一种自动分离盒子盖板的系统的制作方法
1.本技术涉及物料运输领域,尤其涉及一种自动分离盒子盖板的系统。
背景技术:
2.目前,二十一世纪电子行业飞速发展,其产品重要组件pcb板性能也不断提高,pcb板逐渐成为一种重要的电子部件,而且pcb板在生产过程中不能存有摩擦与刮伤,所以在pcb板的生产过程中需要通过相应的治具盒子存储和运输。
3.但是,pcb板在多个加工位的运输过程中,往往需要加工后重新装盒,再从盒子取出加工,其中,在相关技术中会采用吸盘进行吸取治具盒子的盒盖,但是pcb板精度需求较高,吸盘的强吸性会导致治具盒子内部的pcb板位置发生变化,从而导致pcb板发生摩擦与刮伤。
4.针对上述相关技术,存在pcb板运输过程中不稳定的情况。
技术实现要素:
5.为了提高pcb板在运输过程中的稳定性,本技术提供一种自动分离盒子盖板的系统。
6.一种自动分离盒子盖板的系统,包括:治具盒子,用于存放pcb板;运输装置,用于运输所述治具盒子;工作架体,用于放置各类装置;限位装置,用于导入所述治具盒子进入所述工作架体并实现限位;升降装置,用于升降所述治具盒子;夹持装置,用于夹持所述治具盒子;分离装置,用于分离所述治具盒子和pcb板;所述限位装置、升降装置、夹持装置和分离装置均安装于所述工作架体上;所述治具盒子包括治具盒盖和治具盒体。
7.通过采用上述技术方案,通过运输装置稳定地运输治具盒子,将治具盒子运输至安装架体内,再通过限位装置对治具盒子的位置进行限位,进而使得治具盒子的位置被确定,再通过升降装置升降治具盒子,等待治具盒子竖向运动停止后;此时,通过夹持装置夹持治具盒子使得治具盒盖与治具盒体分离,最后通过分离装置将pcb板和治具盒子。整个过程中由于治具盒子的位置被多次限位,从而确定治具盒子的位置,进而能够精准地分离治具盒盖和治具盒体,接着,精准分离pcb板和治具盒体,提高了整个运输过程中pcb板运输地稳定性。
8.优选的,所述工作架体上设有用于供所述治具盒子放置的第一工作位;所述限位装置包括用于导入所述运输装置的导入机构和限制所述治具盒子的限位机构,所述导入机构设置于所述工作架体的底部,所述导入机构上设置有转动轮,所述转动轮能够抵压于所
述运输装置的侧壁;所述限位机构包括用于限制所述治具盒子水平纵向的第一限位组件和用于限制所述治具盒子水平横向的第二限位组件;所述第一限位组件设有两组,所述第二限位组件设有两组,两组所述第二限位组件设置于所述第一工作位的两侧,其中,一组所述第一限位组件连接于一组所述第二限位组件,另一组所述第一限位组件连接于另一组所述第二限位组件。
9.通过采用上述技术方案,当治具盒子运动至第一工作位时,通过两组第一限位组件限制治具盒子水平纵向的限位作用,以及两组第二限位组件限位治具盒子水平横向的限位作用,从而使得治具盒子被限制了水平方向的自由度,进而限制了治具盒子内部pcb板的位置。
10.优选的,所述升降装置包括承托组件和升降驱动组件,所述承托组件能够抵压于所述治具盒子的外壁,所述升降驱动组件连接于所述承托组件,所述升降驱动组件能够使得所述承托组件竖向移动;承托组件包括第一承托件和第二承托件,所述第一承托件设置有两组,两组所述第一承托件分别连接于所述第二承托件的两端;当所述治具盒子位于所述第一工作位时,两组所述第一承托件均抵压于所述治具盒子的外壁,且带动所述治具盒子竖向移动;当所述承托组件停止时,将所述治具盒子停止位置设置为第二工作位。
11.通过采用上述技术方案,通过升降装置将治具盒子从升降驱动组件的一端运输至另一端,且设置为第二工作位。两个工作位设置的优势在于,第一工作位能够用于限制治具盒子的水平方向自由度,第二工作位能够用于限制治具盒子的竖向方向自由度。而且,第一承托件设置为两组,两组第一承托件在承托时能够提高承托的稳定性,所以能够提高运输治具盒子的稳定性。从而提高放置pcb板的位置精准度,所以,在后续工作中能够提高抓取pcb板的精准度。
