一种自动上下料设备及生产线的制作方法
1.本发明属于产品加工技术领域,尤其涉及一种自动上下料设备及生产线。
背景技术:
2.在非标自动化半导体生产行业内,产品上料、下料是不可或缺的部分。在产品引线焊接过程中,许多物料因体积大、储存不便而采用人工进行上、下料的方式,频繁的上下料导致了人力的浪费和生产效率的降低。而目前常见的tray盘料仓配合机械手的上料、下料方式,虽然可以提高生产效率,但占用空间较大、通用性差;不适合在对安装空间有要求的产品引线焊接生产线中使用。
3.鉴于此,亟需设计一种便于上、下料,通用性强且可提高生产效率的自动上下料设备及产品加工线体。
技术实现要素:
4.旨在克服上述现有技术中存在的技术问题,本发明提供了一种自动上下料设备及生产线生产线管控方法;可有效避免人工频繁上下料、通用性强且提高了生产效率,尤其适合在产品引线焊接生产线中使用。
5.为解决上述现有技术中存在的问题,本发明实施例提供了一种自动上下料设备,用于物料的上料或下料;包括升降料仓装置、取料转移装置和输送装置;
6.所述升降料仓装置包括升降机构和多个间隔设置于所述升降机构上的料仓,每个所述料仓用于上下间隔存放若干所述物料;
7.所述取料转移装置包括移动方向与所述料仓排布方向一致的纵向移动机构,所述纵向移动机构上设有架体,所述架体上安装有第一托举搬运机构和第一输送机构;
8.所述输送装置包括架台、所述架台上安装有第二托举搬运机构和第二输送机构;
9.所述第一托举搬运机构用于将所述料仓内的所述物料托起并搬运至所述第一输送机构上进行上料,所述第一输送机构用于将所述物料输送到所述第二输送机构,所述第二托举搬运机构用于将所述第二输送机构上流转到位的所述物料托起并搬运至加工工位;或者,所述第二托举搬运机构用于将所述加工工位上的所述物料托起并搬运至所述第二输送机构上,所述第二输送机构用于将所述物料输送到所述第一输送机构,所述第一托举搬运机构用于将所述第一输送机构上流转到位的所述物料托起并搬运至所述料仓内进行下料。
10.进一步,所述升降机构上设有与所述料仓一一对应的安装定位机构;
11.所述安装定位机构包括侧定位件、与所述侧定位件相邻设置且用于对所述料仓进行纵向定位的限位件和用于与所述侧定位件配合对所述料仓进行横向定位的侧定位结构;所述侧定位件的顶部设有料仓竖向定位结构。
12.进一步,所述料仓包括两个侧板,两个所述侧板之间设有上连接结构和下连接结构,所述侧板的内壁上上下间隔设有若干用于承载所述物料的隔断;
13.一所述侧板上设置有用于对所述隔断进行端部封堵的封堵结构,所述安装定位机构上设有用于驱动所述封堵结构运动以解除封堵的控制件。
14.进一步,所述第一托举搬运机构和所述第二托举搬运机构的结构相同,均包括支撑台、竖向滑动安装在所述支撑台上的支撑架及安装在所述支撑台上用于驱动所述支撑架运动的升降驱动结构;所述支撑架上滑动安装有定位承托结构、设置有用于驱动所述定位承托结构运动的水平驱动结构。
15.进一步,所述第一输送机构包括两个同步运动的第一带式输送机构,两个所述第一带式输送机构分别设置于所述第一托举搬运机构两侧的所述架体上;
16.所述第二输送机构包括两个同步运动的第二带式输送机构,两个所述第二带式输送机构分别设置于所述第二托举搬运机构两侧的所述架台上;
17.所述第一带式输送机构和所述第二带式输送机构结构相同,均包括两个横向间隔设置的从动带轮、位于所述从动带轮下方的主动带轮以及绕设在所述从动带轮和所述主动带轮上的输送带。
18.进一步,所述自动上下料设备还包括agv转运单元;
19.所述agv转运单元用于将所述料仓转运至所述升降机构,或者用于将所述升降机构上的所述料仓转运至其它工位。
20.本发明实施例提供了一种生产线,包括两个所述的自动上下料设备和产品加工设备;
