片材处理设备的制作方法
1.本发明涉及一种片材处理设备。
背景技术:
2.专利文献1(日本专利申请公开no.2021-014355)公开了一种用于在输送片材的同时对片材进行打孔的片材处理设备。
技术实现要素:
3.在用于在输送片材的同时对片材进行打孔的片材处理设备中,在所涉及的产品大小和成本增加的情况下,提供用于检测片材的输送速度的专用检测装置成问题。
4.鉴于以上考虑达成的本发明的目的在于提供一种允许缩减产品体积增加和成本增加的片材处理设备。
5.本发明提供了一种片材处理设备,包括:
6.输送单元,所述输送单元被配置为具有在输送方向上输送片材的辊;
7.第一检测装置,所述第一检测装置在所述输送方向上设置在所述输送单元的下游;
8.第二检测装置,所述第二检测装置在所述输送方向上设置在所述第一检测装置的下游;
9.打孔单元,所述打孔单元被配置为具有在片材中执行打孔的冲头;以及
10.控制单元,其中
11.所述第一检测装置和所述第二检测装置均检测正在输送的片材的前缘的通过,并且
12.所述控制单元基于所述第一检测装置和所述第二检测装置的检测结果来计算片材的实际输送速度,并且基于所述实际输送速度来控制所述辊的旋转,使得片材以预确定目标速度被输送。
13.本发明还提供了一种片材处理设备,包括:
14.输送单元,所述输送单元被配置为具有在输送方向上输送片材的辊;
15.检测装置,所述检测装置在所述输送方向上设置在所述输送单元的下游;
16.打孔单元,所述打孔单元被配置为具有在片材中执行打孔的冲头;以及
17.控制单元,其中
18.所述检测装置检测正在输送的片材的前缘和后缘的通过,并且
19.所述控制单元基于片材的前缘和后缘的通过的相应定时和片材在输送方向上的长度来计算片材的实际输送速度,并且基于所述实际输送速度来控制所述辊的旋转,使得片材以预确定目标速度被输送。
20.本发明还提供了一种片材处理设备,包括:
21.输送单元,所述输送单元被配置为在输送方向上输送片材;
22.检测装置,所述检测装置多次检测片材在输送方向上的端部部分;
23.打孔单元,所述打孔单元被配置为具有在片材中执行打孔的冲头;以及
24.控制单元,其中
25.所述检测装置基于多次检测所述端部部分时的相应定时来计算片材的实际输送速度,并且基于所述实际输送速度来控制所述输送单元,使得片材以预确定目标速度被输送。
26.本发明能够提供一种片材处理设备,其允许缩减产品体积增加和成本增加。
27.本发明的另外的特征将从以下参考附图对示例性实施例的描述变得显而易见。
附图说明
28.图1是实施例1的片材处理设备和成像设备的示意性横截面图;
29.图2a至图2c是说明冲头单元的示意图;
30.图3a至图3h是例示在冲头旋转角与冲头位置传感器的信号之间的关系的图;
31.图4a和图4b是例示冲头单元的移动机构的图;
32.图5a至图5h是用于说明实施例1的片材输送和打孔步骤的俯视图;
33.图6a和图6b是用于说明实施例1的时序图的先决条件的图;
34.图7a至图7e是实施例1的时序图;
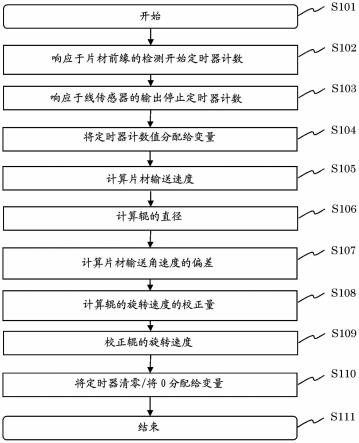
35.图8是实施例1的输送速度调整的流程图;
36.图9是实施例2的片材处理设备和成像设备的示意性横截面图;
37.图10是实施例3的片材处理设备和成像设备的示意性横截面图;并且
38.图11是实施例4的片材处理设备和成像设备的示意性横截面图。
具体实施方式
39.参考附图,以下将例示性地说明用于实施本发明的实施例。然而,实施例中描述的构成部分的尺寸、材料、形状和相对布置将根据应用本发明的设备的配置并根据各种条件来适当地进行修改。就是说,本发明的范围不意在限于以下实施例。
40.本发明可被视为检测在输送片材(诸如纸张)时的速度的输送速度检测装置。本发明也可被视为设置有这种输送速度检测装置的输送装置。本发明也可被视为对输送的片材执行预确定处理(诸如打孔和装订)的片材处理设备。这种片材处理设备可连接到成像设备,并且可处理图像已经在成像设备中形成在其上的片材。在那种情况下,片材处理设备也可称为排纸处理设备或后处理设备。片材处理设备可构成成像设备的一部分。
41.实施例1
42.设备的具体的配置和操作
43.图1例示了在其中实现本发明的成像设备1、图像读取装置2、原稿送入装置3和纸张后处理设备4(片材处理设备)的示意性横截面图。首先将说明每个装置的简单操作,接着详细地说明在纸张后处理设备4中的打孔操作。
44.成像设备
45.放置在原稿送入装置3的原稿托盘18上的原稿被输送到图像读取单元16、19。图像读取单元16、19读取原稿的相应的对向表面;因此,图像读取单元16和19可在单一一次纸张
运送中完成对双面原稿的读取。原稿被排出到原稿弹出单元20。图像读取装置2通过由受驱动装置17促动的由图像读取单元16进行的来回扫描来允许读取无法使用原稿送入装置3的原稿(诸如小册子原稿)。