12.优选的,所述夹持装置包括夹持滑移机构和用于夹持所述治具盒盖的夹持机构;所述夹持滑移机构包括第一夹持滑移件、第二夹持驱动组件和第三夹持滑移件,所述第一夹持滑移件上设置有滑移槽,所述滑移槽沿水平垂直于所述运输装置运动方向设置,所述第三夹持滑移件滑移连接于滑移槽的槽壁,所述第二夹持驱动组件连接于所述第三夹持滑移件;所述第三夹持滑移件连接于所述夹持机构,当所述夹持机构夹持所述治具盒盖时,所述第三夹持滑移件能够沿所述滑移槽滑移,将所述治具盒盖移动至所述工作架体的另一端,且将此时所述治具盒盖的停止位置设置为第三工作位。
13.通过采用上述技术方案,由于第三夹持滑移件能够沿着滑移槽滑移,且第三夹持滑移件连接于夹持机构,从而使得夹持机构能够沿着滑移槽的放置方向移动,而且夹持机构能够夹持治具盒盖,所以当夹持机构夹持治具盒盖且运输至第三工作位时,分离装置能够分离pcb板,且在分离过程中,治具盒盖可以一直处于悬空且远离于治具盒子的状态,不干扰分离过程,从而提高pcb板的运输稳定性。
14.优选的,所述夹持构件包括第三夹持驱动组件、第四夹持驱动组件、联动板和夹持件;所述第三夹持驱动组件连接于所述第三夹持滑移件,所述第三夹持驱动组件竖向放置,所述第三夹持驱动组件的输出端连接于所述联动板,使得所述联动板能够竖向移动,所述第四夹持驱动组件水平放置,所述第四夹持驱动组件连接于所述联动板,所述第四夹持驱动组件的输出端连接于所述夹持件,使得所述夹持件能够水平方向移动。
15.通过采用上述技术方案,通过第三夹持驱动组件和第四夹持驱动组件共同驱动夹
持件,使得夹持件能够水平方向移动又可以竖向移动,从而提高夹持件的自由度,由于夹持件能够夹持治具盒子,所以夹持件的自由提高能够适用于不同尺寸的治具盒子,从而提高整体系统的适用性。
16.优选的,所述联动板包括联动安装部和联动限位部,所述联动安装部连接于所述联动限位部,所述联动限位部设有两组,两组所述联动限位部均设置于联动板靠近所述治具盒子的一侧,且所述联动限位部在竖向上高于所述联动安装部。
17.通过采用上述技术方案,联动限位部在竖向上高于联动安装部,从而形成了类似凹槽的形状,联动限位部能够用于定位的作用,从而使得第三夹持组件和第四夹持夹持组件安装的更加稳定。此外,当第三夹持组件和第四夹持组件分别与联动板产生的重量力矩相等,从而还可以提高联动板的水平平面度,进而使得夹持件能够夹持得更加精准。
18.优选的,所述夹持件包括第一夹持部和第二夹持部,所述联动安装部固定连接于所述第一夹持部,所述第一夹持部连接于所述第二夹持部,所述第二夹持部的截面面积沿远离所述治具盒子的方向逐渐减小。
19.通过采用上述技术方案,第二夹持部具有导向作用,从而使得当夹持件向治具盒子方向移动时,能够逐渐的提高夹持地稳定性,从而能够保持治具盒子在夹持过程中不易于发生晃动,减少了治具盒子位移的情况发生,维持治具盒子的放置位置的稳定。
20.优选的,所述分离装置包括用于分离pcb板和治具盒子的分离机构和用于调节所述分离机构的分离调节机构,所述分离调节机构设置于所述分离机构的上方,所述分离机构转动连接于所述分离调节机构。
21.通过采用上述技术方案,分离机构转动连接于分离调节机构,所以当分离机构取出pcb板后,可以转动至另一位置,对比于水平方向移动,分离机构能够转动,当治具盒子内的pcb板的排列顺序较为混乱时,如果分离机构仅能进行水平横向与纵向的移动方式,会导致运动路径变长,且分离效率会下降。当采用转动的移动方式时,能够减少分离机构的运动路径,从而提高分离pcb板的效率。
22.优选的,所述分离调节机构包括第一分离调节组件、分离调节安装件、第二分离调节组件和第三分离调节件,所述第一分离调节组件连接于所述分离调节安装件,所述分离调节安装件连接于所述第二分离调节组件,所述第三分离调节件连接于所述第二分离调节组件;所述第一分离调节组件能够驱使所述分离调节安装件沿所述运输装置运动方向移动,所述第二分离调节组件能够驱使所述第三分离调节件竖向移动;所述第三分离调节件连接于所述分离机构。
