一种带有分拨装置的料包码垛装车机的制作方法
1.本发明涉及自动化装车设备技术领域,尤其涉及一种带有分拨装置的料包码垛装车机。
背景技术:
2.随着经济的飞速发展,各种生产资料的需求量一直在逐年攀升。随之而来,各种生产资料的生产和运输企业对涉及料包装车设备自动化程度的要求也越来越高。目前,料包装车分为人工装车和自动装车。人工装车时工人站在车厢内,把从输送线传输而来的水泥料包一包一包地扔到车厢内;这种方式需要消耗大量的人力,成本高且效率低下,而且在来回搬运过程中经常会发生破包,会导致大面积扬尘,造成环境污染,对工人的身体健康造成损害。自动码垛装车装置中,有的是将成袋料包从高处直接掉落或滑落到装货车舱内,有的是将单层料包排列好,然后被叉入到车舱内,有的是通过吸盘的方式将料包放入车舱内;上述码垛装车装置存在码垛装车速度慢,效率低,设备可靠性低,装车过程容易破包,产生大面积扬尘,且需要纸质料袋,不利于环保等问题。
3.综合现有技术可以发现,无论是人工码垛装车还是自动化码垛装车,都存在下列某些缺点:
4.(1)码垛装车速度慢,效率低,无法与前端设备进行速度匹配;
5.(2)设备运行可靠性低,运输路径长,随时出现机械故障;
6.(3)输送料包过程、码垛装车过程中对料包产生破坏,使得料包中的材料(比如水泥)外漏,影响运输、搬运和销售;
7.(4)输送料包过程自动化程度低,且存在料包外漏,灰尘大,影响工人的身体健康的问题。
8.目前,料包生产运输企业急需要一种可以解决上述问题的设备或装置。
技术实现要素:
9.鉴于上述的分析,本发明旨在提供一种带有分拨装置的料包码垛装车机,以减少料包输送环节,提高输送效率和输送安全可靠性,以解决上述问题。
10.本发明通过如下技术方案实现:
11.一种带有分拨装置的料包码垛装车机,包括码垛支撑装置、料包输送甬道、分拨装置、料包输送整理装置、排垛辊筒输送机组和码垛装置;所述料包分拨装置连接所述料包输送甬道的输出端,所述料包分拨装置的两侧输出端分别连接所述料包输送整理装置的输入端;排垛辊筒输送机组两侧分别连接所述料包整理装置输出端。
12.进一步的,所述分拨装置包括拨板组件和分拨辊筒输送组件。
13.进一步的,所述分拨辊筒输送组件包括分拨输送支架体、接料辊筒输送机和分拨辊筒输送组件。
14.进一步的,所述拨板组件包括分拨支架体、分拨驱动装置和分拨体;所述分拨支架
体连接在所述分拨输送支架体上;所述分拨支架体上设置有分拨支架体导轨;所述分拨体滑动连接在所述分拨支架体导轨上;所述分拨驱动装置连接在所述分拨支架体上。
15.进一步的,所述分拨驱动装置包括分拨驱动电机、分拨同步带轮组和分拨同步带。
16.进一步的,所述分拨驱动电机输出端连接分拨同步带轮组;所述分拨同步带连接有分拨压板;所述分拨压板连接分拨体;所述分拨板(518)下端面向下设置多个分拨板叉体;所述分拨板叉体在所述接料辊筒输送机上的棍子缝隙间往复运动。
17.进一步的,所述料包输送整理装置转接包括顺序连接的转弯辊筒输送机、转向皮带输送机和排垛输送机。
18.进一步的,所述转弯辊筒输送机的输入端连接所述分拨辊筒输送组件的输出端;所述排垛输送机的输出端连接所述排垛辊筒输送机组的输入端。
19.进一步的,所述料包输送甬道上设置有计数装置。
20.进一步的,所述码垛装置上设置有检测装置和触碰感应装置。
21.进一步的,所述码垛支撑装置包括料包码垛装车机基座和滑动连接在所述料包码垛装车机基座上的支撑平台和移动升降装置;所述分拨装置设置在移动升降装置上;所述料包输送甬道跨接所述支撑平台和移动升降装置。