21.一个所述自动上下料设备用于上料、设置于所述产品加工设备的上游;另一个所述自动上下料设备用于下料、设置于所述产品加工设备的下游。
22.进一步,所述生产线还包括除尘设备和扫码设备;所述除尘设备设置于所述产品加工设备上游的所述输送装置的上游端,所述扫码设备设置于该所述输送装置的下游端。
23.进一步,所述产品加工设备间隔设置有多个,相邻两个所述产品加工设备之间设置有物料中转装置。
24.进一步,所述物料中转装置包括机架,所述机架上相对安装有两个第三托举搬运机构,所述机架上还设置有第三输送机构;
25.上游侧的所述第三托举搬运机构用于将相应所述产品加工设备上的所述物料托起并搬运至所述第三输送机构上,下游侧的所述第三托举搬运机构用于将所述第三输送机构上的所述物料托起并搬运至下游的所述产品加工设备上。
26.由于采用了上述技术方案,本发明取得的有益效果如下:
27.本发明中的自动上下料设备,可根据需要放置于上料工位用于上料或者放置于下料工位用于下料;包括升降料仓装置、取料转移装置和输送装置;升降料仓装置包括升降机构和多个间隔设置于升降机构上的料仓,每个料仓用于上下间隔存放若干物料;取料转移装置包括移动方向与料仓排布方向一致的纵向移动机构,纵向移动机构上设有架体,架体上安装有第一托举搬运机构和第一输送机构;输送装置包括架台、架台上安装有第二托举搬运机构和第二输送机构。第一托举搬运机构可将料仓内的物料托起并搬运至第一输送机构上进行上料,第一输送机构将物料输送到第二输送机构,第二托举搬运机构用于将第二输送机构上流转到位的物料托起并搬运至加工工位;下料时,第二托举搬运机构、第二输送机构、第一输送机构、第一托举搬运机构先后动作。本发明中的生产线包括上述自动上下料
设备。
28.本发明中,间隔布置的多个料仓一方面可避免人工频繁取放物料,另一方面可实现ok、ng物料的分类回收,减少二次分料时间;另外,利用升降料仓装置、取料转移装置和输送装置可以实现物料的自动逐一取料、转移和向加工工位的搬运,整个过程无需机械手的参与,节省了竖向空间,简化了结构且通用性强,提高了生产效率,尤其适合在产品引线焊接生产线中与焊接设备对接使用。
附图说明
29.图1是本发明自动上下料设备的结构示意图;
30.图2是图1中升降料仓装置的结构示意图;
31.图3是图2的部分结构分解图;
32.图4是图1中取料转移装置的结构示意图;
33.图5是图4的结构分解图;
34.图6是图5中第一托举搬运机构的结构分解图;
35.图7是图1中输送装置的结构示意图;
36.图8是图7的结构分解图;
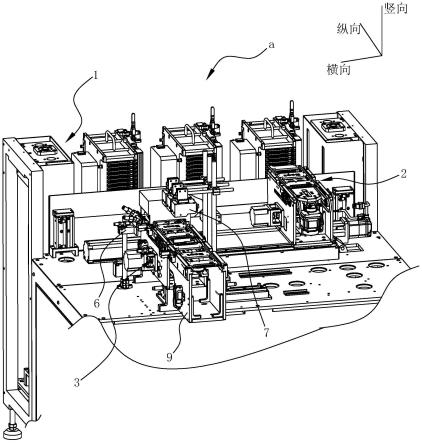
37.图9是本发明生产线第一种实施例的结构示意图;
38.图10是本发明生产线第二种实施例的结构示意图;
39.图11是图10另一视角下的结构示意图;
40.图12是图10中中转装置的结构示意图;
41.图13是图12的部分结构分解图;
42.图中:1-升降料仓装置,11-升降机构,111-第一机架,112-丝杠结构,113-承载台,114-驱动结构,115-导向结构,12-料仓,121-侧板,122-上连接柱,123-封堵结构,1231-挡板,1232-限位连接件,1233-弹性件,124-下连接柱,13-安装定位机构,131-侧定位框,132-l形限位块,133-侧推气缸,134-肘夹结构,135-控制气缸,2-取料转移装置,21-纵向移动机构,211-基板,212-电缸,213-滑轨,22-架体,221-光电检测件,222-底板,223-立板,23-第一托举搬运机构,231-支撑台,2311-直线轴承,232-支撑架,2321-导轨,2322-导向轴,233-升降驱动结构,234-定位承托结构,2341-承托板,2342-滑块