23.通过采用上述技术方案,由于分离机构连接于分离调节机构,分离调节机构能够驱使分离机构水平方向移动和竖向移动,从而使得分离机构能够适用于不同尺寸的治具盒子,提高整体系统的适用性和调节能力。
24.优选的,分离机构包括分离安装件和分离抓取组件,所述分离抓取组件设置有两组,两组所述分离抓取组件分别设置于分离安装件的两端,且两组所述分离抓取组件沿所述分离安装件的中线对称设置。
25.通过采用上述技术方案,设置两组分离抓取组件能够提高整体分离pcb板的效率,而且,两组分离抓取组件对称设置,从而使得分离抓取组件在抓取时,两端受力相等,pcb板不易于产生倾斜,从而能够稳定地运输pcb板,提高整体系统的运输稳定性。
26.综上所述,本技术包括以下至少一种有益技术效果:1.通过运输装置稳定地运输治具盒子,将治具盒子运输至安装架体内,再通过限位装置对治具盒子的位置进行限位,进而使得治具盒子的位置被确定,再通过升降装置升降治具盒子,等待治具盒子竖向运动停止后;此时,通过夹持装置夹持治具盒子使得治具盒盖与治具盒体分离,最后通过分离装置将pcb板和治具盒子。整个过程中由于治具盒子的位置被多次限位,从而确定治具盒子的位置,进而能够精准地分离治具盒盖和治具盒体,接着,精准分离pcb板和治具盒体,提高了整个运输过程中pcb板运输地稳定性。
27.2.设置两组分离抓取组件能够提高整体分离pcb板的效率。
28.3.分离抓取组件在抓取时,两端受力相等,pcb板不易于产生倾斜,从而能够稳定地运输pcb板,提高整体系统的运输稳定性。
附图说明
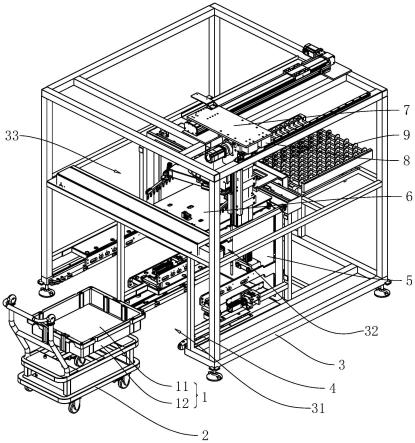
29.图1是本技术实施例整体系统结构示意图。
30.图2是本技术实施例整体系统主要装置的爆炸结构示意图。
31.图3是本技术实施例限位装置的结构放大示意图。
32.图4是本技术实施例导入机构的结构放大示意图。
33.图5是本技术实施例升降装置的结构放大示意图。
34.图6是本技术实施例夹持装置的结构放大示意图。
35.图7是本技术实施例a部分的结构放大示意图。
36.图8是本技术实施例夹持装置另一角度的结构放大示意图。
37.图9是本技术实施例b部分的结构放大示意图。
38.图10是本技术实施例的夹持件的结构放大示意图。
39.图11是本技术实施例的分离装置的结构放大示意图。
40.图12是本技术实施例的c部分的结构放大示意图。
41.附图标记说明:1、治具盒子;11、治具盒盖;111、夹持位;12、治具盒体;2、运输装置;3、工作架体;31、第一工作位;32、第二工作位;33、第三工作位;4、限位装置;41、导入机构;411、转动轮;42、限位机构;421、第一限位组件;4211、第一限位驱动件;4212、第一限位输出件;4213、第一限位固定件;4214、第一限位安装件;4215、第一转轴;4216、第一限位转动件;4217、第一限位件;422、第二限位组件;4221、第二限位驱动件;4222、第二限位输出件;4223、第二限位固定件;4224、第二限位件;423、限位连接板;5、升降装置;51、第一传感器;52、承托组件;521、第一承托件;522、第二承托件;53、升降驱动组件;531、升降驱动件;532、升降输出件;533、升降连接件;534、升降联动件;6、夹持装置;61、夹持滑移机构;611、第一夹持滑移件;6111、滑移槽;6112、安装腔;612、第二夹持驱动组件;6121、第二夹持驱动件;6122、第二夹持皮带;6123、皮带座;6124、联动座;6125、皮带滚轮;613、第三夹持滑移件;62、夹持机构;621、夹持安装件;6211、安装口;622、夹持构件;6221、第三夹持驱动组件;62211、第三夹持驱动件;62212、第三夹持输出件;62213、第三夹持连接件;6222、第四夹持驱动组件;62221、第四夹持驱动件;62222、第四夹持输出件;62223、第四夹持连接件;6223、联动板;62231、联动安装部;62232、联动限位部;6224、夹持件;62241、第一夹持部;62242、第二夹持部;7、分离装置;71、分离机构;711、分离安装件;7111、分离转动部;712、分离抓取
