一种线材换盘时保持连续自动放线且防止线材扭转的装置的制作方法
1.本发明涉及线材放线的技术领域,更具体讲一种线材换盘时保持连续自动放线且防止线材扭转的装置。
背景技术:
2.目前国内外无论有色线材还是黑色线材的深加工规模越来越大,线材拉拔和热处理量也逐年递增。为满足市场对线材数量以及线材品质的需求,线材生产企业对线材生产装备的技术要求也越来越高。影响线材产品质量和生产效率的因素有很多,其中放线端是否能够不间断地将线材展开实现连续放线是重要影响因素之一,尤其是当线材换盘需要焊接的情况下将直接影响到线材成品表面质量的好坏和生产效率。传统的线材换盘焊接方式都是人工操作的——即当当前线盘快要处理结束时,操作工根据经验提前将剩余线材放在便于人工放线的放线架上,由人工放线来保证后续处理生产线正常运行,为线材焊接提供足够的操作时间。这种人工操作存在下述弊端:1、放线过程中线材会产生扭转,每放一圈线材扭转360度,对产品质量产生极大的不良影响;2、同时必须有两到三人配合,才能使线材进行连续展开处理,这种方式费工耗时,工人劳动强度大,生产效率低,尤其是线材规格越大对应的状况越严重。
技术实现要素:
3.本发明的目的正是针对上述现有技术中所存在的不足之处而提供的一种线材换盘时保持连续自动放线且防止线材扭转的装置。利用本发明能够在线材换盘需要焊接时或者牵引卷筒因故停止旋转时借助拨线导向装置将牵引卷筒上所积线材转移到导线卷筒上,一方面保证导线卷筒能够不间断地连续自动放线,使后续处理线不受前段工序的影响而保持连续正常运行,另一方面为线材焊接或者维修提供了足够的操作时间;同时利用本发明还能够有效解决传统人工放线过程中出现的线材扭转问题,保证了线材成品的质量;本发明具有放线不间断、放线效率高、线材不扭转、线材成品品质高、工人劳动强度低、节省时间的优点。
4.本发明的目的可通过下述技术措施来实现:本发明的一种线材换盘时保持连续自动放线且防止线材扭转的装置包括以水平共轴线方式布置的牵引卷筒和放线卷筒(牵引卷筒的作用一是实时收线——即将来自前方放线架的线材或者经过模具拉拔后的线材缠绕在牵引卷筒上进行实时收线;牵引卷筒的作用二是积线器——在牵引卷筒上事先积存有一定数量的备用线材,满足在材换盘的焊接时间内或者牵引卷筒维修时间内后续处理线的用线需求量。放线卷筒的作用是实时被动放线——即根据与前序实时收线速度相同的后续处理线运行速度由线材牵引转动、通过线材与放线卷筒表面接触产生的摩擦力被动自由放线,使线材无扭转展开,能够有效解决传统人工放线过程中出现的线材扭转问题,保证了线材成品的质量),桥接在牵引卷筒和放线卷筒之间的拨线导向装置(在正常工作状态,拨线导向装置的作用是为线材提供线材导向作
用——即将牵引卷筒上线材的放线端穿经位置不动的拨线导向装置的导线腔后缠绕在放线卷筒上;在线材换盘需要焊接或者牵引卷筒因故停止旋转时,拨线导向装置的作用是随着电机ⅱ反转,将积存在牵引卷筒上的备用线材倒缠到放线卷筒,这样就保证在线材换盘的焊接时间内或者牵引卷筒维修时间内放线卷筒上的备用线材量能够满足这一期间后续处理线的用线需求,保证导线卷筒能够不间断地连续自动放线,使后续处理线不受前段工序的影响而保持连续正常运行,省去了人工倒线放线的操作,具有放线不间断、放线效率高、工人劳动强度低、节省时间的优点),依次相连且用于驱动牵引卷筒同步转动的电机ⅰ、减速机ⅰ和传动轴ⅰ(用于安装牵引卷筒并带动牵引卷筒同步转动),用于安装放线卷筒和拨线导向装置的传动轴ⅱ,与传动轴ⅱ的输入端依次相连的减速机ⅱ、电机ⅱ(在线材换盘需要焊接或者牵引卷筒因故停止旋转时