46.然后,执行成像操作,其中由图像读取单元16、19读取的图像和从服务器或计算机(未示出)传输的图像由设置在成像设备1中的控制器(未示出)展开和调整。
47.成像设备1中设置了多个送纸装置6,该多个送纸装置容纳多张纸张(片材sh)并且以预确定送入间隔一个接一个送入纸张。从送纸装置6送入的每个纸张的偏斜由定位辊7校正;然后,片材被输送到被可旋转地支撑在成像盒8中的感光鼓9和已经被充电到预确定电荷的转印辊10。感光鼓9在成像盒中经历曝光、充电、潜像形成和显影步骤,由此在感光鼓9的表面上形成调色剂图像。潜像形成由激光扫描仪单元15完成,该激光扫描仪单元通过借助透镜在垂直于输送方向的方向上用闪烁激光扫描多面镜来形成图像。
48.在其上形成有调色剂图像的纸张经由定影单元11被送入到水平输送单元14,该定影单元通过对调色剂的加热和加压来将调色剂定影在纸张上。在双面打印的情况下,纸张被暂时输送到反转辊12,并且被转回以翻转纸张的前缘和后缘,然后,该纸张被送到再送入输送单元13,并且在预定定时被输送到定位辊7,此后,执行第二次成像。
49.成像设备1包括控制单元200。控制单元200是包括计算资源(诸如处理器和存储器)的信息处理装置。控制单元200基于由用户输入的用户指令并基于来自各种传感器的检测信息来控制各种构成元件(诸如成像设备1、图像读取装置2、原稿送入装置3、纸张后处理设备4)的操作。控制单元200通过利用信息处理功能可起到下述计算单元的作用。这里,可使用由成像设备1和纸张后处理设备4共享的控制单元200;替代地,成像设备1和纸张后处理设备4可各自具有相应独有信息处理装置。可采用设置在与成像设备1和纸张后处理设备4的位置不同的位置处的控制单元200经由通信装置控制成像设备1和纸张后处理设备4的配置。
50.片材处理设备
51.从水平输送单元14输送的纸张由纸张后处理设备4(片材处理设备)的入口辊21送交。在水平输送单元14中,未示出的单向离合器内置在未示出的驱动构件中,使得当纸张在与输送方向相同的方向上被拉动时,输送辊空转,目的是吸收在纸张后处理设备4中的输送速度与在水平输送单元14中的输送速度之间的差异。
52.片材输送方向前缘检测装置27设置在入口辊21的下游。片材输送方向前缘检测装置27检测由入口辊21接收的片材的前缘和后缘的通过,以及卡纸的存在或不存在。例如,反射式光学传感器、透射式光学传感器或检测在辊夹持部分处的应变的应变检测传感器可用作片材输送方向前缘检测装置27。
53.线传感器61、照明单元63和旋转式冲头单元62设置在片材输送方向前缘检测装置27的下游。线传感器61和照明单元63具有检测片材的端部的功能。旋转式冲头单元62连接到打孔马达m1、端部位置调整马达m2、冲头位置传感器s1和冲头端部位置原始位置传感器s2。在本实施例中,步进马达用于冲头202和模子205两者。在本实施例中,线传感器61、照明单元63和旋转式冲头单元62在片材打孔时使用。打孔/不打孔指令是从例如装配于成像设备1、图像读取装置2或原稿送入装置3的未示出的触摸面板输入。这种打孔的细节将在总体说明之后进行描述。
54.缓冲前辊22基于片材输送方向前缘检测装置27检测的后缘通过时间来在预定定时使纸张加速。预定定时这里是指在打孔时在片材中的最后的孔的打孔完成之后的时间点,并且是指在非打孔期间紧接在片材的后缘已经通过之后的时间点。在纸张的排出目的地是排纸上托盘25的情况下,在纸张的后缘已经到达缓冲前辊22与反转辊24之间的阶段,纸张被减速到预定排纸速度;于是纸张被排出到排纸上托盘25上。
55.在排纸目的地是排纸下托盘37的情况下,在纸张的后缘通过被未示出的弹簧在图中顺时针方向上推压的止回阀的定时,纸张暂时地停止;然后,纸张被转回并输送到内排纸辊26。当纸张的前缘到达内排纸辊26时,反转辊24释放夹持,并且准备好接收指向反转辊24的后续纸张。在纸张被夹持在内排纸辊之间的状态下,内排纸辊26的驱动暂时地中止;然后,与后续片材的通过同时地,内排纸辊26在反向方向上再次输送纸张。因此,纸张缓冲通过先前片材和后续片材的叠加来执行。由于通过内排纸辊26进行的反复转回,这种纸张缓冲允许多个片材将被缓冲,不管纸张的长度如何。
56.从内排纸辊26输送的纸张经由中间输送辊28被送到踢纸辊29,并且被输送到由中间装载上引导件31和中间装载下引导件32组成的中间装载区段39。竖直对准参考板32a设置在中间装载区段39中的中间装载下引导件32的最下游部分处;这里,纸摞通过使每个纸张在输送方向上的端部部分抵靠竖直对准参考板32a来对准。
57.柔性按压引导件56固定在中间装载上引导件中,并且在预定按压力下与中间装载区段39中的纸张进行接触。用于将已经通过踢纸辊29的纸张推入竖直对准参考板32a中的半月辊33在按压引导件56的下游被可旋转地支撑在中间装载上引导件31上。在纸张的后缘通过中间装载前传感器38之后,半月辊33在预定定时朝向竖直对准参考板32a输送纸张。半月辊33被调整到某一输送压力,以便在纸张已经与竖直对准参考板32a进行接触之后滑过纸张。
