塑料袋三折折叠装置及塑料袋折叠方法与流程
1.本发明涉及塑料袋制袋机的组件,具体是一种塑料袋三折折叠装置及塑料袋折叠方法。
背景技术:
2.现有技术的所料袋制袋机的折叠装置主要结构(如“高速制袋机”,公告号:n210759499u)包括:用于将背心状塑料袋成品前端的两个提带向中间折叠的前角折叠机构;用于将塑料袋成品的前部向后折叠的前折板,在该前折板的前端中部设有能够向上向后摆动的压袋弯勾;用于将塑料袋成品的后部向前折叠的后折板;该前角折叠机构设在前折板的前面,在该前折板的后面设有后折板;在所述的前折板与后折板之间的下方设有两个平行设置的导向板,在导向板两端的上方各设有一个开口相对的能够上下和相对移动的两侧压板;在该导向板的上方设有与两侧机架连接的n形支架,在该n形支架的下方装有插板,在该插板的前后分别设有前压痕板和后压痕板,该插板、前压痕板和后压痕板分别通过安装在该形支架上的驱动气缸和导向杆连接。在机架的后部上方设有中间压板,该中间压板的后部与一能够驱动其偏转和前后移动的中间压板驱动装置连接。
3.上述现有折叠装置的缺点是结构复杂,造价高,故障率高;折叠过程复杂,工作效率较低。
技术实现要素:
4.本发明旨在提供一种塑料袋三折折叠装置,以解决现有技术存在的结构复杂,造价高,故障率高的问题。
5.本发明的技术方案是:一种塑料袋三折折叠装置,包括用于将背心状塑料袋前端的两个提带向中间折叠的一次折叠机构,其特征在于,在所述的一次折叠机构的后面设有用于将塑料袋的后部从下面向前折叠的二次折叠机构,以及设在一次折叠机构与二次折叠机构之间上方、用于将二次折叠后的塑料袋中间对折的三次折叠机构。
6.一种采用所述的塑料袋三折折叠装置进行的塑料袋折叠方法,其特征在于,包括以下步骤:1)一次折叠:用所述的一次折叠机构将背心状塑料袋前端的两个提带向下面中间折叠;2)二次折叠:用所述的二次折叠机构将一次折叠后塑料袋的后部从下面向前折叠的二次折叠;3)三次折叠:用所述的三次折叠机构将二次折叠后的塑料袋从中部向下压出,实现v字形的对折。
7.本发明的优点是:大大简化了结构,降低了制造成本,不容易出现故障,降低了维护成本;折叠过程简化,工作效率提高。
附图说明
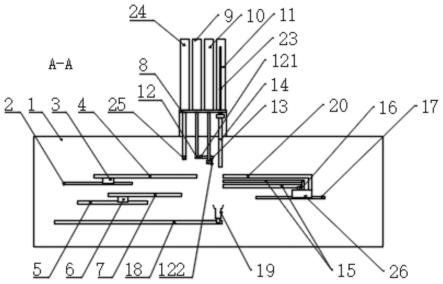
8.图1是本发明基本结构实施例的总体结构示意图(图2的a-a剖视图);图2是图1的俯视图;图3是本发明压袋机构的结构示意图(图1中压袋机构的右视图);图4是本发明双路实施例的立体结构示意图(不含塑料袋输出装置);图5是图4的俯视图;图6是图4另一角度的立体结构示意图;图7是本发明的工作过程示意图;图8是图7中(b)图背面折叠了一根提带的示意图。
9.附图标记说明:1、机架,2、托板移动轨道,3、滑块,4、后托板,41、后托板豁口,5、二次插板轨道,6、滑块,7、二次插板,71、长孔,8、气缸支架,9、压袋机构驱动气缸,10、压块驱动气缸,11、三次插板驱动气缸,12、压袋机构,121、u型板,122、压杆,123、弹性体;13、前压块,14、三次插板,15、左右滑动板,151、豁口,16、横向轨道,17、纵向轨道,18、输出轨道,19、u形卡口,20、前托板,21、轨道支撑杆,22、机架横梁,23、导向杆,24、后压条驱动气缸,25、后压条,26、移动底板,27、上下输送机构,271、卡口,272、升降气缸,s、塑料袋,s1,(塑料袋)提带。
具体实施方式
10.参见图1-图3,本发明一种塑料袋三折折叠装置的基本结构,为单路(一个通道),包括用于将背心状塑料袋前端的两个提带向中间折叠的一次折叠机构,其特征在于,在所述的一次折叠机构的后面设有用于将塑料袋的后部从下面向前折叠的二次折叠机构,以及设在一次折叠机构与二次折叠机构之间上方、用于将二次折叠后的塑料袋中间对折的三次折叠机构。
11.所述的一次折叠机构包括后托板4和左右滑动板15,后托板4在后托板驱动装置的驱动下能够沿着前后方向固定在机架1上的托板移动轨道2前后移动,该后托板4的前端为45
°
等腰三角形,在该等腰三角形的前端设有后托板豁口41;两个左右滑动板15的前端分别滑动安装在两根横向轨道16上,横向轨道16安装在一移动底板26上面,移动底板26的下面滑动安装在纵向轨道17上,纵向轨道17安装在机架1上;两个左右滑动板15能够在驱动装置的驱动下沿着两根横向轨道16相对移动;移动底板26及两根横向轨道16能够在驱动装置的驱动下沿着两根沿着纵向轨道17前后移动。在左右滑动板15的后端设有豁口151。
12.所述的后托板驱动装置由伺服电机通过同步带驱动。
