卷绕机变径卷针的控制方法、电子设备和存储介质与流程
本发明属于电池制造设备,尤其涉及一种卷绕机变径卷针的控制方法、电子设备和存储介质。
背景技术:
1、卷绕机在生产过程中,由于隔离膜、正极、负极存在料卷使用完,需要更换来料的情况。但由于来料的隔离膜的厚度在30um-40um之间波动,隔离膜来料厚度不稳定、正负极片厚度偏差以及极耳来料模切尺寸偏差等原因,造成卷绕出来的电芯极耳错位。市场上现有的卷绕机是通过人工经验观察电芯的错位量及错位方向,在卷针表面上贴铁氟龙来改变卷针的周长的方式,来调节电芯的极耳错位。但此方式存在人工干预调节,没有数据支持,一次换料需要多次调整才能达到极耳对齐稳定的效果,调整的效率低且良率低。
技术实现思路
1、以下是对本文详细描述的主题的概述。本概述并非是为了限制权利要求的保护范围。
2、本发明实施例提供了一种卷绕机变径卷针的控制方法、电子设备和存储介质,不但能够提高调整效率,而且还能够提高产品的良率。
3、第一方面,本发明实施例提供了一种卷绕机变径卷针的控制方法,应用于卷绕机中的控制器,所述卷绕机还包括图像传感器、驱动组件和变径卷针,所述控制器与所述图像传感器通信,所述控制器还用于通过所述驱动组件调整所述变径卷针;
4、所述控制方法包括:
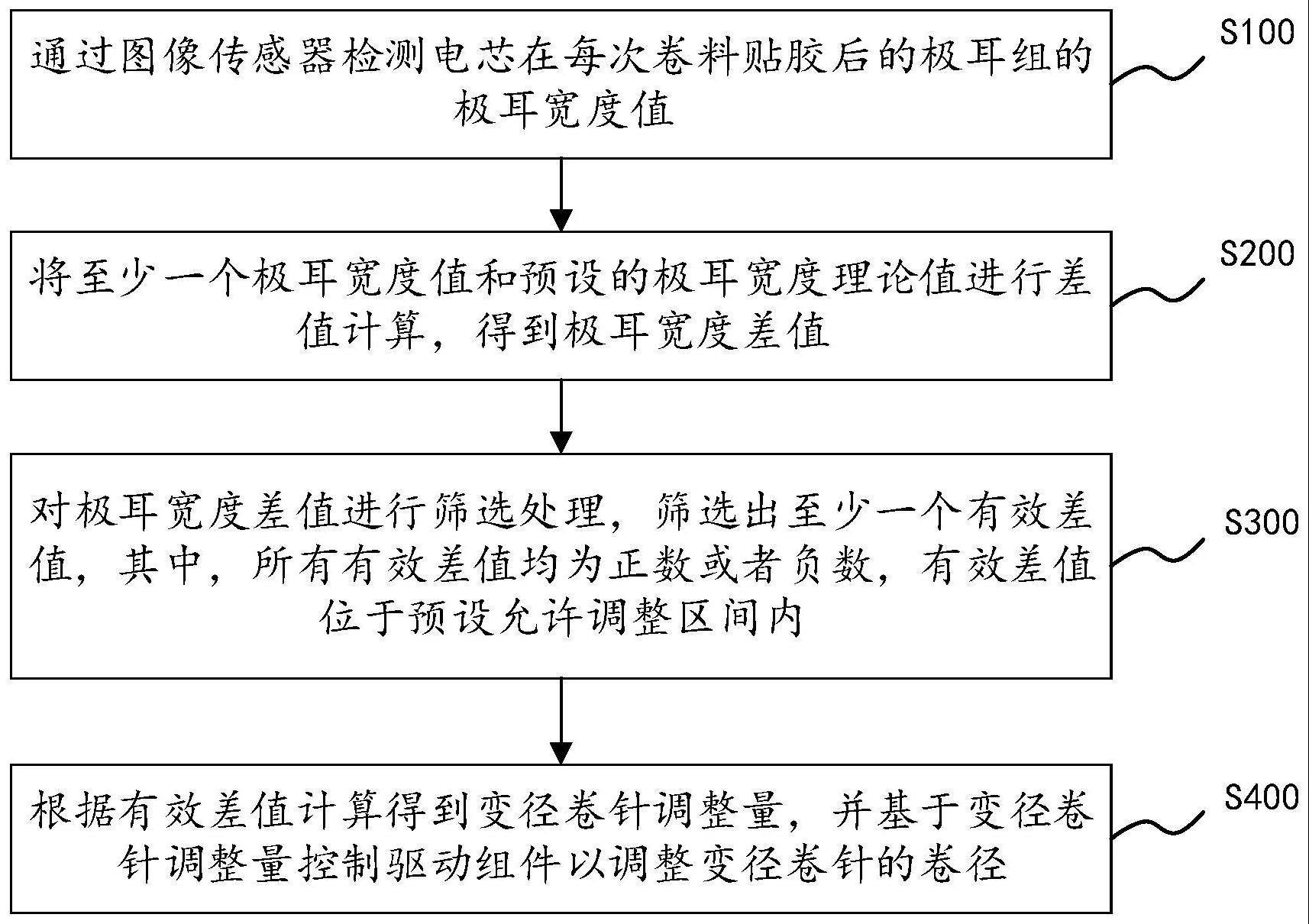
5、通过所述图像传感器检测电芯在每次卷料贴胶后的极耳组的极耳宽度值;
6、将至少一个所述极耳宽度值和预设的极耳宽度理论值进行差值计算,得到极耳宽度差值;
7、对所述极耳宽度差值进行筛选处理,筛选出至少一个有效差值,其中,所有所述有效差值均为正数或者负数,所述有效差值位于预设允许调整区间内;
8、根据所述有效差值计算得到变径卷针调整量,并基于所述变径卷针调整量控制所述驱动组件以调整所述变径卷针的卷径。
9、在一些实施例中,所述通过所述图像传感器检测电芯在每次卷料贴胶后的极耳组的极耳宽度值,包括:
10、通过所述图像传感器采集电芯在每次卷料贴胶后的极耳组的图像信息;
11、对所述图像信息进行识别处理,识别出所述极耳组中的首个极耳和最后一个极耳;
12、计算出所述首个极耳相对于预设基准位置之间的第一距离值,以及计算出所述最后一个极耳相对于所述预设基准位置之间的第二距离值;
13、根据所述第一距离值和所述第二距离值计算得到极耳宽度值。
14、在一些实施例中,所述对所述极耳宽度差值进行筛选处理,包括:
15、获取所述图像传感器的图像采集次数和预设的纠偏频率;
16、当所述图像采集次数达到所述纠偏频率,对所述极耳宽度差值进行筛选处理。
17、在一些实施例中,所述对所述极耳宽度差值进行筛选处理,筛选出至少一个有效差值,包括如下之一:
18、对所述极耳宽度差值进行分类处理,得到只存储为正数的极耳宽度差值的第一数组;从所述第一数组中剔除绝对值位于预设允许调整区间外的极耳宽度差值,得到存储有至少一个有效差值的新的第一数组;