组件;7121、分离安装座;7122、分离抓取驱动件;7123、分离抓取输出件;7124、分离抓取连接件;7125、分离件;72、分离调节机构;721、第一分离调节组件;7211、第一分离调节驱动件;7212、换向件;7213、第一分离调节输出件;7214、第一分离调节轨道;722、分离调节安装件;723、第二分离调节组件;7231、第二分离调节驱动件;7232、第二分离调节连接件;7233、第二分离调节固定件;724、第三分离调节件;7241、安装转动部;8、辅助滑移装置;81、辅助滑轨;82、辅助滑块;9、输送装置;91、辊轮组。
具体实施方式
42.以下结合附图1-附图12对本技术做进一步详细说明。
43.本技术实例公开了一种自动分离盒子盖板的系统,用于提高pcb板在运输过程中的稳定性。
44.参照图1和图2,一种自动分离盒子盖板的系统,包括用于存储pcb板的治具盒子1、用于运输治具盒子1的运输装置2、工作架体3、用于定位治具盒子1的限位装置4、用于运输治具盒子1的升降装置5、用于夹持治具盒盖11的夹持装置6和用于分离pcb板和治具盒子1的分离装置7,其中,治具盒子1能够用于存储pcb板。在本实施例中,治具盒子1被放置于运输装置2上,运输装置2能够在地面上运动,从而使得运输装置2运输pcb板,将pcb板运输至工作架体3的位置。限位装置4、升降装置5、夹持装置6和分离装置7均设置于工作架体3上。
45.在本实施例中,治具盒子1包括治具盒盖11和治具盒体12。
46.参照图,工作架体3上设置有第一工作位31,第一工作位31由限位装置4定位而形成。具体的,限位装置4包括协助导入机构41和限位机构42,其中,协助导入机构41设置有两组,两组协助导入机构41分别设置于工作架体3中沿运输装置2运输方向的两侧上,两组协助导入机构41还设置于工作架体3的底部,协助导入机构41上设置有若干转动轮411,转动轮411能够抵压于运输装置2的侧壁,从而当运输装置2即将运动至第一工作位31时,能够协助运输装置2导入第一工作位31。
47.参照图,限位机构42包括第一限位组件421、第二限位组件422和限位连接板423,第一限位组件421的一端铰接于限位连接板423,第二限位组件422通过螺栓固定连接于限位连接板423。第一限位组件421包括第一限位驱动件4211、第一限位输出件4212、第一限位固定件4213、第一限位安装件4214、第一转轴4215、第一限位转动件4216和第一限位件4217。具体的,第一限位驱动件4211沿运输装置2运动方向设置,第一限位驱动件4211的输出端连接于第一限位输出件4212,第一限位输出件4212连接于第一限位固定件4213,第一限位固定件4213通过第一转轴4215转动连接于第一限位安装件4214,且第一限位固定件4213通过第一转轴4215转动连接于第一限位转动件4216,第一转轴4215穿设于第一限位安装件4214和第一限位转动件4216,第一限位件4217通过螺栓固定连接于第一限位转动件4216。所以,当第一限位驱动件4211驱动时,由于第一限位组件421铰接于限位连接板423,使得第一限位组件421靠近第二限位组件422的一侧发生转动;此时,第一限位驱动件4211能够驱使第一限位件4217的位置,使得第一限位件4217适配于不同位置处的运输装置2,再通过第一限位驱动件4211的驱动效果,调节运输装置2,使得运输装置2在运输方向上能够稳定停止于第一工作位31。