,2343-连接座,2344-到位触发件,2345-到位检测件,2346-定位凸起,2347-限位块,2348-限位调节螺栓,235-水平驱动结构,2351-旋转驱动件,2352-主同步带轮,2353-从同步带轮,2354-同步带,24-第一带式输送机构,241-从动带轮,242-主动带轮,243-输送带,25-驱动电机,26-涨紧结构,3-输送装置,31-架台,311-位置调整气缸,32-第二托举搬运机构,33-第二带式输送机构,4-物料,41-定位孔,5-产品加工设备,6-除尘设备,61-氮气吹送机构,62-吸气除尘机构,7-扫码设备,71-水平驱动机构,72-支柱,73-扫码器,8-物料中转装置,81-第二机架,82-第三托举搬运机构,83-第三带式输送机构,84-扫码装置,9-导向架体,a-自动上下料设备。
具体实施方式
43.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并
不用于限定本发明。
44.实施例一:
45.本实施公开了一种可根据需要用于上料或下料的自动上下料设备a,由图1所示,主要包括升降料仓装置1、取料转移装置2和输送装置3。
46.由图2至图8共同所示,本实施例中,升降料仓装置1包括升降机构11和多个间隔设置于升降机构11上的料仓12(上料时,料仓12内存满物料4,下料前,料仓12是空的、便于存放加工后的物料4),每个料仓12用于上下间隔存放若干物料4(本实施例中物料4为存放产品的产品工装)。取料转移装置2包括移动方向与料仓12排布方向一致的纵向移动机构21,纵向移动机构21上设有架体22,架体22上安装有第一托举搬运机构23和第一输送机构。输送装置3包括架台31、架台31上安装有第二托举搬运机构32和第二输送机构。
47.该自动上下料设备a设置于上料工位、用于上料时;第一托举搬运机构23用于将料仓12的相应隔断上的物料4托起并搬运至第一输送机构上进行上料,纵向移动机构21移动到第一转接工位后第一输送机构用于将物料4输送到第二输送机构,第二托举搬运机构32用于将第二输送机构上流转到第二转接工位的物料4托起并搬运至加工工位。该自动上下料设备a设置于下料工位、用于下料时;第二托举搬运机构32用于将加工工位上的物料4托起并搬运至第二输送机构上,第二输送机构用于将物料4输送到第一输送机构,第一托举搬运机构23用于将第一输送机构上流转到位的物料4托起并搬运至料仓12的相应隔断上进行下料。
48.一些实施例中,第一输送机构和第二输送机构为直线往复运动结构,为了增加便于与第一托举搬运机构23和第二托举搬运机构32进行良好对接,本实施例中的第一输送机构包括两个同步运动的第一带式输送机构24,两个第一带式输送机构24分别设置于第一托举搬运机构23两侧的架体22上;第二输送机构包括两个同步运动的第二带式输送机构33,两个第二带式输送机构33分别设置于第二托举搬运机构32两侧的架台31上。
49.本发明中升降机构11上间隔布置多个料仓12,一方面可避免人工频繁取放物料4,另一方面可实现ok、ng物料的分类回收,减少二次分料时间;另外,利用升降料仓装置1、取料转移装置2和输送装置3可以实现物料4的自动逐一取料、转移和向加工工位的搬运,整个过程无需机械手的参与,节省了竖向空间,简化了结构且通用性强,提高了生产效率,尤其适合在产品引线焊接生产线中与焊接设备对接使用。