22.与现有技术相比,本发明至少可实现如下有益效果之一:
23.(1)本发明的带有分拨装置的料包码垛装车机采用中间来料、两边分流的结构,相对于采用盘旋的输送、侧边来料、将料包直接输送到输送排垛装置的排垛线结构,可以有效缩短传输输送线,节约设备制造和维护的成本;
24.(2)本发明的带有分拨装置的料包码垛装车机采用中间来料、两边分流的输送方法,使两个料包间的间隔时间增长一倍,给后续机构留出足够的反应时间,提高了设备运行的安全性和可靠性;
25.(3)本发明的带有分拨装置的料包码垛装车机结构紧凑,成本低;自动化运行程度高,节约人力成本;
26.(4)本发明的带有分拨装置的料包码垛装车机中包括移动升降装置;移动升降的作用,一是让车辆顺利进入,二是通过触碰感应装置下降到达指定的位置,下降后,垛叉更加接近料包运输车的舱体,移动升降装置和码垛装置配合可以有效缩短码垛时间。
27.本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
附图说明
28.附图仅用于示意具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
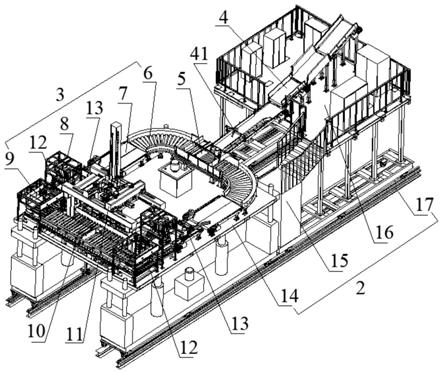
29.图1为本发明的带有分拨装置的料包码垛装车机整体结构示意图;
30.图2为本发明分拨装置整体结构示意图;
31.图3为本发明分拨装置中分拨辊筒输送组件结构示意图;
32.图4为本发明分拨装置拨板组件结构示意图一;
33.图5为本发明分拨装置拨板组件结构示意图二;
34.图6为本发明带有分拨板叉体的分拨板结构示意图;
35.图7为本发明转弯辊筒输送机结构示意图;
36.图8本发明转向皮带输送机结构示意图;
37.图9本发明压包皮带输送装置整体结构示意图;
38.图10为本发明叠包辊筒输送机结构示意图;
39.图11为本发明料包提升机结构示意图;
40.图12为本发明倒龙门推包机结构示意图;
41.图13为本发明排垛辊筒输送机组结构示意图;
42.图14为本发明码垛装置结构示意图;
43.图15为本发明检测装置结构示意图;
44.图16为本发明触碰感应装置结构示意图;
45.图17为图16中a部的局部放大示意图;
46.图18为本发明料包输送甬道的皮带输送机结构示意图;
47.图19为本发明的移动升降装置结构图。
48.附图标记:
49.1.料包;2.码垛支撑装置;3.料包输送整理装置;4.料包输送甬道;41.计数装置;42.旋转滑轮;43.固定架;44.皮带输送机轨道;
50.5.分拨装置;51.拨板组件;52.分拨辊筒输送组件;511.第一分拨立板;512.第一分拨导轨;513.第二分拨立板;514.第一分拨同步带轮;515.分拨同步带;516.第一分拨压板;517.第二分拨压板;518.分拨板;5181.分拨板叉体;519.分拨无导轨二;5110.第二分拨同步带轮;5111.分拨驱动电机;521.第一分拨辊筒输送组件;522.第一分拨支撑板;523.分拨旋转轴;524.第二分拨支撑板;525.第二分拨辊筒输送组件;526.第三分拨支撑板;527.接料辊筒输送机;528.分拨底座;529.来料分拨支架;
51.6.转弯辊筒输送机;61.转弯边挡板;62.转弯辊筒63.转弯支座;
52.7.转向皮带输送机;71.第一转向皮带;72.第二转向皮带;
53.8.料包提升机;81.提升安装架;82.提升回转机构;83.提升机械夹爪;