为拨线导向装置提供转动动力);所述拨线导向装置与传动轴ⅱ同步转动(即保证拨线导向装置与电机ⅱ同步转动),放线卷筒与传动轴ⅱ之间保持相对转动(保证放线卷筒放线时是实时被动放线——即根据与前序实时收线速度相同的后续处理线运行速度由线材牵引转动、通过线材与放线卷筒表面接触产生的摩擦力被动自由放线,使线材无扭转展开,保证了线材成品的质量);所述拨线导向装置包括由水平底板、搭接在水平底板前后端的两个坡板、两块垂直固定在水平底板上表面的立板共同拼成的桥状机架,分别固定在前后坡板上方的水平导辊ⅰ,固定在两块立板前后端的上下两列水平导辊ⅱ,分别固定水平底板的前后端、且位于对应端水平导辊ⅰ与水平导辊ⅱ之间的左右两个立式导辊,垂直固定在水平底板下表面中心的插立板,布置在插立板左右两侧的加强筋板(拨线导向装置在线材导向或着倒线作用中都要将线材从导线腔中穿过,导线腔是由前坡板上方的水平导辊ⅰ、前端左右两个立式导辊,两块立板前端的上下两列水平导辊ⅱ,两块立板后端的上下两列水平导辊ⅱ,后端左右两个立式导辊,后坡板上方的水平导辊ⅰ共同围成的导线通道)。
5.在本发明中所述传动轴ⅱ的输出末端套装有旋转盘,在旋转盘的圆周表面上开设有沿径向延伸、用于嵌装插立板的插嵌槽(拨线导向装置通过插立板与旋转盘固定为一体,拨线导向装置随着旋转盘一起在电机ⅱ、减速机ⅱ、传动轴ⅱ一起同步转动)。
6.在本发明中所述放线卷筒的内腔两端头均嵌装有轴承(使放线卷筒处于自由旋转状态,使放线卷筒与传动轴ⅱ能够保持相对转动)。
7.在本发明中所述牵引卷筒和放线卷筒的中下部左右两侧均设置有压线轮(缠绕线材是压紧线材,避免线材出现乱线情况)。
8.本发明的设计原理如下:本发明设计有以水平共轴线方式布置的牵引卷筒和放线卷筒,并在牵引卷筒和放线卷筒之间桥接一个拨线导向装置。在正常工作状态,由电机ⅰ和减速机ⅰ驱动牵引卷筒同步转动,将来自前方放线架的线材或者经过模具拉拔后的线材缠绕在牵引卷筒上进行实时收线,缠绕在牵引卷筒上的线材又经过位置固定不动的拨线导向装置卷绕到放线卷筒上进行被动实时放线——即根据与前序实时收线速度相同的后续处理线运行速度由线材牵引转动、通过线材与放线卷筒表面接触产生的摩擦力被动自由放线,使线材无扭转展开,能够有效解决传统人工放线过程中出现的线材扭转问题,保证了线材成品的质量。当线材换盘需要焊接或者牵引卷筒因故停止旋转时,在同时充当积线器角色的牵引卷筒上事先积存有一定数量的备用线材,此时启动电机ⅱ反向转动,依次带动减速机ⅱ、传动轴ⅱ、,旋转盘,
拨线导向装置同步反向转动,随着拨线导向装置的反向转动将积存在牵引卷筒上的备用线材倒缠到放线卷筒,这样就保证在材换盘的焊接时间内或者牵引卷筒维修时间内放线卷筒上的备用线材量能够满足这一期间后续处理线的用线需求,保证导线卷筒能够不间断地连续自动放线,使后续处理线不受前段工序的影响而保持连续正常运行,省去了人工倒线放线的操作,具有放线不间断、放线效率高、工人劳动强度低、节省时间的优点。
9.本发明的有益技术效果如下:利用本发明能够在线材换盘需要焊接时或者牵引卷筒因故停止旋转时借助拨线导向装置将牵引卷筒上所积线材转移到导线卷筒上,一方面保证导线卷筒能够不间断地连续自动放线,使后续处理线不受前段工序的影响而保持连续正常运行,另一方面为线材焊接或者维修提供了足够的操作时间;同时利用本发明还能够有效解决传统人工放线过程中出现的线材扭转问题,保证了线材成品的质量;本发明具有放线不间断、放线效率高、线材不扭转、线材成品品质高、工人劳动强度低、节省时间的优点。
