通过视觉系统实现恒密度有序出料的装置及其作业方式的制作方法
1.本发明涉及机器人拣选技术领域,具体是一种通过视觉系统实现恒密度有序出料的装置及其作业方式。
背景技术:
2.现有技术存在三大缺陷:1)主输送线上物品的密度变化较大,不是少,就是多;2)少了,有序出料装置就缺件;多了,机器人来不及抓取;3)因无收容缓存区,剩余物品滞留后需重新返回到主输送线上,导致物品停留可能会超过所允许的时间。
3.现有技术和本发明技术都是建立在主输送机均速运行的前提下,否则不仅会造成机器人抓不准,还会影响机器人的抓取效率。
技术实现要素:
4.针对现有技术中存在的问题,本发明的目的在于提供一种通过视觉系统实现恒密度有序出料的装置及其作业方式,来解决上述背景技术中提到的问题;为实现上述目的,本发明提供如下技术方案:所述的恒密度有序出料装置包括恒密度输出装置、主输送机、机器人、收容缓存区和有序出料装置;恒密度输出装置位于主输送机的尾端,包括料框装置、过渡输送装置和密度视觉系统;料框装置包括料框,料框内包括物品;出料装置的作业主要包括如下步骤:1)将装有物品的料框放置在设定的位置;2)过渡输送装置通过密度视觉系统将料框内的物品以单位时间相同的数量放置在主输送机的尾端上;3)主输送机上的物品恒密度均速运行;4)机器人抓取主输送机上的物品放置在有序出料装置内;5)当有序出料装置已经满位,主输送机上仍有剩余物品时,机器人抓取剩余物品放置在收容缓存区内;6)当主输送机偶尔缺少物品时,机器人抓取收容缓存区内的物品,放置在有序出料装置内;7)当收容缓存区内物品的数量大于或小于设定值时,通过调整过渡输送装置的输送速度,使收容缓存区内物品的数量等于设定值。
5.作为本发明进一步的方案,所述的主输送机包括均速运行的主带式输送机。
6.作为本发明进一步的方案,所述的过渡输送装置包括过渡机器人,通过过渡机器人直接将料框内的物品以单位时间相同的数量放置在主输送机的尾端上。
7.作为本发明进一步的方案,所述的物品包括圆柱体,料框内的圆柱体呈无序状态;设圆柱体的直径为d,长度为a,且a大于b。
8.作为本发明进一步的方案,所述的料框装置包括料仓,料仓包括出口装置;作业时,将料框内的圆柱体倒入料仓内,料仓内的圆柱体依靠自身重力经出口装置出料。
9.作为本发明进一步的方案,所述的过渡输送装置包括位于前端的单层出口区、过渡尾端和调速装置,过渡尾端位于出口装置的下方,位于过渡尾端无序的圆柱体运行至单层出口区时呈单层排列;密度视觉系统包括摄像头,摄像头安装在单层出口区的上方,根据密度视觉系统计算出的圆柱体的密度值,通过调速装置,使过渡输送装置输出圆柱体的密度值等于设定值。
10.作为本发明进一步的方案,所述的过渡输送装置包括爬坡带式输送机,爬坡带式输送机包括胶带,胶带包括凹槽和挡条;凹槽的宽度大于d小于a,挡条的高度大于1/2d小于d;当爬坡带式输送机携带圆柱体作爬坡运行时,不在凹槽内的圆柱体均滚落至下方,即凹槽的圆柱体呈单排水平有序排列。
11.作为本发明进一步的方案,所述的有序出料装置包括包装箱,物品在包装箱内有序排放。
12.作为本发明进一步的方案,所述的出料装置包括多台机器人,收容缓存区位于主输送机前端机器人的抓取范围之内。
13.作为本发明进一步的方案,所述的收容缓存区在正常生产状态下,把收容缓存区内的物品全部放置在有序出料装置后,再关机下班。
14.综上所述,本发明与现有技术相比,具有以下突出优势:1)增加了恒密度输出装置,使主输送机上的物品密度为恒值;2)增加了收容缓存区,使物品不滞留;3)提高了机器人抓取物品的效率。
附图说明
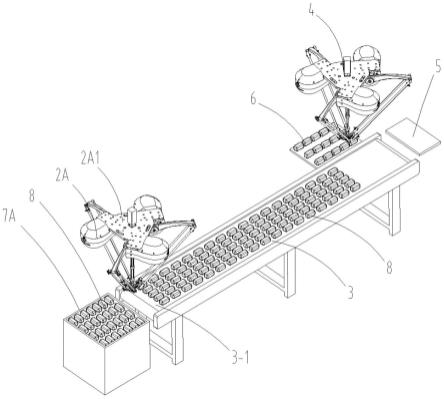
15.图1是恒密度有序出料装置1包括恒密度输出装置2、主输送机3、机器人4、收容缓存区5和有序出料装置6 的结构和位置示意图;也是通过过渡机器人2a1直接将料框7a内的物品8以单位时间相同的数量放置在尾端3-1上的结构和位置示意图;图2是料仓7b内的圆柱体8a由爬坡带式输送机9输送至高处,由密度视觉系统2b监控圆柱体8a掉落至主输送机3的数量,主输送机3把圆柱体8a输送至机器人4工位,由机器人4抓取圆柱体8a放置在有序出料装置6内或者收容缓存区5的结构和位置示意图;图3是圆柱体8a的直径为d,长度为a,且a大于b的结构和位置示意图;图4是物品8在包装箱6-1内有序排放的结构和位置示意图;图5是料仓7b内的圆柱体8a依靠自身重力经出口装置7b-1出料的结构和位置示意图;图6是爬坡带式输送机9的结构示意图;也是凹槽9a-1和挡条9a-2组成的胶带9a 