54.9.倒龙门推包机;91.倒龙门提升气缸;92.第一倒龙门无杆气缸;93.推包板;94.第一倒龙门导向杆;95.倒龙门框架;96.倒龙门承载板;97.第二倒龙门无杆气缸;98.倒龙门直线轴承;99.第二倒龙门导向杆;
55.10.排垛辊筒输送机组;101.边挡板;102.传感器;103.辊筒;
56.11.码垛装置;111.移动旋转组件;112.垛叉组件;11217.垛叉安装框架;11218.垛叉体;1129.挡垛板;
57.12.叠包辊筒输送机;121.叠包挡板组件;1211.上挡板组件;1212.下挡板组件;122.流体条顶升组件;123.辊筒输送机;
58.13.压包皮带输送装置;131.压包机构;1311.压包机皮带体压合端调整装置;13110.压包机框架;1312.压包机皮带体排气端调整装置;1313.压包机构皮带体;132.压包皮带输送机;1321.压包皮带输送机导向板;1322.压包皮带输送通道;1323.压包皮带输送机支座;1324.压包皮带输送机台架;
59.14.移动升降装置;141.移动平台;142.导柱;143.移动底板车;144.液压伸缩杆;145.液压泵;
60.15.爬梯;
61.16.支撑平台;
62.17.料包码垛装车机基座;
63.18.检测装置;181.电动推杆;182.激光测距器;183.旋转杆;184.第一检测铰链座;185.第二检测铰链座;
64.19.触碰感应装置;191.触碰感应器;192.横杆;193.弹簧组件;1931.长螺钉;1932.锁紧螺母一;1933.锁紧螺母二;1934.压缩弹簧;194.第一触碰安装板;195.第二触碰安装板;196.触碰直线轴承。
具体实施方式
65.下面结合图1-图19来具体描述本发明的优选实施例;其中;附图构成本发明一部分;并与本发明的实施例一起用于阐释本发明的原理;并非用于限定本发明的范围。
66.本发明的具体技术方案如下:
67.如图1和图19所示,本具体实施例的料包码垛装车机包括料包码垛装车机基座17;料包码垛装车机基座17包括固定导轨和基座体。基座体滑动安装在固定导轨上,可以通过控制系统沿固定导轨做水平方向的前、后移动。
68.基座体上固定连接有支撑平台16、移动升降装置14,还包括爬梯15。爬梯15设置在支撑平台16和移动升降装置14之间,使得工作人员通过爬梯15可以到达移动升降装置14上的工作面,继续上行,可以到达支撑平台16上的工作面。爬梯15和支撑平台16固连,并在移动升降装置14处设置有冗余通道空间,使得移动升降装置14做上、下位移时,爬梯15不至与移动升降装置14产生结构干涉。
69.移动升降装置14包括移动平台141、移动底板车143和数个移动升降顶升体。移动底板车143滑动设置在固定导轨上;优选的,将移动底板车143作为料包码垛装车机基座17整体的基座体,将支撑平台16也固接在移动底板车143上;移动底板车143上装置数个移动升降顶升体,优选移动升降顶升体为液压顶升装置,包括导柱142、液压伸缩杆144和液压泵145,液压顶升装置具体为液压缸;移动平台141设置在多个移动升降顶升体的顶升端。在导柱142的导向作用下,液压伸缩杆144将移动平台141顶升或者下拉到指定的高度,液压泵145提供动力,完成移动升降装置14的上、下位移,以匹配料包运输车的装车高度。如图19所示。
70.码垛支撑装置2包括移动升降装置14、支撑平台16和料包码垛装车机基座17。码垛支撑装置2还可以包括爬梯15.