48.参照图,第二限位组件422包括第二限位驱动件4221、第二限位输出件4222、第二
限位固定件4223和第二限位件4224,其中,第二限位驱动件4221的输出端连接于第二限位输出件4222,第二限位输出件4222连接于第二限位固定件4223,第二限位固定件4223通过螺栓固定连接于第二限位件4224,且第二限位输出件4222的输出方向水平垂直于运输装置2的运输方向,从而使得第二限位驱动件4221能够驱动第二限位件4224沿垂直于运输装置2的运输方向运动,当第二限位件4224抵压于运输装置2时,第二限位件4224能够推动运输装置2,从而使得运输装置2能够在水平垂直于运输装置2的运输方向稳定停止于第一工作位31。综合第一限位组件421和第二限位组件422的驱动方向,从而使得运输装置2能够稳定停止于第一工作位31。这样设置能够使得治具盒子1被定位得更加精准,从而在后续工作中,能够更加精准地抓取pcb板,提高整体运输系统的精准性。
49.参照图,在本实施例中,升降装置5上设置有用于识别运输装置2的第一传感器51,当运输装置2停止于第一工作位31时,第一传感器51会根据运输装置2上固定的信息,并反馈给后台系统,后台系统再输出相应信号给升降装置5,从而使得升降装置5对运输装置2上的治具盒子1进行升降工作。
50.参照图,在本实施例中,升降装置5包括承托组件52和升降驱动组件53,其中,升降驱动组件53连接于承托组件52,且升降驱动组件53的输出方向为竖向,所以,升降驱动组件53能够驱动承托组件52竖向运动。
51.参照图,承托组件52包括第一承托件521和第二承托件522,第一承托件521设置有两组,一组第一承托件521的一端固定连接于第二承托件522的一端,另一组第一承托件521的一端固定连接于第二承托件522的另一端,升降驱动组件53的输出端连接于第二承托件522。为了在承托过程中,治具盒子1两端受力相等且承托稳定,两组承托件沿运输方向放置,两组承托件之间的距离中线恰好重合于治具盒子1的中线,而且,在本实施例中,两组承托件的距离小于治具盒子1的宽度。
52.参照图,升降驱动组件53包括升降驱动件531、升降输出件532、升降连接件533和升降联动件534,其中,升降驱动件531设置于工作架体3上,且升降驱动件531位于承托组件52的上方,升降驱动件531的输出端连接于升降输出件532,升降输出件532固定连接于升降连接件533,升降连接件533通过螺栓固定连接于第二承托件522;此外,在本实施例中,为了使得承托组件52在运动过程中,承托组件52能够运动地更加稳定,减少pcb板在治具盒子1中的晃动,升降联动件534可以采用运输皮带,升降联动件534穿设于第二承托件522,使得治具盒子1被第二承托件522承托且能够沿着升降联动件534的放置方向稳定运动。
53.参照图,夹持装置6设置于升降驱动组件53的上方,当治具盒子1运动至升降驱动组件53的顶端时,停止运动;此时,将该停止位置设置为第二工作位32,而且此时,夹持装置6能够夹持治具盒子1上的治具盒盖11,使得治具盒盖11与治具盒体12分离。
54.参照图,在本实施例中,夹持装置6包括夹持滑移机构61和夹持机构62,其中,夹持机构62连接于夹持滑移机构61,夹持滑移机构61能够沿水平垂直于运输装置2运动方向的方向滑移,从而使得夹持机构62能够夹持治具盒盖11后,将治具盒盖11取走,再通过分离装置7取出pcb板。
55.参照图,夹持滑移机构61包括第一夹持滑移件611、第二夹持驱动组件612和第三夹持滑移件613,其中,第一夹持滑移件611固定安装于工作架体3上,第一夹持滑移件611上设置有滑移槽6111,第三夹持滑移件613能够沿着滑移槽6111的槽壁滑移,第二夹持驱动组