50.一些实施例中,升降机构11为直线往复运动机构(比如电缸或气缸);为了进一步节省竖向安装空间,拓宽应用场合。本实施例对上述结构作了优化,由图2所示,本实施例优化后的升降机构11包括第一机架111、两个沿料仓12排布方向间隔且转动设置在第一机架111上的丝杠结构112和与丝杠结构112螺纹连接的承载台113;第一机架111上还设置有用于驱动两个丝杠结构112同步转动的驱动结构114;承载台113上设有多个与料仓12一一对应的安装定位机构13。其中,驱动结构114包括支架、设置于支架上的旋转电机、与旋转电机连接的主同步带轮、两个与相应丝杠结构112固定的从同步带轮以及同步带。旋转电机带动主同步带轮旋转,从同步带轮带动丝杠结构112同步转动,进而实现承载台113的升降。
51.为了避免同步带长时间使用发生松弛,影响升降机构11运动的可靠性;本实施例对上述结构作了优化,在主同步带轮两侧的支架上滑动安装调节座,调节座上转动安装有同步带涨紧轮。
52.为了提高承载台113运动的稳定可靠性,本实施例对上述结构作了进一步优化,每个丝杠结构112的两侧的第一机架111上均安装了导向结构115(优选导向轴),承载台113与导向结构115竖向滑动连接。
53.由图3所示,本实施例中,料仓12包括两个侧板121,两个侧板121之间设有上连接件(图中所示为上连接柱122)和下连接件(图中所示为下连接柱124),侧板121的内壁上上下间隔设有若干用于承载物料4的隔断。为了防止搬运料仓12时,物料从隔断上脱出;本实施例在一侧板121上设置了用于对隔断进行端部封堵的封堵结构123,在安装定位机构13上设置了用于驱动封堵结构123运动以解除封堵的控制件(优选控制气缸135)。
54.一些实施例中,封堵结构123包括滑动安装在侧板121上的端板,控制气缸135与端板连接。本实施例中,封堵结构123包括挡板1231、限位连接件1232(优选螺栓)和弹性件1233;挡板1231包括与侧板121平行的安装部和与安装部垂直的封堵部,安装部的一侧设有朝向背离封堵部的方向弯折的弯折受力部;限位连接件1232穿过安装部与侧板121连接,且弹性件1233位于安装部与限位连接件1232的限位部之间;控制气缸135用于推动弯折受力部以使挡板1231运动,不再对隔断进行端部封堵。控制气缸135复位后,在弹性件1233的弹性力,挡板1231再次对隔断进行端部封堵。
55.本实施例中,安装定位机构13包括侧定位件(图中所示为侧定位框131)、与侧定位框131相邻设置且用于对料仓12进行纵向定位的限位件(图中所示为l形限位块132,设置有两个)和用于与侧定位框131配合对料仓12进行横向定位的侧定位结构(优选侧推气缸133,呈对角设置有两个);侧定位框131的顶部设有料仓竖向定位结构(优选肘夹结构134)。下连接柱124与l形限位块132的内拐角处相适配。安装定位机构13可防止上下料时,料仓12发生窜动,影响与取料转移装置2的对接,进而影响上、下料精度。侧定位框131上设有用于检测料仓12是否安装到位的料仓安装到位检测结构(图中未示出,优选光电传感器)。
56.由图4至图6共同所示,本实施例中的纵向移动机构21,包括基板211,基板211上设置有电缸212和纵向延伸的滑轨213;架体22固定在电缸212的运动部,且架体22上设有与滑轨213相适配的滑动连接部。架体22上还设有用于检测与取料位对应的料仓12的隔断上是否有无物料的光电检测件221。
57.其中,架体22包括底板和两个纵向间隔设置于底板上的立板;第一托举搬运机构23置于底板上,第一带式输送机构24设置于立板上。
58.第一托举搬运机构23包括支撑台231、竖向滑动安装在支撑台231上的支撑架232及安装在支撑台231上用于驱动支撑架232运动的升降驱动结构233(优选升降气缸);支撑架232上滑动安装有定位承托结构234、还设置有用于驱动定位承托结构234横向运动的水平驱动结构235。
59.为了确保支撑架232竖向运动的稳定可靠性,本实施例对上述结构作了进一步优化,支撑台231上设有轴向滑动结构(优选直线轴承2311),支撑架232上设有与直线轴承2311滑动配合的导向轴2322。