71.如图1所示,料包输送甬道4包括从料包打包车间输出而来的一系列的料包输送通道。料包输送甬道4上架设有计数装置41,如图11所示,包括计数器支架和计数传感器。料包输送甬道4末端为活动皮带输送机。活动皮带输送机末端设置有旋转轴,活动皮带输送机围绕旋转轴做仰俯运动,能够使得料包输送甬道4末端在移动升降装置14有高度方向的位移时,仍能始终顺畅衔接位于移动升降装置14上、高度方向有位移的分拨装置5,和位于支撑平台16上、没有高度方向位移的料包输送甬道4前端。
72.具体的,料包输送甬道4末端为局部的活动皮带输送机。活动皮带输送机包括皮带输送机轨道44、固定架43、旋转滑轮42和计数装置41,如图18所示。其中,计数装置41设置在皮带输送机轨道44上方,包括计数器支架和计数传感器;固定架43有2个,分设在皮带输送机上部给定甬道末端的两侧,并固定在支撑平台16的边沿处,作为旋转滑轮42的位移轨道,与皮带输送机上部固定甬道末端保持一定的高度方向的距离;旋转滑轮42设置在皮带输送机轨道44的两端下方的两侧,上端滑动设置在固定架43内,下端旋转连接在分拨装置5中的分拨旋转轴523处,做旋转运动。当移动升降装置14为适应料包运输车做上、下位移时,料包输送甬道4末端的活动皮带输送机整体以下端的分拨旋转轴523处为旋转点做仰俯方向的角度位移。料包输送甬道4末端皮带输送机的仰俯运动,使其在移动升降装置14有高度方向的位移时,能够始终顺畅衔接有高度方向位移的分拨装置5输入口和没有高度方向位移的皮带输送机上部固定甬道输出口。
73.分拨装置5把从料包输送甬道4一路而来的料包1分成2路继续传输。2路后续对称设置的料包传输整理装置。料包传输整理装置包括全部或部分顺序连接的转弯辊筒输送机6、转向皮带输送机7、压包皮带输送装置13,最后再通过排垛输送机转向和推包,从2个方向将料包1输送排列在一条直线上的各自连接的排垛辊筒输送机上。
74.本具体实施例中,排垛输送机具体为叠包装置。叠包装置包括叠包辊筒输送机12、料包提升机8和倒龙门推包机9。其中,叠包辊筒输送机12中的倒龙门推包机具有转向和推包的功能。
75.两个输送方向相向的排垛辊筒输送机构成排垛辊筒输送机组10。排垛辊筒输送机组10中部位置附近设置有将料包1转运到料包运输车上的码垛装置11。码垛装置11上设置有检测装置18和触碰感应装置19。
76.具体到分拨装置5,如图2-图6所示。
77.分拨装置5包括拨板组件51和分拨辊筒输送组件52,如图2所示。分拨辊筒输送组件52通过紧固件固定连接在移动升降装置14上;拨板组件51通过紧固件固定连接在分拨辊筒输送组件52上。
78.具体的,分拨装置5的分拨辊筒输送组件52包括分拨输送支架体,还包括连接在分拨输送支架体上的接料辊筒输送机527和输送方向相反的2个料包分拨辊筒输送组件。2个料包分拨辊筒输送组件包括第一分拨辊筒输送组件521和第二分拨辊筒输送组件525。如图3所示。
79.更具体的,如图3所示,分拨输送支架体包括分拨底座528和分拨架。分拨架安装在分拨底座528上,分拨底座528固连在移动升降装置14上。分拨架包括分拨底板和安装在分拨底板上的2组竖直对立的分拨支撑板。具体到本实施例,2组对立的分拨支撑板包括料包第三分拨支撑板526和第一分拨支撑板522;其中,第一分拨支撑板522为2块,且间隔设置,二者之间的空隙是从料包输送甬道4传输而来的料包1的通道。2个第一分拨支撑板522上对称设置有第二分拨支撑板524;2个第二分拨支撑板524上相对设置有分拨旋转轴523;分拨旋转轴523紧固连接在第二分拨支撑板524上,并旋转连接料包输送甬道4末端的活动皮带输送机。
80.在分拨架的2组对立的支撑板间的水平位置设置有辊筒输送机,每个辊筒输送机都包括多个对称设置的棍子轴承和在棍子轴承间设置的棍子。
81.具体的,在正对2块第一分拨支撑板522的间隙的位置,设置接料辊筒输送机527,该接料辊筒输送机527包括2个设置在料包第三分拨支撑板526和第一分拨支撑板522之间的来料分拨支架529;在2个来料分拨支架529上对称设置有一组来料棍子轴承,在对应的来料棍子轴承之间处设置有来料棍子。
82.具体的,在来料分拨支架529的2个外侧,分别设置有第一分拨辊筒输送组件521、第二分拨辊筒输送组件525,二者对称设置。具体的,在第三分拨支撑板526和第一分拨支撑板522相对位置,分别设置有各一组分拨棍子轴承,在对应的分拨棍子轴承之间分别设置有一组分拨1组来料棍子。