10.本发明的有益技术效果如下:利用本发明能够在线材换盘需要焊接时或者牵引卷筒因故停止旋转时借助拨线导向装置将牵引卷筒上所积线材转移到导线卷筒上,一方面保证导线卷筒能够不间断地连续自动放线,使后续处理线不受前段工序的影响而保持连续正常运行,另一方面为线材焊接或者维修提供了足够的操作时间;同时利用本发明还能够有效解决传统人工放线过程中出现的线材扭转问题,保证了线材成品的质量;本发明具有放线不间断、放线效率高、线材不扭转、线材成品品质高、工人劳动强度低、节省时间的优点。
附图说明
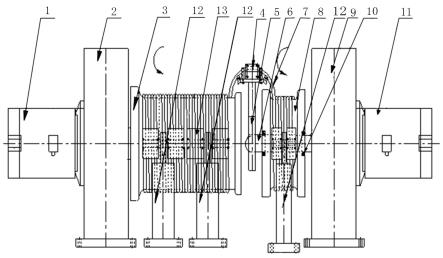
11.图1是本发明的结构主视图。
12.图2是本发明中拨线导向装置的结构示意图。
13.图3是图2的左视图。
14.图中零件序号说明:1、电机ⅰ,2、减速机ⅰ,3、牵引卷筒,4、拨线导向装置,4-1、水平底板,4-2、坡板,4-3、立板,4-4、水平导辊ⅰ,4-5、水平导辊ⅱ,4-6、立式导辊,4-7、插立板,4-8、加强筋板,5、旋转盘,6、传动轴ⅱ,7、线材,8、放线卷筒,9、减速机ⅱ,10、轴承,11、电机ⅱ,12、压线轮,13、传动轴ⅰ。
具体实施方式
15.以下将结合附图对本发明作进一步说明:如图1、图2、图3所示,本发明的一种线材换盘时保持连续自动放线且防止线材扭转的装置包括以水平共轴线方式布置的牵引卷筒3和放线卷筒8(牵引卷筒3的作用一是实时收线——即将来自前方放线架的线材或者经过模具拉拔后的线材缠绕在牵引卷筒3上进行实时收线;牵引卷筒3的作用二是积线器——在牵引卷筒3上事先积存有一定数量的备用线材,满足在材换盘的焊接时间内或者牵引卷筒维修时间内后续处理线的用线需求量。放线卷筒8的作用是实时被动放线——即根据与前序实时收线速度相同的后续处理线运行速度由线材牵引转动、通过线材与放线卷筒8表面接触产生的摩擦力被动自由放线,使线材无扭转展开,能够有效解决传统人工放线过程中出现的线材扭转问题,保证了线材成品的质
量),桥接在牵引卷筒3和放线卷筒8之间的拨线导向装置4(在正常工作状态,拨线导向装置4的作用是为线材7提供线材导向作用——即将牵引卷筒3上线材7的放线端穿经位置不动的拨线导向装置4的导线腔后缠绕在放线卷筒8上;在线材换盘需要焊接或者牵引卷筒因故停止旋转时,拨线导向装置4的作用是随着电机ⅱ11反转,将积存在牵引卷筒3上的备用线材倒缠到放线卷筒8,这样就保证在线材换盘的焊接时间内或者牵引卷筒维修时间内放线卷筒8上的备用线材量能够满足这一期间后续处理线的用线需求,保证导线卷筒能够不间断地连续自动放线,使后续处理线不受前段工序的影响而保持连续正常运行,省去了人工倒线放线的操作,具有放线不间断、放线效率高、工人劳动强度低、节省时间的优点),依次相连且用于驱动牵引卷筒同步转动的电机ⅰ1、减速机ⅰ2和传动轴ⅰ13(用于安装牵引卷筒3并带动牵引卷筒3同步转动),用于安装放线卷筒8和拨线导向装置4的传动轴ⅱ6,与传动轴ⅱ的输入端依次相连的减速机ⅱ9、电机ⅱ11(在线材换盘需要焊接或者牵引卷筒因故停止旋转时为拨线导向装置4提供转动动力);所述拨线导向装置4与传动轴ⅱ6同步转动(即保证拨线导向装置4与电机ⅱ11同步转动),放线卷筒8与传动轴ⅱ6之间保持相对转动(保证放线卷筒8放线时是实时被动放线——即根据与前序实时收线速度相同的后续处理线运行速度由线材牵引转动、通过线材与放线卷筒8表面接触产生的摩擦力被动自由放线,使线材无扭转展开,保证了线材成品的质量);所述拨线导向装置4包括由水平底板4-1、搭接在水平底板前后端的两个坡板4-2、两块垂直固定在水平底板上表面的立板4-3