60.本实施例中,定位承托结构234包括承托板2341和设置于承托板2341上与物料4上的定位孔41相适配的定位凸起2346;在物料4被托起时,定位孔41与定位凸起2346定位连接,可防止搬运过程中物料4发生窜动、影响上下料精度。
61.为了进一步确保承托板2341横向运动的稳定可靠性,本实施例对上述结构作了进
一步优化,在支撑架232上设置导轨2321,承托板2341上设置与导轨2321相适配的滑块2342。
62.本实施例中,水平驱动结构235包括固定在支撑架232上的旋转驱动件2351、与旋转驱动件2351连接的主同步带轮2352、转动安装在支撑架232上的从同步带轮2353以及绕设在主同步带轮2352和从同步带轮2353之间的同步带2354;承托板2341与同步带2354的一侧固定连接。为了进一步节省安装空间,与同步带2354围成的环形空间相对应的支撑架232上设有竖板,导轨2321设置在竖板上。
63.进一步,承托板2341上设有用于与同步带2354固定的连接座2343,连接座2343上设有到位触发件2344;支撑架232上设有与到位触发件2344相适配的到位检测件2345。承托板2341上设有限位块2347,支撑架232的两端分别设有用于与限位块2347抵接的限位调节螺栓2348,对承托板2341的运行行程进行精确控制;连接座2343与限位块2347设置于承托板2341的相对两侧。其中,连接座2343包括与承托板2341固定连接的固定块和可拆卸安装在固定块上的夹紧块;固定块和夹紧块之间形成有用于夹紧同步带2354的夹紧槽。
64.本实施例中,第一带式输送机构24包括两个横向间隔且转动安装在架体22中立板223内侧的从动带轮241、位于从动带轮241下方的主动带轮242以及绕设在从动带轮241和主动带轮242上的输送带243;两个第一带式输送机构24可共用一个驱动源,即一个驱动电机25的旋转驱动轴与两个主动带轮242均固定连接。另一些实施例中,两个第一带式输送机构24分别配置一个驱动源。
65.为了避免输送带243长时间使用发生松弛,影响第一带式输送机构24运动的可靠性;本实施例对上述结构作了优化,在立板223上滑动安装两个涨紧结构26,涨紧结构26包括滑动调节座和转动安装在滑动调节座的涨紧轮,两个涨紧轮位于主动带轮242的两侧。
66.下面以从料仓12上取料为例,对取料转移装置2的工作原理进行说明;水平驱动结构235驱动定位承托结构234伸入料仓12内待取物料4的下方;运动到位后,升降驱动结构233执行上升动作,定位承托结构234托起物料4(此时承托板2341上的定位凸起2346和物料4上的定位孔41卡合,确保搬运过程中的稳定性);水平驱动结构235反向运动到位后,升降驱动结构233执行下降动作,物料4被第一带式输送机构24承托并向下游继续进行输送。该取料转移装置2属于两级运动,相比于传统单级运动的输送带托送机构或直线拖料机构,可以减少安装空间,且操作更加灵活,通用性强;尤其适合从与本实例中料仓12类似的存料单元上取料。
67.由图7和图8共同所示,本实施例中,第二托举搬运机构32的结构与第一托举搬运机构23的结构相同,第二带式输送机构33的结构与第一带式输送机构24的结构相同,其工作原理可参见上文,在此不做赘述。除此之外,架台31上还设有位置调整件(优选位置调整气缸311,驱动方向与输送方向垂直)。位置调整气缸311的驱动端设有滚轮,物料4的侧部设有与槽口,槽口的侧壁包括平面部和导向斜面部;第二带式输送机构33停止输送后,位置调整气缸311动作,滚轮与导向斜面部配合使物料4沿输送方向进行微调,滚轮进入槽口内进行定位,可确保承托板2341上的定位凸起2346与物料4上的定位孔41进行精确定位连接。
