一种高精度全自动压料送料装置的制作方法
1.本发明涉及一种高精度全自动压料送料装置。
背景技术:
2.现有技术中的压料送料装置通常采用固定的上辊轮和下辊轮将产品夹紧后进行输送,对于不同厚度的产品无法进行送料,需要重新设置上辊轮和下辊轮之间的距离,对于上、下辊轮的距离把控难度较大,且浪费人力资源,增加了送料成本。
技术实现要素:
3.本发明要解决的技术问题是提供一种高精度全自动压料送料装置。
4.为了解决上述技术问题,本发明采用的技术方案是:一种高精度全自动压料送料装置,包括机架,还包括设置于所述机架上的压辊装置、设置于所述压辊装置正下方的输送装置、形成于所述压辊装置与所述输送装置之间的料带输送缝隙,所述压辊装置包括绕中心轴转动固定于所述机架上的第一齿轮、受所述第一齿轮驱动转动的上辊轮、活动设置于所述机架上的压辊支架,所述压辊支架能够绕所述中心轴转动设置于所述机架上,所述压辊装置还包括驱动所述压辊支架转动的驱动轮。通过在输送装置上活动设置压辊支架,通过转动压辊支架改变上辊轮和输送装置之间的距离,调整料带输送缝隙的宽度,使得本装置能够应用于多种不同厚度的料带的输送,不需要额外增加工序改变上、下辊轮的距离,节约资源,降低送料成本,适用性更强。
5.优选的,所述压辊装置还包括驱动所述驱动轮转动的驱动电机,所述驱动轮的中心偏离所述驱动电机的输出轴设置。使得驱动轮旋转过程中能够驱动压辊支架进行转动,实用性强。
6.优选的,所述压辊支架包括用于固定所述上辊轮的压架、自所述压架靠近所述中心轴的端部突出的驱动部、连接于所述压架另一端部与所述机架之间的弹性件,所述驱动轮的外缘抵设于所述驱动部的一侧部,所述驱动轮能够抵开所述驱动部设置,所述驱动轮和所述弹性件控制所述压辊支架在压料状态和收料状态切换。
7.优选的,当所述压辊支架处于收料状态下时,所述驱动轮外缘抵开所述驱动部设置,所述压架的另一端部远离所述输送装置设置;当所述压辊支架处于压料状态下时,所述驱动部复位设置,所述压架的另一端部靠近所述输送装置设置,所述弹性件具有将所述压架压向所述输送装置的趋势。
8.优选的,所述输送装置包括设置于所述机架上的两条输送带、设置于两条所述输送带之间的齿轮传动结构,所述齿轮传动结构包括设置于所述上辊轮正下方的下辊轮、与所述下辊轮齿轮咬合传动连接的位于所述第一齿轮正下方的第二齿轮,所述第二齿轮与所述第一齿轮齿轮咬合传动连接。
9.优选的,所述输送装置还包括驱动所述下辊轮转动的输送电机,所述下辊轮绕着所述输送电机的输出端转动设置,所述下辊轮向进料方向转动。
10.优选的,所述输送电机在输送状态和停止状态切换,当所述压辊支架处于收料状态下时,所述输送电机处于停止状态,所述下辊轮停止转动;当所述压辊支架处于压料状态下时,所述输送电机处于输送状态,所述下辊轮转动。
11.优选的,当所述压辊支架处于压料状态下时,所述下辊轮向进料方向转动设置通过所述第一齿轮和所述第二齿轮驱动所述上辊轮向进料方向转动设置。当压辊支架处于压料状态下时,输送电机驱动下辊轮转动,通过齿轮传动结构使得上辊轮同步转动,上下辊轮抵住料带将其输送出去,完成对料带的输送,输送电机可以根据料带的长度确定开启时间,对料带进行高精度的压料和送料,且能源消耗低。
12.优选的,所述弹性件为气囊、弹簧中的一种。
13.优选的,所述高精度全自动压料送料装置还包括固定于所述机架顶端的两个吊环。可以应用于多种冲压场合,应用于多种高度冲压床的送料。
14.本发明的范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案等。
15.由于上述技术方案运用,本发明与现有技术相比具有下列优点:本发明通过在输送装置上活动设置压辊支架,通过转动压辊支架改变上辊轮和输送装置之间的距离,调整料带输送缝隙的宽度,使得本装置能够应用于多种不同厚度的料带的输送,不需要额外增加工序改变上、下辊轮的距离,节约资源,降低送料成本,适用性更强;2、驱动轮的中心偏离驱动电机的输出轴设置,使得驱动轮旋转过程中能够驱动压辊支架进行转动,实用性强;3、当压辊支架处于压料状态下时,输送电机驱动下辊轮转动,通过齿轮传动结构使得上辊轮同步转动,上下辊轮抵住料带将其输送出去,完成对料带的输送,输送电机可以根据料带的长度确定开启时间,对料带进行高精度的压料和送料,且能源消耗低;4、机架顶端设置两个吊环,可以应用于多种冲压场合,应用于多种高度冲压床的送料。
附图说明
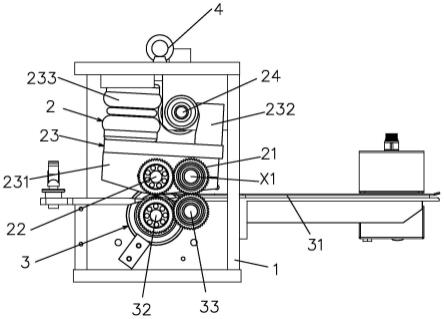