58.在踢纸辊29的下游,可旋转地支撑有压摞标志(bundle hold-down flag)30,该压摞标志抑制纸张的后缘的抬起,使得装载在中间装载区段39上的纸张的后缘和后续纸张的前缘彼此不干扰。在纸张已经到达竖直对准参考板32a之后,未示出的水平对准撞纸器在未示出的水平对准参考板上执行对准操作,由此使纸摞对准。
59.在预定数量的纸张的对准结束之后,由未示出的装订器执行装订操作。此后,连接到引导件驱动构件35的摞排出引导件34从备用位置朝向摞排出辊36平行地移动,由此将纸摞推出。
60.当纸摞的前缘到达摞排出辊36时,摞排出引导件34停止,并且再次返回到备用位置。摞排出辊36将从摞排出引导件34接收的纸摞排出到排纸下托盘37上。排纸上托盘25和排纸下托盘37借助未示出的相应纸张表面检测传感器顺序地检测纸张表面位置,使得当纸张堆积时,致使排纸上托盘25和排纸下托盘37在a2和b2方向上移动。在检测到装载的纸张已经被取出时,托盘在a1和b1方向上移动,同时被控制使得托盘的顶面的高度一直恒定。
61.关于打孔机构的细节
62.以下将详细地说明打孔。图2a至图2c是例示实施例1中的旋转式冲头单元62的打孔机构的图。在下文中,将以片材sh从在附图中的纸右侧的上游侧朝向在左侧的下游侧输送为前提来说明片材sh。
63.旋转式冲头单元62由冲头202和模子205组成。附图标记201是在箭头203的方向上
旋转的冲头202的旋转轴的中心。附图标记204是在箭头206的方向上旋转的模子205的旋转轴的中心。相位被匹配成使得冲头202的前缘部分和模子205的孔部分彼此适配。
64.具有输入用于打孔的动力的目的的未示出的齿轮也附接到模子205的旋转轴。驱动力从打孔马达m1的未示出的小齿轮输入到上述齿轮。打孔马达m1使用步进马达。
65.通过冲头202以与冲头202的前缘部分的切向速度和片材sh的输送速度相同的角速度的旋转,实现了在被输送时可对片材sh进行打孔的配置。
66.打孔涉及以下机制。图2a是图示片材sh与冲头202的前缘部分进行接触并且打孔被发起的状态的图。在以下的说明中,该状态将称为打孔开始位置。图2b是图示冲头202的前缘部分和模子205彼此完全地适配并且对片材sh的打孔完成的状态的图。在以下的说明中,该状态将称为打孔完成位置。图2c是在打孔结束之后冲头202的前缘部分从片材sh完全地移开的图。在以下的说明中,该状态将称为冲头分离位置。术语打孔开始位置、打孔完成位置和冲头分离位置也将用于说明进一步描述的片材偏斜校正。为了方便地说明而仅使用诸如钻孔位置或打孔位置等表达将会造成说明混乱,并且因此,本文不利用此类表达。
67.就打孔定时方面,在片材输送方向前缘检测装置27已经检测到片材sh的前缘部分通过之后,可通过致使冲头202在预定定时旋转来以各种孔间距对片材进行打孔。
68.如以上所说明,实施例1的旋转式冲头单元62允许在片材正在被输送的同时对片材进行打孔。
69.图3a至图3h是图示在冲头202的旋转角与冲头位置传感器s1的信号之间的关系的图。为了方便地说明,模子205的孔和冲头位置传感器s1以局部剖视图进行描绘。冲头位置传感器s1使用透射式光电传感器。附图标记301是光屏蔽板。光屏蔽板301与模子205的旋转同步地旋转。附图标记302是冲头202的径向方向中心线。冲头位置传感器s1通过与模子205旋转轴的中心204同轴地旋转来屏蔽光或让光通过。将在状态图的说明之后详细地说明冲头位置传感器s1的作用。
70.图3a至图3e例示了状态图。在图中的角的标示中,冲头202装配到模子205中并竖直地设置的状态在图3c中呈0
°
的角。这里,以顺时针旋转方向为正向。图3f例示了冲头位置传感器s1的信号(ps信号)的状态。如果传感器被屏蔽光,则信号为h,而如果传感器让光通过,则信号为l。
71.图3a例示了从0
°
基准起的-46
°
;在该时间点上,冲头202不与模子205啮合。
72.图3b例示了从0
°
基准起的-28
°
;这是冲头202开始与模子205啮合的状态图。该图是参考图2a至图2c说明的打孔开始位置。该位置是位于联结冲头202的旋转轴的中心和模子205的旋转轴的中心的线的上游4mm的位置。图3g中例示的细节a是图3b的部分的放大图,其描绘了光屏蔽板的前缘301a阻挡透射式光电传感器的光路的定时。此时,ps信号从l改变为h。
73.图3c例示了0
°
,其是冲头202的径向方向中心轴线302和模子205的孔中心轴线沿同一直线对准的状态图。该图是参考图2a至图2c说明的打孔完成位置。在该状态图中,片材sh中形成了完整的孔。
74.例示从0
°
基准起的+28
°