件612的输出端连接于第三夹持滑移件613。从而稳定地控制第三夹持滑移件613沿滑移槽6111滑移的距离,而且,第三夹持滑移件613固定连接于夹持机构62。
56.参照图,第二夹持驱动组件612包括第二夹持驱动件6121、第二夹持皮带6122、用于松紧调节第二夹持皮带6122的皮带座6123、联动座6124和两组皮带滚轮6125,其中,第二夹持驱动件6121的输出端连接于第二夹持皮带6122,第二夹持皮带6122连接于两组皮带滚轮6125,从而使得第二夹持皮带6122能够运动,皮带座6123连接于第二夹持皮带6122,第二夹持皮带6122穿设于联动座6124,从而使得联动座6124能够沿着皮带运动方向运动。第一夹持滑移件611还设置有安装腔6112,第二夹持驱动组件612放置安装腔6112中,且两组皮带滚轮6125分别设置于安装腔6112的两端,第二夹持驱动件6121通过螺栓固定连接于皮带座6123,皮带座6123通过螺栓固定连接于安装腔6112的侧壁,联动座6124通过螺栓固定连接于第三夹持滑移件613。所以,当第二夹持驱动件6121驱动时,第三夹持滑移件613能够沿皮带运动而沿着滑移槽6111滑移,且当第二夹持驱动件6121通入脉冲电流时,第三夹持滑移件613能够被控制运动至设定好的位置,比如:将第三夹持滑移件613滑移至第二工作位32处,从而使得夹持机构62能够稳定停止于第二工作位32处。
57.参照图,夹持机构62包括夹持安装件621和夹持构件622,其中,第三夹持滑移件613固定连接于夹持安装件621,夹持安装件621上设置有两组安装口6211,两组安装口6211分别设置于夹持安装件621沿运输装置2运输方向的两端,夹持构件622设置有两组,两组夹持构件622分别固定连接于两组安装口6211的侧壁。从而使得当治具盒子1位于第二工作位32时,两组夹持构件622能够稳定地夹持治具盒盖11,使得治具盒盖11能够于治具盒体12分离;对比于采用电磁吸盘,夹持构件622能够通过夹持的方法分离治具盒盖11,且在夹持治具盒盖11的过程中,不会对治具盒子1内部的pcb板造成影响,因此pcb板位于治具盒子1内的位置更加稳定。
58.参照图,夹持构件622包括第三夹持驱动组件6221、第四夹持驱动组件6222、联动板6223和夹持件6224,其中,第三夹持驱动组件6221竖向放置,第三夹持驱动组件6221的输出端连接于联动板6223,第四夹持驱动组件6222水平方向放置,第四夹持驱动组件6222的输出端连接于夹持件6224。具体的,第三夹持驱动组件6221包括第三夹持驱动件62211、第三夹持输出件62212和第三夹持连接件62213,第三夹持驱动件62211的输出端连接于第三夹持输出件62212,第三夹持输出件62212通过螺栓固定连接第三夹持连接件62213,第三夹持连接件62213通过螺栓固定连接于联动板6223。所以,第三夹持驱动件62211在驱动时,能够驱动联动板6223相对于治具盒子1产生竖向移动。
59.参照图,联动板6223包括联动安装部62231和联动限位部62232,其中,联动安装部62231连接于联动限位部62232,联动限位部62232设有两组,两组联动限位部62232设置于联动板6223靠近治具盒子1的一侧,且联动限位部62232在竖向上高于联动安装部62231,从而使得联动板6223具有定位的作用,进而使得第三夹持连接件62213能够更加稳定地连接于联动板6223上,而且,第四夹持驱动组件6222也能够稳定地连接于联动板6223上。此外,可以通过对联动安装部62231进行划分,使得第四夹持驱动组件6222和第三夹持驱动组件6221分别对划分位置产生的重量力矩相同,从而可以保持联动板6223的水平平面度,进而使得夹持件6224能够稳定地处在第二工作位32。
60.参照图,夹持件6224包括第一夹持部62241和第二夹持部62242,其中,联动安装部