83.在保证2组分拨棍子形成的输送通道与1组来料棍子形成的输送通道处于相对水平的平面的前提下,接料辊筒输送机527与第一分拨辊筒输送组件521和第二分拨辊筒输送组件525相互通过紧固连接的方式连接成为一个整体。
84.具体的,第一分拨辊筒输送组件521、第二分拨辊筒输送组件525和第三料包分拨辊筒输送组件527相互通过紧固件固接成为分拨输送通道。进一步的,第一分拨支撑板522、第三料包分拨辊筒输送组件527通过螺栓的方式安装固定在分拨输送通道上;第二分拨支撑板524通过焊接的方式固定在分拨输送通道上;分拨旋转轴523通过紧固件固接在第二分拨支撑板524上;更进一步的,该分拨输送通道通过螺栓的方式固接在分拨底板上,分拨底板固接在分拨底座528上,分拨底座528固接在移动升降装置14上。
85.限定第三分拨支撑板526和第一分拨支撑板522的上端到各个棍子形成的工作平面之间的距离大于1个料包1的高度。
86.具体的,分拨装置5的拨板组件51包括分拨支架体和分拨体;分拨体设置在分拨支架体上,如图4和图5所示。
87.其中,分拨支架体包括2条第一分拨导轨512,和设置在第一分拨导轨512两端的分拨立板,即第一分拨立板511与第二分拨立板513;2条第一分拨导轨512连接在分拨辊筒输送组件52上的分拨架的支撑板上,具体为分别连接在第一分拨支撑板522和第三分拨支撑板526上。
88.其中,分拨体包括第二分拨导轨519、分拨板518、分拨驱动装置。具体的,第二分拨导轨519两端分别滑动连接在2条第一分拨导轨512上,分拨板518吊接在第二分拨导轨519的下方,宽度限定在不大于2条第一分拨导轨512的间距,且在分拨辊筒输送组件52两侧和下端接近且不与分拨辊筒输送组件52发生干涉。
89.分拨驱动装置用于驱动第二分拨导轨519在第一分拨导轨512上滑动。具体的,分拨驱动装置包括分拨驱动电机5111、分拨同步带轮组和分拨同步带515;其中,分拨同步带515设置在分拨同步带轮组间。分拨驱动电机5111固定连接在一侧的分拨立板上,分拨同步带轮组中一个分拨同步带轮安装在分拨驱动电机5111输出端,另一个分拨同步带轮安装在相对的另一侧的分拨立板上。分拨驱动电机5111带动其输出轴连接的分拨同步带轮做定时变换的正、反转转动;分拨同步带515因此在分拨立板之间做往复直线移动。分拨同步带515固接分拨板518,使得分拨板518在第一分拨立板511与第二分拨立板513之间的有效行程部分做直线往复移动。
90.具体到本实施例,示例分拨驱动电机5111固定连接在第二分拨立板513上,第一分拨同步带轮514安装在分拨驱动电机5111上,第二分拨同步带轮5110安装在第一分拨立板
511上;分拨同步带515压紧连接在第一分拨同步带轮514和第二分拨同步带轮5110之间,并在其上设置2个距离为第二分拨导轨519宽度的分拨压板组件,与分拨板518固定连接。
91.在更具体的,分拨同步带轮组包括第一分拨同步带轮514和第二分拨同步带轮5110,分拨同步带515压紧连接在第一分拨同步带轮514和第二分拨同步带轮5110之间。优选的,每个分拨压板组件包括第一分拨压板516和第二分拨压板517,其中,第二分拨压板517为直板,而第一分拨压板516为三面体框架结构。第二分拨压板517通过紧固件穿透第一分拨同步带轮514,与第一分拨压板516的中间板紧固,从而夹紧了。分拨同步带515第一分拨压板516的侧面用于在第二分拨导轨519的两侧,与分拨板518固接。这就使得分拨驱动电机5111的输出轴在规定时间间隔内实现循环的正、反转,即可带动分拨板518在分拨立板之间做往复直线移动,从而将料包输送甬道4传输而来的料包1在接料辊筒输送机527处,顺序分拨至第一分拨辊筒输送组件521和第二分拨辊筒输送组件525上,形成2路料包1的传输,达到分料传输的目的。其中,第一分拨辊筒输送组件521和第二分拨辊筒输送组件525为结构上的镜像部件。
92.优选的,接料辊筒输送机527的输送工作面上的棍子间隔设置有缝隙,分拨板518下端面向下设置多个分拨板叉体5181;分拨板叉体5181插入棍子间的缝隙中,其侧面与棍子间也存在间隙。目的是在分拨板518下端面棱线处不对料包1产生剪切力,防止破包。如图6所示。
93.通过分拨装置5使得后续每一传输路径上的两个料包1间的间隔距离和运送时长增长一倍,给后续中的各种机构留出足够的反应时间。