的状态图的图3d是冲头202和模子205彼此分离的时刻的状态图。该图是参考图2a至图2c说明的冲头分离位置的图。该位置是位于联结冲头202的旋转轴的中心和模子205的旋转轴的中心的线的下游4mm的位置。图3h中例示的细节b是图3d
的部分的放大,其描绘了光屏蔽板的后缘301b移离透射式光电传感器的光路的定时。此时,ps信号从h改变为l。
75.图3e是从基准旋转+46
°
的状态图。
76.以下说明冲头位置传感器s1的作用。附图标记301是光屏蔽板,附图标记301a是光屏蔽板前缘,附图标记301b是光屏蔽板后缘,并且附图标记s1a是冲头位置传感器的检测位置。如以上所说明,冲头202装配在模子205中并竖直地设置的状态在图3c中呈0
°
基准。
77.冲头位置传感器s1具有三个作用。第一作用是在信号切换点处建立冲头202的脉冲原点;在本实施例中,打孔马达m1的脉冲原始位置在图3b中的信号切换点处建立。每次经过该点时,通过将脉冲计数设定为零,校准脉冲偏差。
78.第二作用是查明冲头202是否与模子205啮合。在图3b的状态中,光屏蔽板前缘301a切断冲头位置传感器s1a,冲头位置传感器s1的信号翻转为h,并且冲头202开始与模子205啮合。之后,在图3d的状态中,光屏蔽板的后缘301b通过冲头位置传感器s1a,冲头位置传感器s1的信号翻转为l,并且冲头202与模子205分离。只要信号为h,就限制冲头单元62在片材sh的宽度方向上的移动。因此,冲头单元62无法在左配准方向上移动,并且由在冲头单元62的下游的输送辊的加速引起的对由冲头单元62打孔的片材的强制拉出被禁止。
79.当在冲头单元62中发生卡纸时,还可基于ps信号来确定冲头202是否与片材进行接触。在冲头202与片材进行接触的情况下,可向用户发出警告或指令,从而改善可用性。作为指令,例如,可指示用户通过手动地旋转冲头202来使冲头202离开与片材进行接触的区域。即使关断电源并且不再知道脉冲和冲头202的物理位置,通过检查来自冲头位置传感器s1的信号来确定冲头202的位置是否在冲头202触碰片材的区域处仍然是可能的;因此,减少在原点校准时在冲头202与模子205之间的不必要的空啮合的频率变为是可能的。
80.第三作用是将用于加速和输送片材sh的触发信号传输到的下游侧。一旦冲头202与片材sh中的最后的孔分离,片材sh就可被加速地拉出,并且朝向下游侧输送。图3d例示了该状态。在这种状态下,信号从h到l的改变用作触发。
81.另外的方法涉及在光屏蔽板中切割狭缝、设定冲头202和模子205的原始位置以及基于脉冲来管理该位置。当在该方法中在脉冲与物理位置之间的互相关系丢失时,例如在动力电源从关断切换到接通时,或者由于由卡纸引起的同步性丢失,必需通过旋转冲头202和模子205来搜索原始位置信号。此外,在冲头202通过与片材缠结(例如,由于卡纸)而变得不动的情况下,无法再确定是否必需手动地旋转冲头202并然后拉出片材。因此,在本实施例中尚未采用这种方法。
82.冲头单元移动机构
83.图4是用于致使冲头单元62在片材宽度方向(与片材sh的输送方向相交的方向)上移动的机构的详细图。在图4a中,片材sh从底到顶输送。图4b是从图4a中的箭头a的方向看的图。
84.该机构包括引导轴401和引导轴402以及冲头基部部分403。冲头单元62由冲头基部部分403支撑,并且冲头基部部分403在片材宽度方向(在附图中的左右方向)上由引导轴401和402可移动地支撑。冲头基部部分403的部分403a是齿条。附图标记405是在端部位置调整马达m2与齿条403a之间的空转齿轮。
85.端部位置调整马达m2使用脉冲马达。附图标记s2是参考图2a至图2c说明的冲头端
部位置原始位置传感器。冲头端部位置原始位置传感器s2是光学开关,所述光学开关具有检测功能,所述检测功能是通过在一个封装中彼此相对排列的光发射元件和光接收元件之间由检测对象阻挡光来实现的。附图标记s2a是在偏斜对象侵入冲头端部位置原始位置传感器s2时的信号切换位置。
86.就冲头单元62在片材宽度方向上的原点方面,原始位置是在冲头单元62的部分62a侵入冲头端部位置原始位置传感器s2并到达s2a的信号切换位置时的位置。因此,s2a也是冲头单元62在片材宽度方向上的原点。
87.冲头单元62在片材宽度方向上的位置基于从原始位置s2a输入到端部位置调整马达m2的脉冲数量来进行管理。
88.在偏斜片材sh的情况下的操作
89.在片材sh偏斜的情况下,接下来在垂直于片材sh的输送方向的方向上对距离校正方法进行扩展。图5a(步骤a)至图5h(步骤h)是如从上方看的图2a至图2c的所有视图。作为参考图4a和图4b说明的齿条齿轮机构的冲头单元62被配置为可在垂直于片材sh的输送方向的方向上移动。在参考图4a和图4b说明的齿条齿轮机构中,驱动力是从端部位置调整马达m2供应,原始位置由冲头端部位置原始位置传感器s2辨识,并且此后,该位置基于驱动端部位置调整马达m2的脉冲来进行管理。以上是冲头的宽度方向检测装置的概要。