19、对所述极耳宽度差值进行分类处理,得到只存储为负数的极耳宽度差值的第二数组;从所述第二数组中剔除绝对值位于预设允许调整区间外的极耳宽度差值,得到存储有至少一个有效差值的新的第二数组。
20、在一些实施例中,所述根据所述有效差值计算得到变径卷针调整量,包括如下之一:
21、对所有所述有效差值进行排序处理,得到排序后的有效差值;从所述排序后的有效差值中计算出中位值,并根据所述中位值计算得到变径卷针调整量;
22、计算出所有所述有效差值的平均值,并根据所述平均值计算得到变径卷针调整量。
23、在一些实施例中,所述变径卷针设置有变径滑块,所述变径滑块设置有用于调整所述变径卷针的卷径的斜面;所述控制方法包括如下之一:
24、在采用所述中位值计算变径卷针调整量的情况下,根据所述中位值计算得到变径卷针调整量的公式如下:变径卷针调整量=中位值/电芯卷绕圈数/π/tanθ;其中,所述θ为所述斜面的倾斜角度;
25、在采用所述平均值计算变径卷针调整量的情况下,根据所述平均值计算得到变径卷针调整量的公式如下:变径卷针调整量=平均值/电芯卷绕圈数/π/tanθ;其中,所述θ为所述斜面的倾斜角度。
26、在一些实施例中,所述预设允许调整区间为大于预设的极耳宽度调整阈值并且小于预设的卷针调整最大限制值的数值区间,其中,所述极耳宽度调整阈值用于界定是否需要调整所述变径卷针的卷径,所述卷针调整最大限制值用于表征所述变径卷针的最大调整幅度。
27、在一些实施例中,所述极耳组为阳极极耳组或者阴极极耳组,所述极耳宽度差值为正数表征极耳朝电芯的外边沿方向错位,所述极耳宽度差值为负数表征极耳朝电芯的中间方向错位。
28、第二方面,本发明实施例还提供了一种电子设备,包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如上述第一方面所述的卷绕机变径卷针的控制方法。
29、第三方面,本发明实施例还提供了一种计算机可读存储介质,存储有计算机可执行指令,所述计算机可执行指令用于执行如上述第一方面所述的卷绕机变径卷针的控制方法。
30、本发明实施例包括:首先,本发明实施例会通过图像传感器检测电芯在每次卷料贴胶后的极耳组的极耳宽度值;然后,将至少一个极耳宽度值和预设的极耳宽度理论值进行差值计算,得到极耳宽度差值;接着,对极耳宽度差值进行筛选处理,筛选出至少一个有效差值,其中,所有有效差值均为正数或者负数,有效差值位于预设允许调整区间内;最后,本发明实施例会根据有效差值计算得到变径卷针调整量,并基于变径卷针调整量控制驱动组件以调整变径卷针的卷径。根据本发明实施例的技术方案,首先,本发明实施例通过图像传感器的检测方式来得到极耳宽度差值,区别于现有技术中通过人工经验来观察电芯的方式,从而提高了生产效率;其次,本发明实施例还会从极耳宽度差值中筛选出有效差值,剔除了无效差值,使得后续计算得到的变径卷针调整量更加准确,从而提高了产品的良率;最后,本发明实施例是通过控制驱动组件来调整变径卷针的卷径,区别于现有技术中通过贴铁氟龙来改变卷针周长的方式,从而也提高了生产效率。
