[0234]
根据轴向定位的要求确定轴的直径和长度
[0235]
确定轴的最小直径。因为还不知道支反力作用点,不能决定弯矩的大小与分布情况,即
[0236]
还不可以按照轴所受的具体载荷及其引起的应力来确定轴的直径,因此只能按照已求得的轴所受的扭矩初步估算承受扭矩的轴段的最小直径。由以上计算可知,横向轴的输入功率p
ii
=0.846kw,转速n
ii
=187r/min,查手册可知40cr对应的常数c=107,初步确定轴的直径如下
[0237][0238]
因为该轴段截面上有一个键槽,故d增大5%,则
[0239]
d=17.762
×
(1+5%)=18.65mm
ꢀꢀꢀ
(式6-20)
[0240]
又因为该轴为连接减速机的轴,其中间段直接与减速机相连,则应考虑减速机毂孔的直径尺寸,先选取减速机的型号。根据减速机的孔径d=25mm,故取轴径d=25mm。减速机与轴配合的毂孔长度l=112mm。为了保证轴端螺栓只压在齿轮上,为了防止齿轮与轴承正面接触面积过大,故齿轮轮毂的宽度比齿宽略长些,齿轮轮毂的宽度为l=48mm。
[0241]
初步选定滚动轴承。因轴承只承受径向力的作用,故选深沟球轴承,参照工作要求并根据d
ii
=25mm,查设计手册初步选取带方形座轴承ucflu205,其尺寸为d
×d×
b=25mm
×
(70*112)mm
×
31.50mm,两轴承采用螺钉连接在固定板上进行轴向定位,由轴承说明书查得ucflu205型轴承的安装尺寸d
amin
=25mm,因此,取两端轴的直径为d=25mm。考虑到减速机的安装和调试,轴承间距为l1=283.5mm。横向轴的长度l=2l+l1+b=2
×
48+283.5+31.5=411
ꢀꢀꢀ
(式6-21)
[0242]
轴上零件的周向定位
[0243]
齿轮与轴的周向定位采用圆头普通平键(a型),按d=25mm,由设计手册表11-28查得平键截面b
×h×
l=8mm
×
4mm
×
30mm,同时为了保证齿轮与轴配合有良好的对中性,故选择齿轮轮毂与轴的配合为同样,减速机与轴的周向定位均采用单圆头普通平键(a型)连接,选用平键为b
×h×
l=8mm
×
4mm
×
110mm,减速机与轴的配合为带方形座轴承与轴的周向定位是由过渡配合来保证的,此处选轴的直径尺寸公差为m6。
[0244]
确定轴上圆角和倒角尺寸
[0245]
参考手册表9-10,取轴的轴端倒角为c1。
[0246]
求轴上的载荷
[0247]
横向齿轮1、横向齿轮2为直齿圆柱齿轮,轮齿间相互作用的总压力为法向力,可分解为圆周力和径向力,已知横向轴的转矩为t
ii
=33.71n
·
m,齿轮2和3的分度圆直径为d=45mm,则有
[0248]
圆周力
[0249]
径向力f
r2
=f
t2
tanα=1498.22
×
tan20
°
=545.31n
ꢀꢀꢀ
(式6-23)
[0250]
作出轴的受载分析简图
[0251]
根据轴的结构简图,做出横向轴的受载分析简图如图6-4所示。已知带方形轴承宽度b=31.5mm,故简支梁的轴的支承跨距为l=283.5mm。
[0252]
右轴承中心处到减速机的a-a截面处的跨距为
[0253][0254]
左轴承中心处到减速机的a-a截面处的跨距为
[0255][0256]
求垂直面的支承反力
[0257][0258][0259]
求水平面的支承反力
[0260][0261][0262]
绘制垂直面的弯矩图
[0263]mav
=f
1v
l3=272.66
×
141.75
×
10-3
=38.65n
·mꢀꢀꢀ
(式6-30)
[0264]
绘制水平面的弯矩图
[0265]mah
=f
1h
l1=749.11
×
141.75
×
10-3
=106.19n
·mꢀꢀꢀ
(式6-31)
[0266]
求合成弯矩图