16.图1为高精度全自动压料送料装置收料状态侧面剖面示意图;图2为高精度全自动压料送料装置压料状态侧面剖面示意图;图3为高精度全自动压料送料装置正面示意图;图4为高精度全自动压料送料装置立体分解示意图;其中: 1、机架;2、压辊装置;21、第一齿轮;22、上辊轮;23、压辊支架;231、压架;232、驱动部;233、弹性件;24、驱动轮;25、驱动电机;3、输送装置;31、输送带;32、下辊轮;33、第二齿轮;34、输送电机;4、吊环;x1、中心轴。
具体实施方式
17.如各图所示的高精度全自动压料送料装置。
18.如图1-2所示,高精度全自动压料送料装置包括机架1、设置于机架1上的压辊装置2、设置于压辊装置2正下方的输送装置3、形成于压辊装置2与输送装置3之间的料带输送缝
隙,待压料和送料的料带就从料带输送缝隙进入输出至需要的冲床上,根据图1-2的方向即是自左向右输送。
19.本发明通过在输送装置上活动设置压辊支架,通过转动压辊支架改变上辊轮和输送装置之间的距离,调整料带输送缝隙的宽度,使得本装置能够应用于多种不同厚度的料带的输送,不需要额外增加工序改变上、下辊轮的距离,节约资源,降低送料成本,适用性更强。
20.压辊装置2包括绕中心轴x1转动固定于机架1上的第一齿轮21、受第一齿轮21驱动转动的上辊轮22、活动设置于机架1上的压辊支架23,压辊支架23能够绕中心轴x1转动设置于机架1上,压辊装置2还包括驱动压辊支架23转动的驱动轮24,压辊装置2还包括驱动驱动轮24转动的驱动电机25,驱动轮24的中心偏离驱动电机25的输出轴设置,使得驱动轮旋转过程中能够驱动压辊支架进行转动,实用性强。
21.压辊支架23包括用于固定上辊轮22的压架231、自压架231靠近中心轴x1的端部(即右侧)突出的驱动部232、连接于压架231另一端部(左侧)与机架1之间的气囊,驱动轮24的外缘抵设于驱动部232的一侧部,驱动部232与驱动轮24相接触的位置为一段弧槽,方便驱动轮滚动,使得切换过程更加顺畅,驱动轮24能够抵开驱动部232设置,驱动轮24和气囊控制压辊支架23在压料状态和收料状态切换。
22.当压辊支架23处于收料状态下时,驱动轮24外缘抵开驱动部232设置,压架231的另一端部远离输送装置3设置;当压辊支架23处于压料状态下时,驱动部232复位设置,压架231的另一端部靠近输送装置3设置,气囊具有将压架231压向输送装置3的趋势。
23.输送装置3包括设置于机架1上的两条输送带31、设置于两条输送带31之间的齿轮传动结构,齿轮传动结构包括设置于上辊轮22正下方的下辊轮32、与下辊轮32齿轮咬合传动连接的位于第一齿轮21正下方的第二齿轮33,第二齿轮33与第一齿轮21齿轮咬合传动连接。
24.输送装置3还包括驱动下辊轮32转动的输送电机34,下辊轮32绕着输送电机34的输出端转动设置,下辊轮32向进料方向转动。
25.输送电机34在输送状态和停止状态切换,当压辊支架23处于收料状态下时,输送电机34处于停止状态,下辊轮32停止转动;当压辊支架23处于压料状态下时,输送电机34处于输送状态,下辊轮32转动。
26.当压辊支架处于压料状态下时,如图2所示,输送电机驱动下辊轮转动,通过齿轮传动结构使得上辊轮同步转动,上下辊轮抵住料带将其输送出去,完成对料带的输送,输送电机可以根据料带的长度确定开启时间,对料带进行高精度的压料和送料,且能源消耗低。
27.当压辊支架23处于压料状态下时,下辊轮32向进料方向转动设置通过第一齿轮21和第二齿轮33驱动上辊轮22向进料方向转动设置。
28.工作原理:料带自左边的输送带向右输送,此时,压辊支架处于收料状态(如图1所示),此时,驱动轮的中心位于驱动电机的输出轴的右侧,驱动轮的边缘将驱动部向右抵开,压辊支架实际为一个以第一齿轮中心轴为支点的杠杆,当驱动部向右移动后,压辊支架的左端向上抬起,此时,不同厚度的料带都可以进入料带输送缝隙,料带即将输送入上下辊轮之间时,输送电机开启,使得下辊轮顺时针转动,驱动第二齿轮逆时针转动,再驱动第一齿轮顺时针转动,最后驱动上辊轮逆时针转动,同时,驱动电机驱动驱动轮向左转动,使得驱
动部向左移动,从而压辊支架的左端向下落下,使得上辊轮抵住料带,此时,压辊支架处于压料状态(如图2所示)此时气囊对压辊支架的左端有一个向下的力,使得上辊轮紧密抵住料带,使得上辊轮对料带有一个压力,形成对料带的挤压,完成压料,同时上辊轮和下辊轮通过转动将料带向右推送至右边的输送带,完成送料。
29.如图1-3所示,高精度全自动压料送料装置还包括固定于机架1顶端的两个吊环4。
30.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1