共同拼成的桥状机架,分别固定在前后坡板上方的水平导辊ⅰ4-4,固定在两块立板前后端的上下两列水平导辊ⅱ4-5,分别固定水平底板的前后端、且位于对应端水平导辊ⅰ与水平导辊ⅱ之间的左右两个立式导辊4-6,垂直固定在水平底板下表面中心的插立板4-7,布置在插立板左右两侧的加强筋板4-8(拨线导向装置4在线材导向或着倒线作用中都要将线材7从导线腔中穿过,导线腔是由前坡板上方的水平导辊ⅰ4-4、前端左右两个立式导辊4-6,两块立板前端的上下两列水平导辊ⅱ4-5,两块立板后端的上下两列水平导辊ⅱ4-5,后端左右两个立式导辊4-6,后坡板上方的水平导辊ⅰ4-4共同围成的导线通道)。
16.在本发明中所述传动轴ⅱ6的输出末端套装有旋转盘5,在旋转盘5的圆周表面上开设有沿径向延伸、用于嵌装插立板4-7的插嵌槽(拨线导向装置4通过插立板4-7与旋转盘5固定为一体,拨线导向装置4随着旋转盘5一起在电机ⅱ11、减速机ⅱ9、传动轴ⅱ6一起同步转动)。
17.在本发明中所述放线卷筒8的内腔两端头均嵌装有轴承10(使放线卷筒8处于自由旋转状态,使放线卷筒8与传动轴ⅱ6能够保持相对转动)。
18.在本发明中所述牵引卷筒3和放线卷筒8的中下部左右两侧均设置有压线轮12(缠绕线材是压紧线材7,避免线材出现乱线情况)。
19.本发明的具体使用情况如下:首先,按照上述结构描述及结合附图所示位置关系来组装本发明。接着,在牵引卷筒3上事先积存有一定数量的备用线材,满足在材换盘的焊接时间内或者牵引卷筒维修时间内后续处理线的用线需求量;并将线材7的放线端从拨线导向装置4的导线腔中穿过后缠绕在放线卷筒8上——即导线腔是由前坡板上方的水平导辊ⅰ4-4、前端左右两个立式导辊4-6,两块立板前端的上下两列水平导辊ⅱ4-5,两块立板后端的上下两列水平导辊ⅱ4-5,后端左右两个立式导辊4-6,后坡板上方的水平导辊ⅰ4-4共同围成的导线通道。
20.在正常工作状态,启动电机ⅰ1正向转动,电机ⅰ1带动减速机ⅰ2转动,同时驱动牵引卷筒3同步转动,将来自前方放线架的线材或者经过模具拉拔后的线材缠绕在牵引卷筒3上进行实时收线,缠绕在牵引卷筒3上的线材又经过位置固定不动的拨线导向装置4的导线腔卷绕到放线卷筒8上进行被动实时放线——即根据与前序实时收线速度相同的后续处理线运行速度由线材牵引转动、通过线材与放线卷筒8表面接触产生的摩擦力被动自由放线,使线材无扭转展开,能够有效解决传统人工放线过程中出现的线材扭转问题,保证了线材成品的质量。
21.当线材换盘需要焊接或者牵引卷筒因故停止旋转时,启动电机ⅱ11反向转动,依次带动减速机ⅱ9、传动轴ⅱ6、旋转盘5、拨线导向装置4同步反向转动,随着拨线导向装置4的反向转动将积存在牵引卷筒3上的备用线材倒缠到放线卷筒8,这样就保证在线材换盘的焊接时间内或者牵引卷筒维修时间内放线卷筒8上的备用线材量能够满足这一期间后续处理线的用线需求,保证导线卷筒能够不间断地连续自动放线,使后续处理线不受前段工序的影响而保持连续正常运行,省去了人工倒线放线的操作,具有放线不间断、放线效率高、工人劳动强度低、节省时间的优点。
22.等线材换盘的焊接结束或者牵引卷筒维修结束后,同时启动电机ⅰ1、电机ⅱ11正向加速转动,到一定时间再调整电机ⅱ11的转向及速度使牵引卷筒3上积存备用线材直到达到初始积线量,此时调整电机ⅰ1的转速回归到实时收线速度与后续处理线运行速度相同的状态,停止电机ⅱ11,此时本发明又回到下一轮的正常工作状态。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1