13.所述的二次折叠机构包括前压块13、前托板20、后压条25和在驱动装置的驱动下能够沿着二次插板轨道5前后移动的二次插板7,二次插板轨道5位于托板移动轨道2的下面,并安装在机架1上;在该二次插板7的前部设有与所述的三次折叠机构的三次插板14对应的长孔71;前压块13安装在压块驱动气缸10的活塞杆的底端,压块驱动气缸10通过气缸支架8安装在机架1的上方;后压条25安装在后压条驱动气缸24活塞杆的下端,后压条驱动气缸24安装在气缸支架8上,并位于压块驱动气缸10的后面;前托板20的前端连接在该移动底板26上,并位于左右滑动板15的上面。
14.所述的三次折叠机构包括压袋机构12和所述的三次插板14,压袋机构12位于所述
的后压条25的前面,压袋机构12由u型板121、压杆122和弹性体123组成,水平的u型板121安装在一个压袋机构驱动气缸9的活塞杆底端,u型板121的开口朝向前端,所述的前压块13对应于该u型板121的开口内,在该u型板121的前端两边下面各设有一根压杆122,在两根压杆122之间设有弹性体123(如皮筋或螺旋弹簧,其两端分别连接在两个压杆122之间;或采用气缸弹簧片等);所述的三次插板14的上边连接在三次插板驱动气缸11的活塞杆下端;该压袋机构驱动气缸9和三次插板驱动气缸11均安装在所述的气缸支架8上。
15.在对应于所述的三次插板14的下方设有用于将折叠后的塑料袋输出到后面的塑料袋输出装置,该塑料袋输出装置包括u形卡口19、输出轨道18和上下输送机构27,输出轨道18沿前后方向水平设置,u形卡口19设有弹性的喉口,在驱动装置的驱动下沿着输出轨道18前后移动。在三次插板14的下方位于两个u形卡口19之间设有上下输送机构27,该上下输送机构27的顶端设有与三次插板14对应的卡口271,该卡口271安装在一个升降气缸272的顶端。该上下输送机构27的作用是,当三次插板14向下顶出折叠后的塑料袋s后,在送入u形卡口19之前,如果没有卡口271的接应,塑料袋s是悬空的,会从三次插板14脱落。利用卡口271的接应,随着三次插板14向下的移动,直至将塑料袋s输送到u形卡口19,避免了塑料袋s脱落。
16.在所述的三次插板驱动气缸11的左右两边各设有与其同向的一根导向杆23,导向杆23的底端滑动穿过气缸支架8后,与三次插板14的上边连接。
17.参见图4-图6,是本发明的一个具体应用实施例,为双路(两个加工通道),其中两路的三次插板14的驱动装置采用上一实施例相同的一套装置(一个三次插板驱动气缸11和两根导向杆23)。另外,两路的左右滑动板15采用一套驱动装置,为常规技术。其他部分基本上是将两套上一实施例并在一个机架1内。
18.参见图7和图8,本发明的工作过程(本发明折叠方法的实例)说明如下:(1)一次折叠:机械手从前面(图1和图2中的右端)的冲口工序加工出的背心形的塑料袋s输送到已经前移到气缸支架8的下方(略靠后部)的后托板4的上面(图7的a图),然后,后压条25下移压住塑料袋s的中部(在此之前,二次插板7也可以前移拖住塑料袋s的提带s1,防止提带s1下垂带动塑料袋s不规则偏移;当后压条25压住塑料袋s后,二次插板7向后移出),提带s1自然下垂(如图7的b图所示);然后两个左右滑动板15依次相对移动,将两根提带s1从后托板4的下面向中间折叠(见图8)。完成一次折叠。在一次折叠后,前托板20位于后托板豁口41的下面,左右滑动板15位于前托板20的左右两边。
19.(2)二次折叠:前压块13下移,将塑料袋s的u形口底部压在前托板20的上面,后托板4后移,塑料袋s的后部下垂;二次插板7前移将塑料袋s后部下垂的部分从下面向前折叠(参见图7的c-e图),完成二次折叠。
20.(3)三次折叠:压袋机构12下移,弹性体123压住塑料袋s两根已经卸下折叠的提带s1之间的部分;两根压杆122位于塑料袋s的前面(对应于左右滑动板15的豁口151),其作用是:当左右滑动板15和前托板20前移复位时,用于挡住塑料袋s不会随着左右滑动板15和前托板20向前移动(参见图7的f图);前压块13上移复位(左右滑动板15和前托板20前移复位参见图7的g图);当前压块13上移复位动作开始时,由于压袋机构12上的弹性体123的存在使塑料袋s中间的舌头部分不会上翘,并且在左右滑动板15前移时,由于高度差导致的的塑料袋的舌头上翘也会在弹性体123的作用下向下压,并且不会由于左右滑动板15的前移导
致塑料袋s被向前带动,而后托板4前移至压袋机构12的后面(目的是挡住塑料袋s的后部,防止当压袋机构12上移后塑料袋s的上面张开),然后在三次插板14向下移动至接近塑料袋s时(一般为1-3cm)压袋机构12上移(参见图7的h图),三次插板14下移将塑料袋s的中部向下顶入二次插板7的长孔71,将已经折叠两次的塑料袋s再次对折,完成三次折叠。
21.三次折叠后的塑料袋s从长孔71的下面输出后,在上下输送机构27的接应下送入塑料袋输出装置的u形卡口19内,然后u形卡口19沿着输出轨道18向后移动,将折叠后的塑料袋s输送到下步的捆扎工序,由自动捆扎装置或人工完成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1