[0267][0268]
求危险截面的当量弯矩
[0269]
从图5-2所示,a-a截面最危险,转矩不变且往复转动,取α=0.6,其当量弯矩为
[0270][0271]
求危险截面的当量应力,对轴进行强度校核
[0272]
由于轴的材料为40cr调质,则许用弯曲应力为则
[0273][0274]
故,轴的直径选取合理。
[0275]
键连接的选择及计算
[0276]
键是标准件,分为两大类,1)平键和半圆键,构成松联结;2)斜键,构成紧联接。
[0277]
键的侧面是工作面。工作时,靠键与键槽的互压传递转矩。按用途,平键分为普通平键,导向平键和滑键三种,导向平键简称平键。有一种键高较小的普通平键称为薄型平键,可以用于薄壁零件。普通平键用于静联接,按结构分为圆头的,方头的和一端圆头一端方头的。
[0278]
图图14所示,导键联接和滑键联接都是动联接。导键固定在轴上,而毂可以沿着轴移动,滑键固定在毂上而随毂一同沿着轴上的键槽移动。键与键槽的滑动面应具有较低的粗糙度值,以减少移
[0279]
动时的摩擦阻力。
[0280]
设计键联接时,通常被联接键的材料,构造和尺寸已初步决定,联接的载荷也已求得。因此,可以根据联接结构的特点,使用要求和工作条件来选择键的类型,再根据轴径从标准件中选出键的截面尺寸,并参考毂长选出键的长度,然后用适当的校核计算公式做强度校核。
[0281]
对于平键联接,如果忽略摩擦,则当联接传递转矩时键轴一体时可能的失效形式有:较弱零件的工作面被压溃或磨损和键的剪断等。对于实际采用的材料组合和标准尺寸来说,压溃或磨损常是主要失效形式。因此,通常只做联接的挤压强度或耐磨性计算,但在重要场合,也要验算键的强度。
[0282]
键标准考虑了联接中的各个零件的强度,按照等强度的设计观点,视毂材料的不同,规定键在轴和毂中的高度也不同。在轴的设计计算时已经对键完成选择,具体型号尺寸如下表7-1,现对所选的键进行相关计算校核。
[0283]
表7-1键的尺寸
[0284]
[0285][0286]
下面对键分别进行校核验算
[0287]
键的材料都是45钢,由教材表10-11查得许用挤压应力为[σ
p
]=100~120mpa,取其平均值[σ
p
]=110mpa。
[0288]
圆头普通平键(键8
×
110)
[0289]
键的工作长度l=l-b=110-8=102mm
ꢀꢀꢀ
(式7-1)
[0290]
与键配合的轴径为d
iv
=30mm,升降轴的转矩为61.28n
·
m,则
[0291][0292]
故挤压强度足够,选取的键合适。
[0293]
圆头普通平键2(键8
×
100)
[0294]
键的工作长度l=l-b=100-8=92mm
ꢀꢀꢀ
(式7-3)
[0295]
与键配合的轴径为di=28mm,升降轴的转矩为61.28n
·
m,则有
[0296][0297]
故挤压强度足够,选取的键合适。
[0298]
圆头普通平键3(键8
×
38)
[0299]
键的工作长度l=l-b=38-8=30mm
ꢀꢀꢀ
(式7-5)
[0300]
与键配合的轴径为d=25mm,横向轴的转矩为33.71n
·
m,则
[0301][0302]
故挤压强度足够,选取的键合适。
[0303]
圆头普通平键4(键8
×
38)
[0304]
键的工作长度l=l-b=38-8=30mm
ꢀꢀꢀ
(式7-7)
[0305]
与键配合的轴径为d=25mm,横向轴的转矩为33.71n
·
m,则
[0306][0307]
故挤压强度足够,选取的键合适。
[0308]
圆头普通平键5(键8
×
110)
[0309]
键的工作长度l=l-b=110-8=102mm
ꢀꢀꢀ
(式7-9)
[0310]
与键配合的轴径为d=25mm,横向轴的转矩为33.71n
·
m,则有
[0311][0312]
故挤压强度足够,选取的键合适。