90.在附图中,单点划线201a表示从图2a至图2c中说明的冲头202的输送方向中心起与片材输送方向成直角延伸的线。单点划线502表示从参考图2a至图2c说明的冲头202的纸宽度方向中心起在输送方向上延伸的线。附图标记503是旋转中心轴线201a和冲头的轴线502的交点,即,是打孔完成位置。
91.如参考图1所说明,片材输送方向前缘检测装置27被设置成用于检测由入口辊21接收的片材的前缘和后缘的通过,并且检测卡塞纸张的存在或不存在。
92.如参考图1所说明,照明单元63被设置成与线传感器61相对,在两者间有片材输送路径。线传感器61和照明单元63具有检测片材在输送方向上的左端部分的功能。片材sh中的附图标记504和505是孔。虚线表示相应的计划打孔位置,并且实线表示相应的打孔完成位置。
93.图5a(步骤a)是偏斜片材sh的纸前缘部分已经到达片材输送方向前缘检测装置27的图。片材输送方向前缘检测装置27的信号于是切换。该阶段在打孔之前,并且因此,片材sh的附图标记504和505指示由虚线表示的计划打孔位置。计算单元(或用作计算单元的控制单元200)在图5a(步骤a)的定时启动定时器。
94.图5b(步骤b)是片材sh的前缘已经到达照明单元63与线传感器61之间的状态。由于片材sh在顶部处反射照明光,因此线传感器变为阴影。线传感器61扫描并检测在与从轴线502直到片材输送方向前缘检测装置27的距离l2相同的单元(未示出)的阴影,由此检测到片材sh的前缘部分已经通过线传感器61;然后,线传感器61输出该检测结果。计算单元的定时器停止。计算单元基于定时器的值(即,片材sh的前缘部分从片材输送方向前缘检测装置27的检测位置移动直到线传感器61的检测位置期间经过的时间)和在片材输送方向前缘检测装置27与线传感器61之间的距离l来计算片材的输送速度。计算单元通过根据关于输送速度的过剩/不足的信息修改辊21、22的旋转速度来执行控制以使片材sh的输送速度保持恒定。
95.图5c(步骤c)示出了片材sh的计划打孔位置504已经到达照明单元63和线传感器61的状态。此时,用于扫描纸端部部分的信号从控制单元200馈送到线传感器61。线传感器61通过检测在线传感器上的并在照明单元63的光束被片材sh反射时出现的阴影差异的边界位置来检测计划打孔位置在片材宽度方向上的端部位置。
96.然后,计算单元计算从计划打孔位置在片材宽度方向上的端部位置到冲头单元62的打孔完成位置503的移动距离e1,该打孔完成位置的位置由以上s2和马达m2管理。
97.图5d(步骤d)是冲头单元62在纸宽度方向上移位了冲头移动距离e1的图。在该时间点上,计划打孔位置504尚未到达在图3b中说明和定义的打孔完成位置503之前4mm的打孔开始位置。就是说,冲头202的前缘部分不与片材sh进行接触。图3a至图3h中的冲头原始位置传感器信号处于l状态。
98.图5e(步骤e)是计划打孔位置504的中心与在片材输送方向上的冲头中心轴线201a重合的状态图。该状态图中的冲头202和模子205的姿态是冲头202和模子205已经到达图3c和图2b中定义的打孔完成位置的状态的那些姿态。冲头202和模子205的姿态与图2b中的姿态相同。
99.图5f(步骤f)是计划打孔位置505已经到达照明单元63和线传感器61的图。类似于图5c(步骤c),此时,用于扫描片材sh的端部部分的信号从控制单元馈送到线传感器61,并且线传感器61通过取决于片材sh的存在或不存在而检测在线传感器上的看起来表现为由片材sh引起的照明单元63的射线的晕影的阴影差异的边界位置来检测计划打孔位置在片材宽度方向上的端部位置。冲头单元62的移动距离e2由未示出的微计算机基于如由冲头的宽度方向检测装置检测到的计划打孔位置在片材宽度方向上的端部位置和冲头单元62在片材宽度方向上的位置来计算。
100.图5g(步骤g)是致使冲头单元62移动了冲头移动距离e2的图。从图5f(步骤f)到图5g(步骤g)的移动与从图5c(步骤c)到图5d(步骤d)的移动相同,并且是在垂直于片材sh的输送方向的方向上的移动;因此,该移动在冲头202的前缘部分与片材sh进行接触前完成。
101.图5h(步骤h)是完成打出孔2的状态。
102.时序图先决条件
103.图6a是在ltr大小(216mm
×
279mm)的片材上打出三个孔的图。箭头601是纸输送方向。孔直径为8mm。从平行于纸输送方向的端部位置直到所有孔的中心的距离为12mm。从在垂直方向上的端部部分到每个孔的中心的距离分别为31.5mm、108mm和108mm。多个孔(在这种情况下,三个)沿输送方向设置。
104.图6b是例示在线传感器61与片材输送方向前缘检测装置27的位置关系的图。这里,距离a是从片材输送方向前缘检测装置27到线传感器61的距离。另外,距离b是从冲头旋转轴201到片材输送方向前缘检测装置的距离。