31、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
技术特征:
1.一种卷绕机变径卷针的控制方法,其特征在于,应用于卷绕机中的控制器,所述卷绕机还包括图像传感器、驱动组件和变径卷针,所述控制器与所述图像传感器通信,所述控制器还用于通过所述驱动组件调整所述变径卷针;
2.根据权利要求1所述的控制方法,其特征在于,所述通过所述图像传感器检测电芯在每次卷料贴胶后的极耳组的极耳宽度值,包括:
3.根据权利要求1所述的控制方法,其特征在于,所述对所述极耳宽度差值进行筛选处理,包括:
4.根据权利要求1所述的控制方法,其特征在于,所述对所述极耳宽度差值进行筛选处理,筛选出至少一个有效差值,包括如下之一:
5.根据权利要求1所述的控制方法,其特征在于,所述根据所述有效差值计算得到变径卷针调整量,包括如下之一:
6.根据权利要求5所述的控制方法,其特征在于,所述变径卷针设置有变径滑块,所述变径滑块设置有用于调整所述变径卷针的卷径的斜面;所述控制方法包括如下之一:
7.根据权利要求1至6中任意一项所述的控制方法,其特征在于,所述预设允许调整区间为大于预设的极耳宽度调整阈值并且小于预设的卷针调整最大限制值的数值区间,其中,所述极耳宽度调整阈值用于界定是否需要调整所述变径卷针的卷径,所述卷针调整最大限制值用于表征所述变径卷针的最大调整幅度。
8.根据权利要求1至6中任意一项所述的控制方法,其特征在于,所述极耳组为阳极极耳组或者阴极极耳组,所述极耳宽度差值为正数表征极耳朝电芯的外边沿方向错位,所述极耳宽度差值为负数表征极耳朝电芯的中间方向错位。
9.一种电子设备,其特征在于,包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如权利要求1至8中任意一项所述的控制方法。
10.一种计算机可读存储介质,其特征在于,存储有计算机可执行指令,所述计算机可执行指令用于执行如权利要求1至8中任意一项所述的控制方法。
技术总结
本发明提供了一种卷绕机变径卷针的控制方法、电子设备和存储介质,包括:通过图像传感器检测电芯在每次卷料贴胶后的极耳组的极耳宽度值;将至少一个极耳宽度值和预设的极耳宽度理论值进行差值计算,得到极耳宽度差值;对极耳宽度差值进行筛选处理,筛选出至少一个有效差值,所有有效差值均为正数或者负数,有效差值位于预设允许调整区间内;根据有效差值计算得到变径卷针调整量,并基于变径卷针调整量控制驱动组件以调整变径卷针的卷径。本发明通过图像传感器的检测方式来得到极耳宽度差值,提高了生产效率;通过筛选有效差值,剔除无效差值,使得变径卷针调整量更准确,提高了产品良率;通过控制驱动组件调整变径卷针的卷径,提高了生产效率。
技术研发人员:请求不公布姓名
受保护的技术使用者:广东利元亨智能装备股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!