[0313]
滚动轴承的选择及计算
[0314]
在许多场合,轴承的内孔尺寸已经由机器或装置的具体结构所限定。不论工作寿命,静负荷安全系数和经济性是否都达到要求,在最终选定轴承其余尺寸和结构形式之前,都必须经过尺寸演算。该演算包括将轴承实际载荷跟其载荷能力进行比较。滚动轴承的静负荷是指轴承加载后是静止的(内外圈间无相对运动)或旋转速度非常低。在这种情况下,演算滚道和滚动体过量塑性变形的安全系数。大部分轴承受动负荷,内外圈做相对运动,尺寸演算校核滚道和滚动体早期疲劳损坏安全系数。只有在特殊情况时,才根据din iso 281对实际可达到的工作寿命做名义寿命演算。对注重经济性能的设计来说,要尽可能充分的利用轴承的承载能力。要想越充分的利用轴承,那么对轴承尺寸选用的演算精确性就越重要。在轴的设计计算时已经对轴承完成选择,具体型号尺寸如下表8-1,现对所选的轴承进行相关计算校核。
[0315]
表8-1轴承的型号尺寸
[0316][0317]
下面对轴承分别进行校核验算
[0318]
沟球轴承(6206)
[0319]
由升降轴的设计计算可得轴在水平面和垂直面的支承反力,现计算它们的合力如下
[0320][0321][0322]
因为f1》f2,所以只需校核左端的轴承即可。升降轴的转速为187r/min,由于是10年3班制所以预期寿命
[0323]
lh=8
×3×
365
×
10=87600h
ꢀꢀꢀ
(式8-3)
[0324]
由于只承受径向载荷作用,当量动载荷p=fr1=743.59n,工作情况受轻微冲击,查表得,载荷系数f
p
=1.2,工作温度正常,查表得,温度系数ft=1,通过查表可知轴承型号6206的径向基本额定动载荷[cr]=19.5kw,深沟球轴承e=3,所以
[0325][0326]
因为cr《[cr],故所选6206轴承适用。
[0327]
8.2带菱形座轴承(ucflu205)
[0328]
由横向轴的设计计算可得轴在水平面和垂直面的支承反力,由于只承受径向载荷
[0329]
左端轴承的当量动载荷p1=f
r2
=545.31n
[0330]
右端轴承的当量动载荷p2=f
r2
=545.31n
[0331]
由于p1=p2,所以只需校核左端的轴承即可。横向轴的转速为187r/min,由于是10年3班制所以预期寿命
[0332]
lh=8
×3×
365
×
10=87600h
ꢀꢀꢀ
(式8-5)
[0333]
由于只承受径向载荷作用,工作情况受轻微冲击,查表得,载荷系数f
p
=1.2,工作温度正常,查表得,温度系数f
t
=1,通过查表可知轴承型号ucflu205的径向基本额定动载荷[cr]=14kn,深沟球轴承e=3,所以
[0334][0335]
因为cr《[cr],故所选ucflu205带菱形座轴承适用。
[0336]
移载组件的设计计算
[0337]
抓手升降管长度及材料的选定
[0338]
移栽机架由抓手升降管和瓷片吸盘横梁组成。抓手升降管在工作过程中仅受拉伸力和重力的作用,考虑到承载变化不大并且考虑到气管和电线的安装布局,所以采用中间是空的矩形管,考虑成本问题所以选择价格较低,常用的材料q235钢。根据釉线的高度设计的升降行程的长度为l=1220mm,行程的两边留有足够的安全距离,上行安全距离l1=180mm,下行安全距离l2=600mm。
[0339]
吸盘横梁只受重力作用,考虑到需要较强的刚度,防止变形过大。所以材料选用q235a,尺寸为140*58*6的c型管。吸盘横梁的长度由吸多少砖块的数量决定,则l
吸
=800
×
3=2400mm
ꢀꢀꢀ
(式9-1)
[0340]
抓手升降管的总长度为l=l+l1+l2=1220+180+600=2000mm,暂定选用矩形管尺寸为120*80*5。
[0341]
抓手升降管强度校核
[0342]