105.时序图概述
106.将参考图7a至图7e说明实施例1中的时序图的概述。图7a是片材特征点的时序图。竖直轴线表示在片材输送方向上的距离,并且水平轴线表示时间。竖直轴线例示入口辊21、片材输送方向前缘检测装置27、线传感器61、打孔开始位置、打孔完成位置、分离终止和入口辊22的位置。这里,打孔开始位置是指冲头202和模子205开始彼此适配的位置;这指示图2a和图3b中的状态。打孔完成位置是冲头202和模子205彼此完全地适配、冲头202和模子
205的轴线彼此平行并且角定义为0
°
的位置;这指示图2b和图3c中的状态。分离终止是冲头202和模子205彼此不完全地配合的位置;这指示图2c和图3d中的状态。绘制的双点划线从左侧起例示片材前缘、第一孔的中心、第二孔的中心、第三孔的中心和片材的后缘的行为。
107.图7b是片材输送方向前缘检测装置27的时间变迁图。片材sh在片材输送方向前缘检测装置27正下方的情况由信号h表示,并且该片材不在该片材输送方向前缘检测装置正下方的情况由信号l表示。
108.图7c是冲头位置传感器s1的时间变迁图。在冲头22与片材sh之间的接触由信号h表示,并且在冲头22与片材sh之间的分离由信号l表示。
109.图7d是端部位置调整马达m2的时间变迁图。端部位置调整马达m2的操作由信号h表示,并且无操作由信号l表示。
110.图7e是线传感器61的时间变迁图。由传感器的扫描由信号h表示,并且无扫描由信号l表示。
111.图7b、图7c、图7d和图7e的水平轴线代表时间;时间尺度在所有情况下都与图7a中的时间尺度相同。
112.依赖于时序图的打孔操作的说明
113.这里,p0是当从成像设备1输送并送交到入口辊21的片材的前缘部分到达片材输送方向前缘检测装置27时片材输送方向前缘检测装置27切换信号的点。
114.另外,p1是片材sh的前缘部分通过线传感器61的点。与从线传感器61的图5a(步骤a)示出的轴线502直到片材输送方向前缘检测装置27的距离l2相同的未示出的单元处于图5b(步骤b)的其中阴影信号切换的状态。从图5a(步骤a)到图5b(步骤b)的移动所需的距离l和时间计算的片材sh的输送速度对应于从p0到p1的斜率。
115.另外,p2是执行线扫描的第一孔的中心部分(图4a和图4b中的计划打孔位置504),因为左端通过线传感器61。
116.另外,p3表示第一孔的打孔已经开始。冲头单元62的冲头202和模子205的姿态是打孔开始位置的那些姿态,其为图2a示出的状态。
117.在执行p2之后直到p3,计算单元从基于端部位置调整马达m2的脉冲和线传感器61的线扫描结果计算的冲头单元62的位置来计算冲头的移动距离e1,并且将冲头单元62移动到e1。这里,δt1是由线传感器61对在第一计划打孔位置的侧面上的片材宽度方向端部部分的线扫描之后直到冲头单元62开始在片材宽度方向上的偏差校正操作为止的经过时间。此后,从p14到p15,端部位置调整马达m2的信号为h,并且马达被驱动。
118.另外,δt4是从冲孔单元62被校正并在片材宽度方向上移动的操作结束直到如图2a所定义第一孔的打孔的开始为止的经过时间。这指示冲头单元62被校正并在片材宽度方向上移动的操作在如图2a所定义第一孔的打孔的开始之前的δt4内结束。
119.另外,p4是完成第一孔的打孔的位置,并且冲头单元62的冲头202和模子205的姿态是打孔完成位置的姿态,即,图2b和图3d示出的状态。
120.另外,p5是冲头202与第一孔完全地分离的位置。冲头单元62的冲头202和模子205的姿态是冲头分离位置的姿态,其为图2c示出的状态。
121.在p6中,第二孔的中心的左端通过线传感器61,并且因此,线扫描被执行。
122.另外,p7表示第二孔的打孔已经开始。此处冲头单元62的冲头202和模子205的姿
态是打孔开始位置的姿态。
123.在执行p6之后并直到p7,未示出的微计算机从冲头单元62的位置来计算冲头的移动距离e2,,并且将冲头单元62移动到e2,其中所述冲头单元62的位置基于端部位置调整马达m2的脉冲和线传感器61的线扫描结果来计算。另外,δt2是由线传感器61对在第二计划打孔位置的侧面上的片材宽度方向端部部分的线扫描之后直到冲头单元62开始在片材宽度方向上的偏差校正操作为止的经过时间。此后,从p16到p17,端部位置调整马达m2的信号为h,并且马达被驱动。
124.另外,δt5是从冲孔单元62被校正并在片材宽度方向上移动的操作结束直到如图2a所定义第二孔的打孔的开始为止的经过时间。这指示冲头单元62被校正并在片材宽度方向上移动的操作在如图2a所定义第二孔的打孔的开始之前的δt5内结束。
125.另外,p8是完成第二孔的打孔的位置,并且冲头单元62的冲头202和模子205的姿态是打孔完成位置的姿态。
126.另外,p9是冲头202与第二孔完全地分离的位置。冲头单元62的冲头202和模子205的姿态是冲头分离位置的姿态。