的结构示意图;同时还是当爬坡带式输送机9携带圆柱体8a作爬坡运行时,不在凹槽9a-1内的圆柱体8a均滚落至下方并呈单排水平有序排列的结构和位置示意图;图中的1是出料装置,2是恒密度输出装置,2a是过渡输送装置,2a1是过渡机器人,2a-1是单层出口区、2a-2是过渡尾端,2a-3是调速装置,2b是密度视觉系统,2b-1是摄像头,3是主输送机,3-1是尾端,4是机器人,5是收容缓存区,6是有序出料装置,6-1是包装箱,7是料框装置,7a是料框,7b是料仓,7b-1是出口装置,8是物品;8a是圆柱体,9是爬坡带式输送机,9a是胶带,9a-1是凹槽,9a-2是挡条。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.请参阅图1-图6,本发明实施例中,所述的恒密度有序出料装置1包括恒密度输出装置2、主输送机3、机器人4、收容缓存区5和有序出料装置6;恒密度输出装置2位于主输送机3的尾端3-1,包括料框装置7、过渡输送装置2a和密度视觉系统2b;料框装置7包括料框7a,料框7a内包括物品8;出料装置1的作业主要包括如下步骤:1)将装有物品8的料框7a放置在设定的位置;2)过渡输送装置2a通过密度视觉系统2b将料框7a内的物品8以单位时间相同的数量放置在尾端3-1上;3)主输送机3上的物品8恒密度均速运行;4)机器人4抓取主输送机3上的物品8放置在有序出料装置6内;5)当有序出料装置6已经满位,主输送机3上仍有剩余物品8时,机器人4抓取剩余物品8放置在收容缓存区5内;6)当主输送机3偶尔缺少物品8时,机器人4抓取收容缓存区5内的物品8,放置在有序出料装置6内;7)当收容缓存区5内物品8的数量大于或小于设定值时,通过调整过渡输送装置2a的输送速度,使收容缓存区5内物品8的数量等于设定值。
18.需要说明的是:所述的机器人包括并联机器人。
19.所述的主输送机3包括均速运行的主带式输送机。
20.所述的过渡输送装置2a包括过渡机器人2a-1,通过过渡机器人2a-1直接将料框7a内的物品8以单位时间相同的数量放置在尾端3-1上。
21.所述的物品8包括圆柱体8a,料框7a内的圆柱体8a呈无序状态;设圆柱体8a的直径为d,长度为a,且a大于b。
22.所述的料框装置7包括料仓7b,料仓7b包括出口装置7b-1;作业时,将料框7a内的圆柱体8a倒入料仓7b内,料仓7b内的圆柱体8a依靠自身重力经出口装置7b-1出料。
23.所述的过渡输送装置2a包括位于前端的单层出口区2a-1、过渡尾端2a-2和调速装置2a-3,过渡尾端2a-2位于出口装置7b-1的下方,位于过渡尾端2a-2无序的圆柱体8a运行至单层出口区2a-1时呈单层排列;密度视觉系统2b包括摄像头2b-1,摄像头2b-1安装在单层出口区2a-1的上方,根据密度视觉系统2b计算出的圆柱体8a的密度值,通过调速装置2a-3,使过渡输送装置2a输出圆柱体8a的密度值等于设定值。
24.所述的过渡输送装置2a包括爬坡带式输送机9,带式输送机9包括胶带9a,胶带9a包括凹槽9a-1和挡条9a-2;凹槽9a-1的宽度大于d小于a,挡条9a-2的高度大于1/2d小于d;当带式输送机9携带圆柱体8a作爬坡运行时,不在凹槽9a-1内的圆柱体8a均滚落至下方,即凹槽9a-1的圆柱体8a呈单排水平有序排列。
25.所述的有序出料装置6包括包装箱6-1,物品8在包装箱6-1内有序排放。
26.所述的出料装置1包括多台机器人4,收容缓存区5位于主输送机3前端机器人4的
抓取范围之内。
27.所述的收容缓存区5在正常生产状态下,把收容缓存区5内的物品8全部放置在有序出料装置6后,再关机下班。
28.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制,本发明中,还需要说明的是,术语“安装”、“连接”应做广义理解,例如,可以固定连接,也可以是可拆卸连接,或一体成型连接,也可以是机械连接,也可以是通过中间媒介间接连接,可以通过具体情况理解术语在本发明中的具体含义。
29.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1