94.料包1通过分拨装置5,分两路分别进入料包整理装置。料包整理装置用以完成对料包1转向等位置调整,还可以进行压包整理,对要进入排垛的料包1进行排气和整体塑形,以便形成紧实的排垛和码垛。
95.根据具体需要,料包整理装置可以包括部分或全部顺序连接的转弯辊筒输送机6、转向皮带输送机7、压包皮带输送装置13、叠包机等。料包整理装置的每一部分都通过基座连接在移动升降装置14上端面。
96.具体的,转弯辊筒输送机6用于料包1的转弯及传输;转向皮带输送机7用于将料包1在输送线上旋转90
°
,以适应码垛方向的需要;压包皮带输送装置13用于将料包1压平以及将料包1内部的空气排出,叠包机用于将单层料包变成双层料包继续传输。
97.具体的,转弯辊筒输送机6的主体结构包括转弯边挡板组件61、转弯辊筒62和转弯支座63;转弯辊筒62由固定在转弯边挡板组件61上的转弯辊子轴承带动,转弯辊子轴承由固定在转弯边挡板组件61上的链轮传动副带动,链轮传动副由链轮、链条组成,其中的主动链轮由转弯电机带动。转弯电机通过带动转弯辊筒62转动,输送料包至下一工位;转弯边挡板组件61具有安装传动装置、对料包进行导向的作用;转弯支座63向上支撑转弯边挡板组件61,向下通过紧固件固接移动升降装置14,如图7所示。
98.具体的,转向皮带输送机7用于将料包在输送线上旋转90
°
,以适应码垛方向的需要。转向皮带输送机7包括料包通道上由各自的转向电机带动的第一转向皮带71和第二转向皮带72,利用料包运行方向上左、右两边的运行速度差,对料包进行90度转向。如图8所示。
99.本具体实施例中,将转向皮带输送机7传输来的料包直接地、或通过压包皮带输送
装置13的压包整理、或通过叠包装置的叠包,输送到后续的排垛输送机12中。
100.具体的,压包皮带输送装置13包括压包机构131和压包皮带输送机132。压包机构131固定连接在压包皮带输送机132上。如图9所示。
101.压包皮带输送机132包括压包皮带输送机导向板1321,压包皮带输送通道1322、压包皮带输送机支座1323和压包皮带输送机台架1324如图11所示。
102.压包机构131主要包括压包机框架13110、压包机皮带体压合端调整装置1311、压包机皮带体排气端调整装置1312和压包机构皮带体1313。其中,压包机皮带体压合端调整装置1311固连在压包机框架13110两侧边的框架侧梁中部,压包机皮带体排气端调整装置1312可仰附旋转地设置在压包机框架13110前端横梁的中部。
103.压包皮带输送机132承接料包下表面,将料包沿输送方向向前运转;压包机构皮带体1313触碰向前运动的料包上表面,向料包输送方向的相反方向运转。相当于压包机构皮带体1313和压包皮带输送机132配合,一个顺时针转动,一个逆时针转动,将转向皮带输送机7上输送而来的料包压平,同时将料包内的空气排出料包通过压包皮带输送装置13进入叠包装置。
104.如图1所示,叠包装置包括顺序连接的料包提升机8、倒龙门推包机9和叠包辊筒输送机12。
105.如图10所示,叠包辊筒输送机12包括第一辊筒输送机123和叠包挡板组件121;叠包挡板组件121设置在第一辊筒输送机123的中部;叠包挡板组件121前部连接所述料包提升机8,后部连接倒龙门推包机9。
106.具体的,第一辊筒输送机123设置有辊筒轨道;叠包挡板组件121后部加装流利条顶升组件122。流利条顶升组件122上的流利条设置在第一辊筒输送机123上辊筒的空隙间。
107.叠包挡板组件121包括上挡板组件1211和下挡板组件1212,2个挡板组件均包括气缸和有气缸推动的挡板。2个挡板开合可以挡齐或放行辊子轨道上双层的料包1。叠包挡板组件121前端上方连接料包提升机8,二者配合完成双层料包的叠放;叠包挡板组件121后端上方连接倒龙门推包机9,叠包后传输而来的双层料包经倒龙门推包机9推至排垛滚筒输送机10上。如图10所示。
108.具体的,如图11所示,料包提升机8包括提升安装架81、提升回转机构82和提升机械夹爪83;提升回转机构82连接固定在提升安装架81上;提升机械夹爪83连接在提升回转机构82上。提升安装架81为框架结构,提升回转机构82和提升机械夹爪83顺序吊装固接在提升安装架81的框架结构内。提升回转机构82上设置有偏心连接的回转电机822用于产生旋转力。提升机械夹爪83用于抓取、提升和旋转料包1.
