一种冷柜内胆围板自动下料码垛机及其工艺方法与流程
1.本发明涉及自动码垛领域,具体为一种用于冷柜内胆围板的自动下料码垛装置及工艺方法。
背景技术:
2.如图1所示的冷柜内胆围板,其由三个侧面围板组成,其中两长侧面的尺寸较大(可达2m)。工业机器人,由于生产效率高,柔性好,在搬运码垛领域已广泛应用。但利用工业机器人搬运码垛技术,进行上述的冷柜内胆围板搬运码垛时,会出现冷柜内胆围板的侧面围板向内或向外随机倾倒现象,导致无法正常码垛。目前,在对如图1所示的冷柜内胆围板搬运码垛,仍主要靠人工完成,劳动强度高,效率低下。
技术实现要素:
3.本发明的目的在于提供一种冷柜内胆围板自动下料码垛机,具备自动搬运码垛冷柜内胆围板功能,解决现有的人工方式进行冷柜内胆围板搬运码垛存在的劳动强度高、效率低下的问题。
4.为实现上述目的,本发明提供如下技术方案:一种冷柜内胆围板自动下料码垛机,由工业机器人、吸盘组件、码垛拉料机构、码垛小车组成,所述的吸盘组件通过连接法兰盘与工业机器人末端法兰盘固定连接;所述的码垛拉料机构,由左码垛拉料机构、右码垛拉料机构组成,左码垛拉料机构、右码垛拉料机构组成完全相同,且关于冷柜内胆围板对称布置;所述的左码垛拉料机构由若干立柱、若干横梁、x向拉料机构、z向压料机构组成,其中,若干立柱、若干横梁构成框架结构;x向拉料机构设置在横梁上,x向拉料机构上设有z向压料机构;所述的x向拉料机构、z向压料机构,其移动方向相互垂直;所述的码垛小车设置在码垛拉料机构的正下方,且在码垛小车上设有挡架;所述的吸盘组件由第一长支架、第二长支架、若干短支架、第一伺服电机、直线移动副、第一连接板、第二连接板、若干第一吸盘架、若干第二吸盘架、若干第三吸盘架、若干第四吸盘架、连接法兰盘组成,第一长支架、第二长支架平行设置,两者之间设有若干个短支架;直线移动副由正反牙丝杆、第一滑块、第二滑块、支承组件组成,所述的支承组件设置在短支架上,且支承起正反牙丝杆,正反牙丝杆与第一长支架、第二长支架平行,且由第一伺服电机驱动,第一滑块、第二滑块分别设在正反牙丝杆的正、反两段上,且分别与第一连接板、第二连接板固定连接;若干个第一吸盘架分别垂直设在第一连接板上,若干个第二吸盘架分别垂直设在第二连接板上;在第一吸盘架、第二吸盘架上分别设有若干个第一吸盘,且若干个第一吸盘均与第一长支架平行;在第一吸盘架另一端设有第三吸盘架,在第二吸盘架另一端设有第四吸盘架,在第三吸盘架、第四吸盘架上分别设有第二吸盘,且第二吸盘与第一吸盘垂直,且吸向冷柜内胆围板的内围板面。
5.优选的,所述的x向拉料机构由第二滑块导轨副、第三伺服电机、第二齿轮、第二齿条、压料机构连接架组成,压料机构连接架与拉料机构连接板通过第二滑块导轨副构成直
线移动副,且第二滑块导轨副中的滑块固装在拉料机构连接板上,第二滑块导轨副中的导轨固装在压料机构连接架上,第三伺服电机固装在拉料机构连接板上,在压料机构连接架上设置第二齿条,第三伺服电机的电机轴上固装有第二齿轮,第二齿轮与第二齿条构成齿轮齿条机构。
6.优选的,所述的z向压料机构,由压料机构连接板、压料气缸、压料导杆组成,压料机构连接板固装在压料机构连接架上,压料气缸固装在压料机构连接板上,压料气缸的活塞杆固装有压料导杆。
7.优选的,在所述的左码垛拉料机构还设有y向调节机构,y向调节机构设置在所述的横梁、x向拉料机构之间;且所述的y向调节机构的调节移动方向分别与x向拉料机构、z向压料机构相互垂直。