127.在p10中,第三孔的中心的左端通过线传感器61,并且因此,线扫描被执行。
128.此处p11指示第三孔的打孔已经开始。冲头单元62的冲头202和模子205的姿态是打孔开始位置的姿态。
129.在执行p10之后并直到p11,未示出的微计算机从冲头单元62的位置来计算冲头的移动距离e2,并且将冲头单元62移动到e2,其中所述冲头单元62的位置基于端部位置调整马达m2的脉冲和线传感器61的线扫描结果来计算。另外,δt3是由线传感器61对在第三计划打孔位置的侧面上片材宽度方向端部部分的线扫描之后直到冲头单元62开始在片材宽度方向上的偏差校正操作为止的经过时间。此后,从p18到p19,端部位置调整马达m2的信号为h,并且马达被驱动。
130.另外,δt6是从冲孔单元62被校正并在片材宽度方向上移动的操作结束直到如图2a所定义第三孔的打孔的开始为止的经过时间。这指示冲头单元62被校正并在片材宽度方向上移动的操作在如图2a所定义第三孔的打孔开始前的δt6内结束。
131.另外,p12是完成第三孔的打孔的位置,并且冲头单元62的冲头202和模子205的姿态是打孔完成位置的姿态。
132.另外,p13是冲头202与第三孔完全地分离的位置。冲头单元62的冲头202和模子205的姿态是冲头分离位置的姿态。
133.工艺流程
134.接下来,将参考图8说明输送速度调整流程。本流程可应用于在普通成像时的纸张排出期间的片材处理。本流程也可在与成像不同的定时上(例如,在装备安装时或在维护期间)执行。另外,本发明可用于在与成像操作不同的定时上使用片材处理设备执行片材处理。
135.步骤s101是流程的开始。在步骤s102中,计算单元开始定时器计数。本步骤对应于片材sh的前缘部分到达片材输送方向前缘检测装置27的定时。
136.在步骤s103中,计算单元停止定时器计数。这对应于线传感器61检测片材sh的前缘的定时。在步骤s104中,将在s103中的计数停止时的定时器计数值分配给保持在计算单
元内部的变量t。
137.在步骤s105中,计算单元计算片材的输送速度v1并将此时的辊角速度θ
’1记录在计算单元中。片材输送速度v1由表达式1给出。这里,l是图5a(步骤a)中说明的在片材输送方向前缘检测装置27与线传感器61之间的距离。将s103中分配的值分配给t。这里,辊角速度θ
’1是入口辊21在与片材相切的切向方向上的输送速度。
138.[数学式1]
[0139][0140]
(表达式1)
[0141]
在步骤s106中,计算单元基于s105中获得的片材的输送速度v1和此时的辊角速度θ
’1利用表达式2计算辊的直径d1。这里获得的直径d1是实际值。
[0142]
[数学式2]
[0143][0144]
(表达式2)
[0145]
在步骤s107中,接下来,使用表达式3来计算片材输送角速度偏差δθ’。其中θ’是理想辊的角速度,并且d是理想辊的直径。
[0146]
[数学式3]
[0147][0148]
(表达式3)
[0149]
在步骤s108中,接下来,基于片材输送角速度偏差δθ’使用表达式4计算辊的旋转速度的校正量δn。接下来,在步骤s109中,控制单元基于辊的旋转速度的校正量δn来将c校正为目标旋转速度,由此使片材输送速度达到目标速度。例如,存储在存储器或类似装置中的预定目标速度可用作目标速度。
[0150]
[数学式4]
[0151][0152]
(表达式4)
[0153]
在步骤s110中,计算单元将定时器清零,并且将零分配给变量t。在步骤s111中,输送速度调整流程终止。
[0154]
如以上所说明,在本实施例中,通过基于在到达打孔部分之前片材的前缘部分的通过时间计算片材输送速度来控制辊的旋转速度,由此保持片材输送速度恒定。因此,由此得到如下效果:从第一片材起,片材的输送速度就保持恒定,而不受片材的长度公差、输送辊的直径公差或由热膨胀或磨损引起的直径变化的影响。鉴于片材输送速度保持恒定,因此,不必将冲头的定时设定为可变的;这就简化控制程序方面也是有利的。此外,片材输送方向前缘检测装置兼作卡纸检测传感器,并且线传感器还具有检测在冲头孔的左端部分处的偏斜量的功能;这得到降低产品的成本的效果。
[0155]
变型
[0156]
在输送方向上设置在入口辊的下游侧上的检测装置称为第一检测装置,并且设置在第一检测装置更的下游的检测装置称为第二检测装置。在这种情况下,实施例1中的片材输送方向前缘检测装置27自然就是第一检测装置,并且线传感器61是第二检测装置。然而,通过互换在输送方向上的位置,并且使用线传感器61作为第一检测装置和使用片材输送方向前缘检测装置27作为第二检测装置,可实现相同效果。就是说,第一检测装置和第二检测装置中的至少一者是线传感器的配置就足够了。
[0157]
实施例2
[0158]