62231通过螺栓固定连接于第一夹持部62241,第一夹持部62241连接于第二夹持部62242,第二夹持部62242设置于夹持件6224靠近治具盒子1的一侧。且第二夹持部62242沿远离治具盒子1方向的截面面积逐渐减小,从而使得第二夹持部62242具有导向作用,进而使得第二夹持部62242在夹持治具盒盖11过程中更加稳定。
61.参照图,治具盒盖11上设置有夹持位111,夹持位111设有两组,两组夹持位111分别设置于运输装置2运输方向的两侧,夹持位111相对于治具盒盖11的边缘向内凹陷,当夹持件6224的第二夹持部62242在夹持过程中,能够伸入夹持位111,且治具盒盖11的两端同时被夹持住,两端受力相等,使得治具盒盖11能够稳定分离于治具盒体12。再通过第三滑移夹持滑移件带动夹持安装件621滑移,进而使得治具盒盖11远离治具盒体12,并在另一位置处停止,在本实施例中,治具盒盖11远离治具盒体12并停止的位置设为第三工作位33。然后,等待治具盒体12内的pcb板被取出后,再将治具盒盖11安装在治具盒体12上。
62.参照图,第四夹持驱动组件6222包括第四夹持驱动件62221、第四夹持输出件62222和第四夹持连接件62223,第四夹持驱动件62221通过螺栓固定连接于联动板6223,第四夹持驱动件62221的输出端连接于第四夹持输出件62222,第四夹持输出件62222连接第四夹持连接件62223,第四夹持连接件62223通过螺栓固定连接于夹持件6224。所以,第四夹持驱动件62221在驱动时,能够驱动夹持件6224相对于治具盒子1产生水平方向移动。综合第三夹持驱动件62211和第四夹持驱动件62221的驱动方式,从而使得夹持件6224能够相对于治具盒子1做竖向移动和水平方向的移动,当两组夹持件6224通过相应的驱动方式后,使得两组夹持件6224之间的距离恰好等于治具盒盖11的大小,因此,两组夹持件6224能够稳定夹持治具盒盖11,使得治具盒盖11能够于治具盒体12分离。而且,两组夹持件6224具有一定的调节作用,能够适用于不同尺寸大小的治具盒盖11。
63.参照图,分离装置7包括分离机构71和分离调节机构72,其中,分离调节机构72设置于分离机构71上方,分离机构71转动连接于分离调节机构72,从而实现分离机构71能够发生转动,所以,当分离机构71取出pcb板时,能够将pcb板运走,且这样设置能够减少整体系统的放置空间。
64.参照图,分离机构71包括分离安装件711和分离抓取组件712,分离抓取组件712设置有两组,两组分离抓取组件712分别设置于分离安装件711的两端,且分离安装件711的中部位置设置有用于协助分离抓取组件712转动的分离转动部7111。
65.参照图,分离抓取组件712包括分离安装座7121、分离抓取驱动件7122、分离抓取输出件7123、分离抓取连接件7124和分离件7125,其中,分离抓取驱动件7122通过螺栓固定连接于分离安装座7121,分离抓取驱动件7122的输出端连接于分离抓取输出件7123,分离抓取输出件7123通过螺栓固定连接于分离抓取连接件7124;而且,在本实施例中,为了提高分离pcb板的效率,分离件7125设置有多组,多组分离件7125均固定连接于分离抓取连接件7124上,且多组分离件7125竖向放置,从而实现一次能够分离多个pcb板离开治具盒体12。
66.参照图,分离安装座7121的竖向长度沿远离分离安装件711的方向逐渐变大,使得分离安装座7121具有向上倾斜的斜面,这样设置的优势在于,分离抓取驱动件7122也会斜向放置,当分离抓取驱动件7122驱动时,分离抓取连接件7124的运动方向是斜向的;假设,此时治具盒体12内的pcb板的放置是规律的,即相邻的pcb板之间的距离相等,那么斜向伸出的分离抓取连接件7124会使得分离件7125做斜向运动,从而减少水平方向调节装置的设