8.优选的,所述的y向调节机构由第一滑块导轨副、第二伺服电机、第一齿轮、第一齿条、拉料机构连接板组成,横梁与拉料机构连接板通过第一滑块导轨副构成直线移动副,第二伺服电机设在拉料机构连接板上,在横梁上设置第一齿条,第二伺服电机电机轴上固装有第一齿轮,第一齿轮与第一齿条构成齿轮齿条机构。
9.优选的,在所述的压料导杆、压料机构连接板之间还分别设有第三滑块导轨副、导向轮。
10.优选的,所述的码垛小车,其上的挡架,与码垛小车的连接方式,为固定连接、孔槽可调连接或磁吸附连接。
11.本发明还提供了一种冷柜内胆围板自动下料码垛工艺方法,依次由吸料步骤、初始搬摆步骤、横拉步骤、释放步骤、循环码垛步骤、结束步骤组成,所述的吸料步骤、初始搬摆步骤、横拉步骤、释放步骤、循环码垛步骤,均由冷柜内胆围板自动下料码垛机实现,所述的冷柜内胆围板自动下料码垛机由工业机器人、吸盘组件、码垛拉料机构、码垛小车组成;所述的吸料步骤:所述的工业机器人驱动吸盘组件,至待码垛的冷柜内胆围板位置,且吸盘组件中的第一吸盘、第二吸盘分别对应移动到冷柜内胆围板内侧部,到位后,吸取冷柜内胆围板;所述的初始搬摆步骤:所述的工业机器人驱动吸盘组件,至码垛小车,且将待码垛的冷柜内胆围板放置在码垛小车的挡架内侧;所述的横拉步骤:所述的码垛拉料机构中的x向拉料机构驱动z向压料机构运动,使得z向压料机构中的压料导杆位于至待码垛的冷柜内胆围板内侧上方,z向压料机构中的压料气缸伸出,压料导杆挡住待码垛的冷柜内胆围板内侧;所述的释放步骤:所述的吸盘组件中的第一吸盘、第二吸盘分别释放;所述的吸盘组件中的第一伺服电机驱动直线移动副带动第一连接板、第二连接板向中间内侧靠拢,直至吸盘组件从冷柜内胆围板退出时不发生第一吸盘与压料导杆相互干涉的位置为止;工业机器人驱动吸盘组件从冷柜内胆围板内侧退出;所述的循环码垛步骤:由吸料步骤、中间搬摆步骤、横拉步骤、释放步骤依次循环组成,其中所述的中间搬摆步骤为所述的工业机器人驱动吸盘组件,至码垛小车,且将待码垛的冷柜内胆围板放置在码垛小车上的已码垛的冷柜内胆围板内侧;所述的结束步骤:待所述的循环码垛步骤完成后,在最后码垛的冷柜内胆围板内侧,摆放挡架。
12.与现有技术相比,本发明的采用了工业机器人吸附式搬运码垛原理进行了冷柜内胆围板自动下料码垛机结构设计,优化设计了吸盘组件、码垛拉料机构、码垛小车等结构,并提出了冷柜内胆围板自动下料码垛工艺流程,实现了对冷柜内胆围板自动下料码垛功能,解决了现有的人工方式进行冷柜内胆围板搬运码垛存在的劳动强度高、效率低下的问题,具有生产效率高、自动化程度高、产品尺寸适应性好等特点,具有推广应用价值。
附图说明
13.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
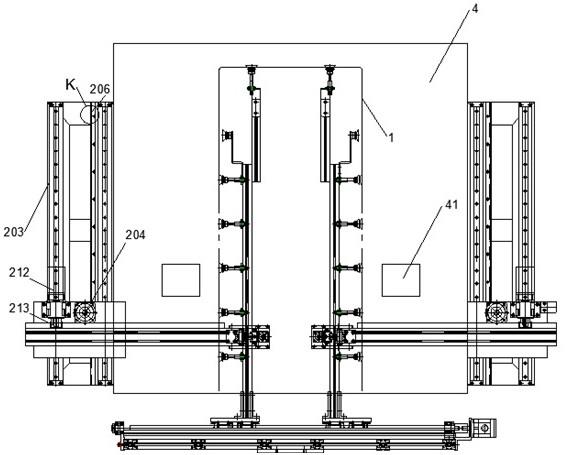
14.图1为本发明中的冷柜内胆围板结构示意图;图2为本发明中的吸盘组件主视图;图3为本发明中的吸盘组件俯视图;图4为本发明中的码垛拉料机构与码垛小车位置图;图5为本发明中的左码垛拉料机构局部结构示意图;图6为本发明中的总体装配结构示意图;图7为本发明中的第一齿条局部结构示意图。