109.料包1在料包提升机8中被进行提升、叠包,在叠包挡板组件121处被挡齐后放行到流利条顶升组件122,由倒龙门推包机构9推至排垛滚筒输送机10上。
110.倒龙门推包机9包括推包板93、推包竖直位移单元、推包水平位移单元、倒龙门承载板96和倒龙门框架95。
111.推包水平位移单元包括第一倒龙门导向杆94和水平无杆气缸组,水平无杆气缸组包括第一龙门无杆气缸92、第二倒龙门无杆气缸;倒龙门承载板96连接在水平无杆气缸组的滑动部分;第一倒龙门导向杆94导向连接倒龙门承载板96;水平无杆气缸组作为驱动装置带动倒龙门承载板96及其附着件做水平位移。
112.推包板93连接在竖直位移单元下端;竖直位移单元包括倒龙门提升气缸91和倒龙门直线轴承98;倒龙门提升气缸91连接在倒龙门承载板96上;倒龙门提升气缸91的输出端为第二倒龙门导向杆99;第二倒龙门导向杆99中部穿过倒龙门直线轴承98,端部悬吊推包板93;倒龙门提升气缸91作为驱动装置,通过带动第二倒龙门导向杆99上、下往复位移,从而带动推包板93上、下位移。
113.本实施例优选的,转弯辊筒输送机6、转向皮带输送机7、压包皮带输送装置13,以及由料包提升机8、倒龙门推包机9和叠包辊筒输送机12构成的叠包装置,共同构成料包输送整理装置3。
114.料包1通过龙门推包机9进入排垛辊筒输送机组10。由于分拨装置5将料包的输送通道变为两路,此处的排垛辊筒输送机组10包括2个排垛辊筒输送机,且输送方向相向。
115.具体的,如图13所示,排垛辊筒输送机组10包括排垛辊道和边挡板101。排垛辊道包括排垛基座、排垛基座上的电机和支撑台、支撑台的链轮传动机构和传动机构连接的棍子轴承。相对的滚子轴承上设置有辊筒103。排垛基座上的电机带动辊筒103转动,边挡板101进行导向,叠包的料包在排垛辊筒输送机组10平稳通过,进入码垛装置。
116.排垛辊筒输送机组10上在边挡板101还设置有传感器102。传感器102用于检测排垛辊道上叠包料包排垛完成的信息。排垛辊道也是后续垛叉装置11中的垛叉体11218的作业空间,即垛叉装置11中的垛叉体11218进入到排垛辊筒输送机组10的辊筒103间隙中,垛叉体11218被提升,将料包1托起,转送入料包运输车的舱体。
117.2个相向传输的排垛辊筒输送机对接,构成排垛辊筒输送机组10,形成码垛装置的工作区间。
118.码垛装置包括码垛装置11,还包括配合使用的安装在移动平台141上的检测装置18和触碰感应装置19。
119.码垛装置11用于将排垛辊筒输送机组10上的料包1转运到料包运输车,包括移动旋转组件111和垛叉组件112。如图14所示。
120.移动旋转组件111包括移动旋转组件111包括码垛装置基础框架、横向移动平台、纵向移动平台和竖直移动平台。其中,码垛装置基础框架固接在移动升降装置14上,横向移动平台固接在码垛装置基础框架上;纵向移动平台固接在横向移动平台上,竖直移动平台固接在纵向移动平台上。竖直移动平台输出端固接垛叉组件112。移动旋转组件111带动垛叉组件112做横向和纵向的平面运动,以及数值方向的垂直移动。
121.垛叉组件112包括垛叉安装框架11217、垛叉单元、挡垛板单元。垛叉安装框架11217下端面后部滑动连接垛叉单元;垛叉单元带动其上的垛叉体11218在垛叉安装框架11217内沿导向结构做横向和纵向位移;
122.垛叉安装框架11217下端面前部滑动连接挡垛板单元。挡垛板单元带动其上的挡垛板1129在垛叉安装框架11217内沿导向结构做横向和纵向位移。
123.垛叉单元和挡垛板单元的联动可以缩短码垛时垛叉位置调整和释放料包1时的位置找正时间,便于垛叉精准定位,从而有利于消除码垛过程中料包1间的间隙和料包运输车仓体内料包1的排间距。
124.如图15所示,检测装置18固接在移动平台141下端面上,优选为移动平台141下端面上中部。检测装置18包括电动推杆181、激光测距器182、旋转杆183、第一检测铰链座184