图9例示了本发明的第二实施例中的成像设备1、图像读取装置2、原稿送入装置3和纸张后处理设备4的示意性横截面图。作为相对于第一实施例的配置差异,这里,不存在线传感器61和照明单元63,并且第二片材输送方向前缘检测装置27b设置在片材输送方向前缘检测装置27的下游侧上。
[0159]
片材输送方向前缘检测装置27和第二片材输送方向前缘检测装置27b检测片材前缘部分的通过,使得基于在两个片材输送方向前缘检测装置之间的检测时滞并基于在传感器之间的距离来计算片材输送速度v1。接下来,如参考图8所说明的那样计算θ’,基于片材输送速度的偏差来计算马达的旋转速度的校正量,并且执行控制,使得片材输送速度是目标速度。
[0160]
如以上所说明,通过基于在片材输送方向前缘检测装置27与第二片材输送方向前缘检测装置27b之间的检测时滞计算片材输送速度来控制辊的旋转速度,由此保持片材输送速度恒定。因此,由此得到如下效果:从第二片材起,片材的输送速度保持恒定,而不受片材的长度公差或不受输送辊的直径公差或由热膨胀或磨损引起的直径变化的影响。鉴于片材输送速度保持恒定,因此,不必将冲头的定时设定为可变的;这就简化控制程序方面是有利的。
[0161]
实施例3
[0162]
图10例示了本发明的第三实施例中的成像设备1、图像读取装置2、原稿送入装置3和纸张后处理设备4的示意性横截面图。作为相对于第一实施例的配置差异,这里,不存在线传感器61和照明单元63。
[0163]
由片材输送方向前缘检测装置27检测片材前缘部分和后缘部分的通过,此后,可基于片材长度和从片材前缘到后缘的通过时间来计算片材输送速度v1,如通过以上检测定时计算的那样。接下来,如参考图8所说明的那样计算θ’,基于片材输送速度的偏差来计算马达的旋转速度的校正量,并且执行控制,使得片材输送速度是目标速度。
[0164]
如以上所说明,通过基于片材的前缘部分和后缘部分的通过时间并基于片材长度计算片材输送速度来控制辊的旋转速度,由此保持片材输送速度恒定。因此,由此得到如下效果:从第二片材起,片材的输送速度保持恒定,而不受片材的长度公差或不受输送辊的直径公差或由热膨胀或磨损引起的直径变化的影响。鉴于片材输送速度保持恒定,因此,不必将冲头的定时设定为可变的;这就简化控制程序方面是有利的。
[0165]
实施例4
[0166]
图11例示了本发明的第四实施例中的成像设备1、图像读取装置2、原稿送入装置3和纸张后处理设备4的示意性横截面图。作为相对于实施例1的差异,这里,不存在片材输送
方向前缘检测装置27;其他特征是相同的。
[0167]
线传感器61还承担片材输送方向前缘检测装置27的功能,并且进一步检测片材后缘部分。前缘和后缘的检测涉及仅扫描在距图5a中的轴线502的距离l2处的单元。如果单元的阴影信号无变化,则重复相同操作。如果单元的阴影信号有变化,则将针对前缘检测到的信号馈送到未示出的计算单元。
[0168]
未示出的计算单元基于片材前缘和后缘的通过时间并基于片材的长度来计算片材的输送速度v1,如关于图8所说明的那样计算θ’,并且基于片材输送速度的偏差来计算马达的旋转速度校正量,并且执行控制,使得片材输送速度是目标速度。
[0169]
如以上所说明,通过基于片材的前缘部分和后缘部分的通过时间并基于片材长度计算片材输送速度来控制辊的旋转速度,由此保持片材输送速度恒定。因此,由此得到如下效果:从第二片材起,片材的输送速度保持恒定,而不受片材的长度公差或不受输送辊的直径公差或由热膨胀或磨损引起的直径变化的影响。鉴于片材输送速度保持恒定,因此,不必将冲头的定时设定为可变的;这就简化控制程序方面是有利的。
[0170]
线传感器61还履行片材输送方向前缘检测装置27的功能,并且因此,片材输送方向前缘检测装置27不是必需的,这得到进一步降低产品成本的效果。另外,线传感器同样地履行检测冲头孔左端部分的偏斜量的功能,这因此而得到降低产品成本的效果。
[0171]
在本发明的各种实施例中,如上所述,检测装置多次检测在输送方向上的片材的前缘或后缘,此后,基于检测结果来计算并校正输送速度。借助这种配置,片材输送速度可保持恒定,而不受例如由磨损、直径公差和/或热膨胀引起的输送辊的直径变化的影响。因此,在片材输送方向上的打孔间距的精度是稳定的。另外,由于片材输送速度被自动地校正,因此,可减轻用户基于打孔结果来进行校准的负担。此外,不需要使在片材输送方向上的打孔定时可变,而可以使其是固定定时,这允许简化控制程序。借助片材输送方向前缘检测装置兼作卡纸检测传感器和用于测量片材偏斜量的传感器这一事实,实现了降低产品成本的进一步效果。
[0172]
虽然已经参考示例性实施例描述了本发明,但是将理解,本发明不限于所公开的示例性实施例。所附权利要求书的范围将被赋予最广泛的解释,以便涵盖所有此类修改以及等同的结构和功能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1