15.图中:1-冷柜内胆围板;4-码垛小车;41-挡架;101-第一长支架;102-第二长支架;103-短支架;104-第一伺服电机;105-直线移动副;106-第一连接板;107-第二连接板;108-第一吸盘架;109-第二吸盘架;110-第三吸盘架;111-第四吸盘架;112-连接法兰盘;113-正反牙丝杆;114-第一滑块;115-第二滑块;116-支承组件;117-第一吸盘;118-第二吸盘;201-立柱;202-横梁;203-第一滑块导轨副;204-第二伺服电机;205-第一齿轮;206-第一齿条;207-拉料机构连接板;211-第二滑块导轨副;212-第三伺服电机;213-第二齿轮;214-第二齿条;215-压料机构连接架;221-压料机构连接板;222-压料气缸;223-压料导杆;224-第三滑块导轨副;225-导向轮。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.请参阅图1至图7,本发明提供一种冷柜内胆围板自动下料码垛机,由工业机器人、吸盘组件、码垛拉料机构、码垛小车4组成,所述的工业机器人为多自由度串联工业机器人,所述的吸盘组件通过连接法兰盘112与工业机器人末端法兰盘固定连接;所述的码垛拉料机构,由左码垛拉料机构、右码垛拉料机构组成,左码垛拉料机构、右码垛拉料机构组成完全相同,且关于冷柜内胆围板1对称布置;所述的左码垛拉料机构由若干立柱201、若干横梁202、x向拉料机构、z向压料机构组成,其中,若干立柱201、若干横梁202构成框架结构;x向拉料机构设置在横梁202上,x向拉料机构上设有z向压料机构;所述的x向拉料机构、z向压
料机构,其移动方向相互垂直;所述的码垛小车4设置在码垛拉料机构的正下方,且在码垛小车4上设有挡架41;所述的吸盘组件由第一长支架101、第二长支架102、若干短支架103、第一伺服电机104、直线移动副105、第一连接板106、第二连接板107、若干第一吸盘架108、若干第二吸盘架109、若干第三吸盘架110、若干第四吸盘架111、连接法兰盘112组成,第一长支架101、第二长支架102平行设置,两者之间设有若干个短支架103;直线移动副105由正反牙丝杆113、第一滑块114、第二滑块115、支承组件116组成,所述的支承组件116设置在短支架103上,且支承起正反牙丝杆113,正反牙丝杆113与第一长支架101、第二长支架102平行,且由第一伺服电机104驱动,第一滑块114、第二滑块115分别设在正反牙丝杆113的正、反两段上,且分别与第一连接板106、第二连接板107固定连接;若干个第一吸盘架108分别垂直设在第一连接板106上,若干个第二吸盘架109分别垂直设在第二连接板107上;在第一吸盘架108、第二吸盘架109上分别设有若干个第一吸盘117,且若干个第一吸盘117均与第一长支架101平行;在第一吸盘架108另一端设有第三吸盘架110,在第二吸盘架109另一端设有第四吸盘架111,在第三吸盘架110、第四吸盘架111上分别设有第二吸盘118,且第二吸盘118与第一吸盘117垂直,且吸向冷柜内胆围板1的内围板面。
18.作为优选实施例,所述的x向拉料机构由第二滑块导轨副211、第三伺服电机212、第二齿轮213、第二齿条214、压料机构连接架215组成,压料机构连接架215与拉料机构连接板207通过第二滑块导轨副211构成直线移动副,且第二滑块导轨副211中的滑块固装在拉料机构连接板207上,第二滑块导轨副211中的导轨固装在压料机构连接架215上,第三伺服电机212固装在拉料机构连接板207上,在压料机构连接架215上设置第二齿条214,第三伺服电机212的电机轴上固装有第二齿轮213,第二齿轮213与第二齿条214构成齿轮齿条机构。