和第二检测铰链座185。第一检测铰链座184和第二检测铰链座185通过紧固件;旋转杆183第一端固接在第一检测铰链座184上,第二端固接激光测距器182;电动推杆181第一端固接在第二检测铰链座185上,第二端铰接在旋转杆183的中部。多个激光测距器182可以测量料包运输车辆的位置以及车舱的长、宽、深;测量后的信息反馈给中控系统,使码垛装置11准确地将料包放入车舱内;不工作时,电动推杆181通过收回推杆,使旋转杆183处于水平状态,平行于地面,安装于移动平台141下部,优选为移动平台141最前端下部的中间的位置,靠近驾驶室。
125.如图16所示,触碰感应装置19安装于移动平台141下部,优选为移动平台前端下部居中布置,位于检测装置18后部、车舱的中间。
126.触碰感应装置19包括触碰感应架和触碰感应器191。触碰感应架包括横杆192、通过触碰直线轴承196安装在横杆192上的第一触碰安装板194、安装在横杆192两端头的第二触碰安装板195。
127.弹簧组件193由长螺钉1931、锁紧螺母一1932、锁紧螺母二1933、压缩弹簧1934等组成,如图17所示。弹簧组件193一端连接在第一触碰安装板194上,另一端挂接接在横杆192上;触碰感应器191设置在第二触碰安装板195上。触碰直线轴承196焊接在横杆192上;触碰感应装置的感应端伸入到了横杆内部,感应端弯曲就可触发触碰感应装置,使其工作。
128.移动升降装置14下降,料包运输车舱体侧栏板顶着横杆192沿着长螺钉1931方向移动,使插入在横杆192内的触碰感应器191感应端弯曲,这时,触碰感应器191发出移动升降平台14到达目标位置的信号,控制系统发出指令,使得移动升降平台14停止下降,垛叉开始码垛装车。
129.移动升降平台14上升时,在压缩弹簧1934的作用下,将横杆192推向最远处,触碰感应器191由受力弯曲回弹变直,返回到原始状态,不工作。
130.料包运输车就位。当检测装置18和触碰感应装置19功能完成,码垛装置开始将排好垛的一排叠包的料包从排垛辊筒输送机组10上托起,转运到料包运输车车舱里,并排列整齐。
131.综上,本发明的料包输送甬道4作为料包输入端,用于传输料包1;料包输送甬道4末端还起升降连接作用;分拨装置5用于将传输而来的料包分拨成左右两路;转向皮带输送机7用于将料包1转向90
°
,以便于料包提升机8抓取料包1和适应不同的垛型;压包皮带输送装置13用于将料包压平以及将料包内部的空气排出;料包提升机8结合叠包辊筒输送机12用于将料包叠成两层,其中,料包提升机8将料包提升到一定的高度,方便下一袋料包1到达其正下方;倒龙门推包机9用于将叠好的叠包料包推至排垛辊筒输送机组10上进行排垛;排垛辊筒输送机组10用于将料包1排列成料包运输车辆需要的垛型;码垛装置11用于将排列好的料包1托起,然后各轴联动将料包1放入车舱内;移动升降装置14用于将移动平台141顶升到某一高度,以便料包运输车进入,进行装料;移动升降装置14前后移动,完成整个车舱的装填;爬梯15用于人员上、下;支撑平台16用于承放料包输送甬道4,料包输送甬道4可以是多段甬道连接而成;移动底板车143上的固定导轨用于承载移动升降装置14;检测装置18用于检测料包运输车辆位置以及料包运输车辆大小、深度;触碰感应装置19用于决定移动升降装置14下降的高度。
132.以上仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此;任何
熟悉本技术领域的技术人员在本发明揭露的技术范围内;可轻易想到的变化或替换都应涵盖在本发明的保护范围之内。同时;凡搭载了本装置的设备;以扩大应用领域并产生复合的技术效果;都属于本方法发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1