由于抓手升降管只受自身重力及瓷砖的重力作用,由于抓手升降管的材料为
q235,则屈服强σs=235mpa,抓手升降管所受的力f=185
×
10=1850n,矩形管的横截面积s=120
×5×
2+80
×5×
2=2000mm2(式9-2)。抓手升降管的应力强度为
[0343]
所以120*820*5的矩形管选用合适。
[0344]
抓手固定板抗弯强度校核
[0345]
抓头固定板主要受到移栽组件的重力作用,固定板下方用滑动轴承承接在轨道上滑行,故其抗弯强度要求较高,这里的材料优先选用抗弯强度较高,成本较低、对应力集中不敏感的45钢。因固定板的弯曲强度对设备影响较大,所以只需校核其抗弯强度,查表可知45钢的抗弯强度为400mpa,受力集中在中间,所以中间截面为最危险的截面,所受重力g=3890n,中间横向截面面积s=170*16=2720
㎜
2。
[0346]
中间截面的应力为
[0347]
故安全适用。
ꢀꢀꢀ
(式10-1)
[0348]
机架设计计算
[0349]
机架结构
[0350]
吸砖机机架是整个吸砖机零部件的安装基础。它在工作中承受较大的负载,其重量占整机重量很大比例(铸造机架40%,对焊接机架30%左右),而且加工制造的工作量也较大。机架的刚度和强度,对整机性能和主要零部件的寿命均有很大的影响,因此,对吸砖机机架的要求是:结构简单易制造,重量轻,且要求有足够的强度和刚度。吸砖机机架按结构分,有整体机架和组合机架;按制造工艺分,有铸造机架和焊接机架。
[0351]
整体机架
[0352]
由于其制造、安装和运输困难,故不宜用于大、中型吸砖机,而多用于小型吸砖机。它比组合机架刚性好,但制造较复杂。从制造工艺来看,它也分整体铸造机架和焊接机架。
[0353]
整体机架比焊接机架刚性好,但制造较困难,特别是单件、小批量生产。后者便于加工制造,重量较轻,但刚性较差。同时要求焊接工艺、焊接质量都比较高,并焊接后要求退火,并焊接后要求退火。因此,根据实际生产和经济条件,此次设计采用焊接机架。
[0354]
焊接机架除用铸造q235a材料外,对小吸砖机硬度较低的物料时,也采用优质铸铁和球墨铸铁。
[0355]
设计时,在保证正常工作条件下,力求减轻重量,制造时要求偏心轴轴承中心镗孔,与动颚心轴轴承的中心孔有一定的平行度。
[0356]
组合机架
[0357]
大型吸砖机机架很重,不仅制造困难,而且运输也不方便,故将它制成组合机架。组合机架有两种:一种是通过架壁间的嵌销,分上下两部分,上机架体和下机架体用螺栓联接起来,结合面之间还用键、销钉承受破碎物料时的强大剪力。键和销钉还起装配定位作用。这种机架装配时要将螺栓加热到300~400(度)后拧紧。
[0358]
另一种是用焊接组合,它的刚性比嵌销连接的组合机架好,加工、装配和拆装也比较方便。
[0359]
机架抗弯强度校核
[0360]
机架受力变形最大的时候是在移栽机构移至机架中间的时候,受力如图11-1所示,由于机架属于大型物件,所以需要成本优先,现选用成本较低、弯曲强度较高的q235a。查表可知q235a的抗弯强度为215mpa。现在只对变形最大的情况进行弯曲强度校核,g=3890n,横截面积s=2
×5×
100
×
4+225
×5×
[0361]
4=8500mm2。(式11-1)
[0362]
危险面的应力安全适用,
[0363]
本实施例的其它技术采用现有技术。
[0364]
本发明是通过优选实施例进行描述的,本领域技术人员知悉,在不脱离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。本发明不受此处所公开的具体实施例的限制,其他落入本技术的权利要求内的实施例都属于本发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1