置,通过单向的竖向调节即可实现竖向移动和水平方向移动的调节;而且,由于分离安装件711是可以转动的,因此分离件7125的自由度包括水平方向移动、竖向移动和水平方向转动,进而实现分离件7125能够万向抓取治具盒子1中的pcb板。
67.参照图,分离调节机构72包括第一分离调节组件721、分离调节安装件722、第二分离调节组件723和第三分离调节件724,第一分离调节组件721连接于分离调节安装件722,分离调节安装件722连接于第二分离调节组件723,第二分离调节组件723连接于第三分离调节件724。
68.参照图,在本实施例中,第一分离调节组件721包括第一分离调节驱动件7211、换向件7212、第一分离调节输出件7213和第一分离调节轨道7214,具体的,第一分离调节驱动件7211水平方向设置,第一分离调节驱动件7211的输出端连接于换向件7212,使得第一分离调节驱动件7211的驱动方向发生改变,从而减少整体装置的放置空间,换向件7212连接于第一分离调节输出件7213,第一分离调节输出件7213滑移连接于第一分离调节轨道7214,从而实现第一分离调节输出件7213沿运输装置2运输方向进行滑移。
69.参照图,第一分离调节输出件7213通过螺栓固定连接于分离调节安装件722的一端,从而实现分离调节安装件722的移动,此外,分离调节安装件722的另一端设置有辅助滑移装置8,辅助滑移装置8包括辅助滑轨81和辅助滑块82,其中,在本实施例中,分离调节安装件722通过螺栓固定连接于辅助滑块82,辅助滑块82滑移连接于辅助滑轨81,从而维持分离调节安装件722能够稳定地沿水平纵向移动。
70.参照图,第二分离调节组件723设置于分离调节安装件722的下方,第二分离调节组件723连接于分离调节安装件722。第二分离调节组件723包括第二分离调节驱动件7231、第二分离调节连接件7232和第二分离调节固定件7233,第二分离调节驱动件7231能够驱动第二分离调节连接件7232,而且,第二分离调节连接件7232能够相对于第二分离调节固定件7233竖向滑移,第二分离调节固定件7233竖向放置,从而,当第二分离调节驱动件7231驱动时,第二分离调节连接件7232能够沿着第二分离调节连接件7232滑移。
71.参照图,第三分离调节件724通过螺栓固定连接于第二分离调节连接件7232,第三分离调节件724靠近分离转动部7111的一侧设置有用于安装分离转动部7111的安装转动部7241,在本实施例中,安装转动部7241和分离转动部7111连接后可以形成一个转动汽缸,从而实现对分离抓取组件712的转动调节。
72.参照图,一种自动分离盒子盖板的系统还包括用于输送pcb板的输送装置9,其中,输送装置9设置于工作架体3上,而且,输送装置9设置于工作架体3远离夹持装置6的一侧。当夹持装置6夹持治具盒盖11后,分离装置7将分离出的pcb板运送至输送装置9上。
73.参照图,在本实施例中,输送装置9包括若干组辊轮组91,pcb板能够通过若干辊轮组91沿远离夹持装置6方向移动。
74.本实施例的实施原理:通过运输装置2稳定地运输治具盒子1,将治具盒子1运输至安装架体内,再通过限位装置4对治具盒子1的位置进行限位,进而使得治具盒子1的位置被确定,再通过升降装置5升降治具盒子1,等待治具盒子1竖向运动停止后;此时,通过夹持装置6夹持治具盒子1使得治具盒盖11与治具盒体12分离,最后通过分离装置7将pcb板和治具盒子1。整个过程中由于治具盒子1的位置被多次限位,从而确定治具盒子1的位置,进而能够精准地分离治具盒盖11和治具盒体12,接着,精准分离pcb板和治具盒体12,提高了整个
运输过程中pcb板运输地稳定性。
75.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1