68.本实施例中,自动上下料设备a还包括agv转运单元;agv转运单元用于将料仓12转运至升降机构11,或者,用于将升降机构11上的料仓12转运至其它工位。进一步提高自动化程度,降低人力成本。
69.实施例二:
70.由图9、图1和7共同所示,本实施例公开了一种用于产品引线焊接的生产线,具体包括实施例一公开的自动上下料设备a和产品加工设备5(wb焊接设备);一个自动上下料设备a用于上料、设置于产品加工设备5的上游;另一个自动上下料设备a用于下料、设置于产品加工设备5的下游。
71.该生产线还包括除尘设备6和扫码设备7;除尘设备6设置于产品加工设备上游的输送装置3的上游端,扫码设备7设置于该输送装置3的下游端。
72.除尘设备6包括相对设置于架台31两侧的氮气吹送机构61和吸气除尘机构62;氮气吹送机构61包括支架和设置于支架上的吹气嘴,吸气除尘机构62包括吸气结构和防护罩。扫码设备7包括水平驱动机构71、设置于水平驱动机构71上的支柱72和设置于支柱72上的扫码器73。
73.还有一些实施例中,由图10至图13共同所示,产品加工设备5间隔设置有多个,相邻两个产品加工设备5之间设置有物料中转装置8。物料中转装置8包括机架,记为第二机架81,第二机架81上相对安装有两个第三托举搬运机构82,第三托举搬运机构82两侧的第二机架上分别设有同步运动的第三带式输送机构83;上游侧的第三托举搬运机构82用于将相应产品加工设备5上的物料4托起并搬运至第三带式输送机构83上,下游侧的第三托举搬运机构82用于将第三带式输送机构83上的物料托起并搬运至下游的产品加工设备5上。第二机架81的侧部设有扫码装置84。
74.其中,第三托举搬运机构82和第一托举搬运机构23结构相同,第三带式输送机构83和第一带式输送机构24结构相同,工作原理参见上位,在此不做赘述。产品加工设备5的上、下游均设有导向架体9,便于与输送装置3和物料中转装置8对接,以实现物料4精确顺利导入导出产品加工设备5。
75.上料时,第一托举搬运机构23将该隔断上的物料4托起并搬运至第一带式输送机构24上进行上料。纵向移动机构21运动到第一转接工位,第一带式输送机构24将物料4转移到第二带式输送机构33、物料4被继续输送,除尘设备6对输送到清洁位的物料4进行除尘清洁。第二带式输送机构33将物料4输送至第二转接工位,第二托举搬运机构32将第二转接工位上的物料4托起并向加工工位搬运,在搬运的同时、扫码设备7对物料4进行扫码收集信息。
76.物料4被搬运至加工工位且收集信息与数据库预存信息吻合时,产品加工设备5对物料4进行加工。
77.加工完成后,进行下料;用于下料的自动上下料设备a中、第二托举搬运机构32将物料4托起并搬运至第二带式输送机构33上,第二带式输送机构33将物料4输送到第一带式输送机构24,根据物料4的状态,纵向移动机构21移动到相应的料仓12处,第一托举搬运机构23将第一带式输送机构24上流转到位的物料4托起并搬运至该料仓12的相应隔断上进行下料。
78.其中,下料时,还需要检测与放料位相对应的料仓12的隔断上是否有物料4,若有物料4时,升降机构11上升设定距离;若无物料4,再进行下料;可实现ok、ng物料的分类回收。
79.综上所述,本发明间隔布置的多个料仓12一方面可避免人工频繁取放物料,另一
方面可实现ok、ng物料的分类回收,减少二次分料时间;另外,利用升降料仓装置1、取料转移装置2和输送装置3可以实现物料的自动逐一取料、转移和向加工工位的搬运,整个过程无需机械手的参与,节省了竖向空间,结构简单且通用性强,提高了生产效率,尤其适合在产品引线焊接生产线中与焊接设备对接使用。
80.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1