19.作为优选实施例,所述的z向压料机构,由压料机构连接板221、压料气缸222、压料导杆223组成,压料机构连接板221固装在压料机构连接架215上,压料气缸222固装在压料机构连接板221上,压料气缸222的活塞杆固装有压料导杆223。
20.作为优选实施例,在所述的左码垛拉料机构还设有y向调节机构,y向调节机构设置在所述的横梁202、x向拉料机构之间;且所述的y向调节机构的调节移动方向分别与x向拉料机构、z向压料机构相互垂直。
21.作为优选实施例,所述的y向调节机构由第一滑块导轨副203、第二伺服电机204、第一齿轮205、第一齿条206、拉料机构连接板207组成,横梁202与拉料机构连接板207通过第一滑块导轨副203构成直线移动副,第二伺服电机204设在拉料机构连接板207上,在横梁202上设置第一齿条206,第二伺服电机204电机轴上固装有第一齿轮205,第一齿轮205与第一齿条206构成齿轮齿条机构。
22.作为优选实施例,为了提高压料稳定性,在所述的压料导杆223、压料机构连接板221之间还分别设有第三滑块导轨副224、导向轮225。
23.作为优选实施例,所述的码垛小车4,其上的挡架41,与码垛小车4的连接方式,为固定连接、孔槽可调连接或磁吸附连接。
24.本发明还提供了一种冷柜内胆围板自动下料码垛工艺方法,依次由吸料步骤s1、初始搬摆步骤s2、横拉步骤s3、释放步骤s4、循环码垛步骤s5、结束步骤s7组成,所述的吸料步骤s1、初始搬摆步骤s2、横拉步骤s3、释放步骤s4、循环码垛步骤s5,均由冷柜内胆围板自
动下料码垛机实现,所述的冷柜内胆围板自动下料码垛机由工业机器人、吸盘组件、码垛拉料机构、码垛小车4组成;所述的吸料步骤s1:所述的工业机器人驱动吸盘组件,至待码垛的冷柜内胆围板1位置,且吸盘组件中的第一吸盘117、第二吸盘118分别对应移动到冷柜内胆围板1内侧部,到位后,吸取冷柜内胆围板1;所述的初始搬摆步骤s2:所述的工业机器人驱动吸盘组件,至码垛小车4,且将待码垛的冷柜内胆围板1放置在码垛小车4的挡架41内侧;所述的横拉步骤s3:所述的码垛拉料机构中的x向拉料机构驱动z向压料机构运动,使得z向压料机构中的压料导杆223位于至待码垛的冷柜内胆围板1内侧上方,z向压料机构中的压料气缸222伸出,压料导杆223挡住待码垛的冷柜内胆围板1内侧;所述的释放步骤s4:所述的吸盘组件中的第一吸盘117、第二吸盘118分别释放;所述的吸盘组件中的第一伺服电机104驱动直线移动副105带动第一连接板106、第二连接板107向中间内侧靠拢,直至吸盘组件从冷柜内胆围板1退出时不发生第一吸盘117与压料导杆223相互干涉的位置为止;工业机器人驱动吸盘组件从冷柜内胆围板1内侧退出;所述的循环码垛步骤s5:由吸料步骤s1、中间搬摆步骤s6、横拉步骤s3、释放步骤s4依次循环组成,其中所述的中间搬摆步骤s6为所述的工业机器人驱动吸盘组件,至码垛小车4,且将待码垛的冷柜内胆围板1放置在码垛小车4上的已码垛的冷柜内胆围板1内侧;所述的结束步骤s7:待所述的循环码垛步骤s5完成后,在最后码垛的冷柜内胆围板1内侧,摆放挡架41。
25.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1